中世纪的课程设置包含有7项人文学科,分作低阶的三艺和高阶的四艺。我们来看看修改后的三艺:逻辑、算术和概率。大学生在逻辑问题上的表现不容乐观。一大部分学生得出结论,没有考古学家是国际象棋棋手,而这是个无效的结论。逻辑规则最初被视为是思想规律的形式化。但如果一个物种的大脑在找到逻辑事实时没有给它一种确定的感觉,我们很难想象它会发现逻辑。另一个原因是,逻辑推断不可能是随意推出的。......
2024-01-23
从技术应用与发展的角度,数字化焊接系统早在20世纪的七八十年代就已经成功地应用于焊接制造中,当时在焊接机器人工作站或精密焊接专机中所用的焊机并非数字化焊机,但是所有的焊接参数,包括焊接电流、电弧电压、焊接速度以及起弧/收弧程序等控制参数都是通过可编程控制系统的数字化设置、显示并实施。近十几年来,随着优质、高效、低耗等现代工业制造理念的贯彻,以及计算机、电力电子、信息等新技术与焊接制造的深度结合,有力地促进了焊接制造自动化水平的提高,同时使焊接电源和装备从结构、功能到工艺性能等各方面都出现了更新换代的提升。
作为数字化焊接装备的核心,数字化焊机在技术和应用上已确立并越来越体现出新一代装备的特点和优势,成为当前焊接制造领域最具有专业特征和方向性的基础装备,主要表现如下。
1)传统焊机的功能是靠许多模拟和逻辑电路来实现的,每增加一种功能都要增加很多元器件,要具备两种以上的功能就需要很多电路板,这样不仅会大幅度提高焊机成本,而且元器件的参数都会随温湿度、电磁等环境因素出现变化,导致焊机的性能和可靠性会随元器件的增加而下降。而数字化焊机的功能是靠软件来实现的,增加焊机功能只需改变其软件,且各功能模块相互独立,一台数字化焊机可同时具有焊条电弧焊、直流氩弧焊、脉冲氩弧焊、氩弧点焊、气保焊(CO2、MIG、MAG)、脉冲气保焊、双脉冲气保焊和碳弧气刨等多种使用模式。
2)数字化技术的应用使焊机成为一台智能设备,能把焊接专家的经验存储到数据库中,使普通焊工很容易焊出专家的焊接水平。尤其是一些先进的焊接方式,需要调节的参数很多,如果由用户自己去匹配会非常耗时、耗材,所以专家数据库已经成为数字化焊机的一个突出优点。用户既可以选用系统提供的焊接参数,也可以根据产品要求进行精细调整,使之达到最佳焊接效果。随着数字化焊机硬件技术的日趋成熟,真正的技术含量和主要的价格差异将越来越多地体现在焊接专家参数库中。
3)通过网络接口与外界通信是数字化焊机十分重要的技术优势,使数字化焊机从根本上区别于传统焊机。一方面能对数字化焊机中的控制程序和焊接专家参数库进行更新,在硬件系统不作任何改变的条件下对焊机性能进行升级;另一方面能把各类数字化设备连接成一个网络,实现集中监测、控制和管理,显著提高焊接自动化生产水平。
因此,从技术发展的角度,数字化焊机中的电源部分将类似于一个线性功率放大器且技术日趋完整和标准化,其操作性能由数字控制器和人机界面决定,而工艺性能则由内置的焊接专家参数库决定。表12-1以数字化弧焊电源为例,对数字化焊机技术的历史与现状作一简要归纳。
表12-1 数字化弧焊电源的发展与现状
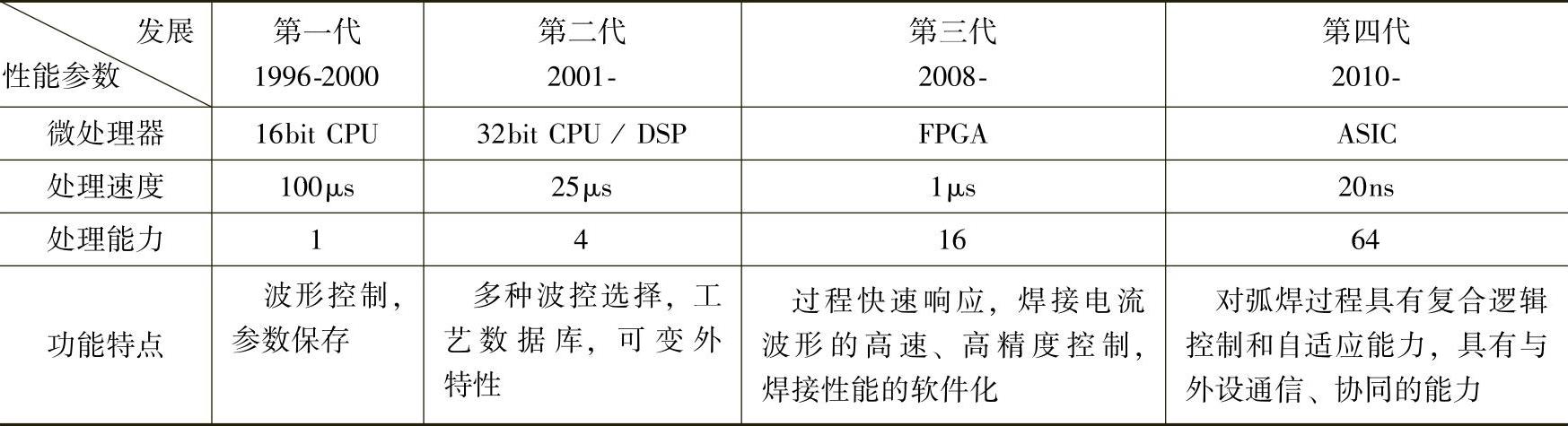
注:1.FPGA是field programmable gate array的缩写,即:现场可编程门阵列。
2.ASIC是Application-Specific Integrated Circuit的缩写,是一种为专门目的而设计的集成电路。
3.把第一代数字化电源的处理能力设为1,以便比较。
为焊接生产提供专业和精确的焊接参数是数字化焊机的优势。图12-7是一个数字化焊机的人机界面及其内外调节功能一览,较完整地体现了数字化焊机的特点:
1)对多种焊接模式的选择,有MIG/MAG一元化脉冲焊、MIG/MAG一元化直流焊、MIG/MAG非一元化焊、TIG焊、焊条电弧焊等5类。其中一元化调节方式是只设一个电流调节旋钮,调节焊接电流后,控制系统自动选定与该电流相匹配的电弧电压,通常都能满足焊接要求,焊工只需根据焊缝的形状、熔合情况或飞溅大小,略微修正一下电弧电压就能得到更满意的效果。
2)对不同被焊接材料和填充材料的选择并推荐了不同的保护气体成分,其中包括碳钢、不锈钢、铝合金、铜合金等母材,以及对酸性、碱性、金属粉芯等药芯焊丝及其直径的选择和匹配。
3)在一元化模式下,调节板厚、焊接电流、送丝速度其中之一即可,其他参数自动给定,电流微调可在焊枪的旋钮上调节。还能对熔滴过渡力、电弧挺度、电弧长度、起弧和收弧等进行调整和设定。
4)设有LocalNet接口,各类机器人接口,如Field Bus Interface(Interbus、Profibus、Can Open等),功能软件有JobExplorer、WinRUC、Weldoffice、Xplorer等。
5)内设焊接程序和工艺数据库,用户可调用机内的工艺参数,储存优化后的工作程序,并通过网络接口获取和更新需要的数据。
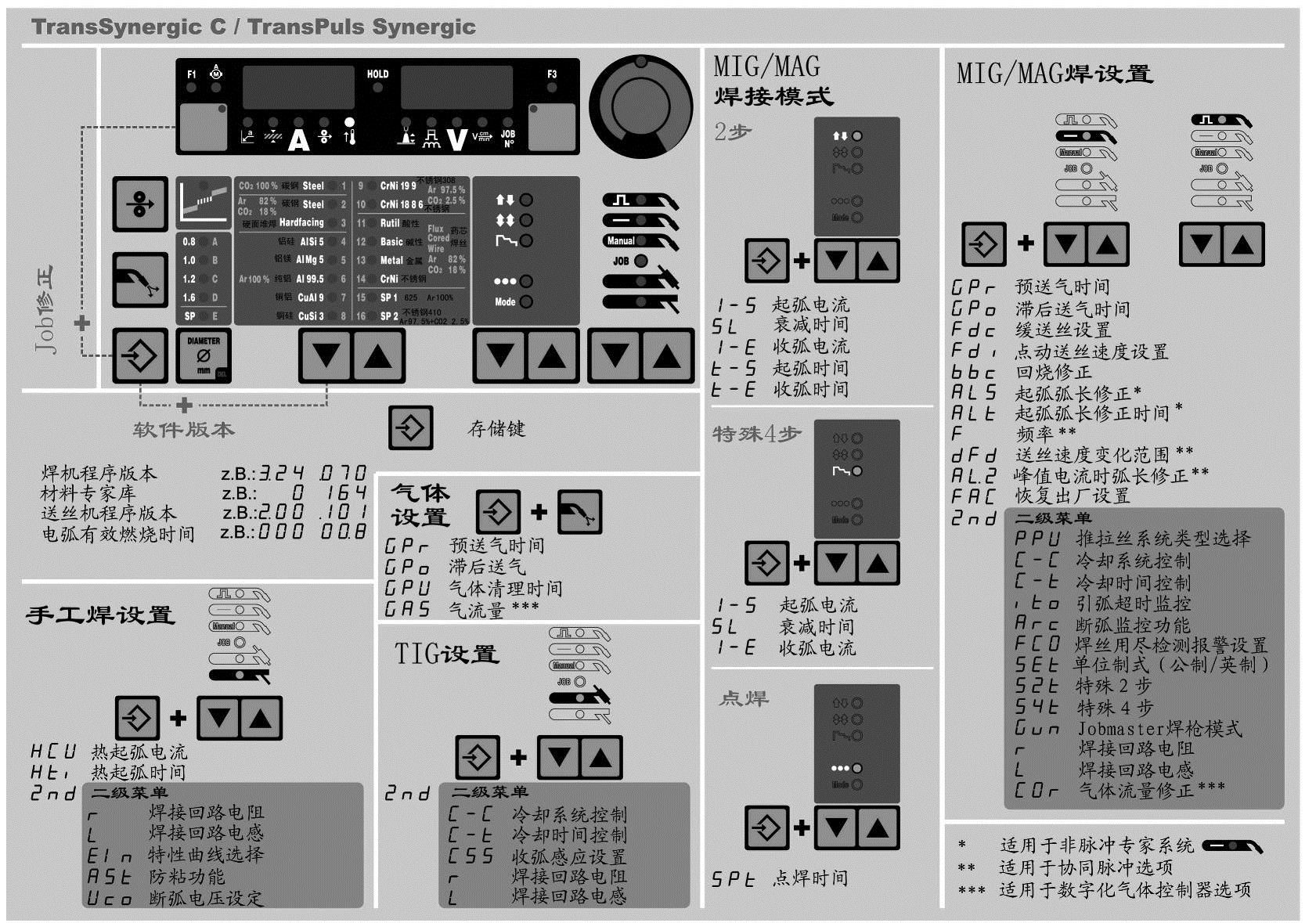
图12-7 一个数字化焊机的人机界面
图12-8和图12-9分别是数字化焊机对不同工况条件下气体保护焊的金属过渡波形控制的实例,用于说明具有工艺数据库的数字化焊机在不同工况下对焊接电弧能量调控的优势。图12-8a的波形特点是对短路电流上升斜率及其峰值的优化控制,能减少飞溅而不需要特制的飞溅抑制电路;第二个电流峰值是用于控制熔池振荡以及焊丝的熔化速率,从而缩短短路时长。图12-8b的波形适用于高速焊接,其特点是限制短路期间的峰值电流值,并满足高速焊接时对弧长高的瞬间调整要求以确保金属过渡的稳定性。图12-8c的波形适用于厚板焊接,非常接近恒电流外特性,其特点是当电弧摆动时避免电弧长度的突变。图12-8d的波形特点适用于30m或更长焊接电缆的使用场合,在二次输出端不采用电抗器以避免对短路或燃弧信息的误测,是一种抗干扰能力较强的电流波形。在图12-9中分别给出了对不同材料采用的脉冲电流波形以确保“一脉一滴”的过渡模式。例如,对于C-Mn钢的熔化极气体保护焊,由于实际富氩保护气体中CO2含量的波动并影响熔滴的过渡,为此将脉冲电流设为两个峰值。前一个脉冲峰值用于确保焊丝端熔化金属以“一脉一滴”形式的平稳过渡。后一个较低的电流峰值是防止熔滴脱离时的能量过高而避免飞溅产生。对于不锈钢材料,其熔滴的黏度较高,提高脉冲电流上升斜率使焊丝端的电磁收缩力加大,有利于熔滴过渡的平稳。对于铝和铝合金材料,采用的脉冲电流是指数形上升,从而使电弧较为“柔和”。另外,采用了基于脉冲外特性控制的脉冲频率调制技术对电弧弧长进行精确控制,以保证各脉冲波形的有效性。这些例子均反映了数字化焊机能够集专家知识和精量化工艺数据为一体,为用户提供专业化、高品质的焊接制造装备。

图12-8 不同工况条件下气体保护焊短路过渡波形选择
a)飞溅抑制 b)高速焊接 c)厚板焊接 d)抗干扰
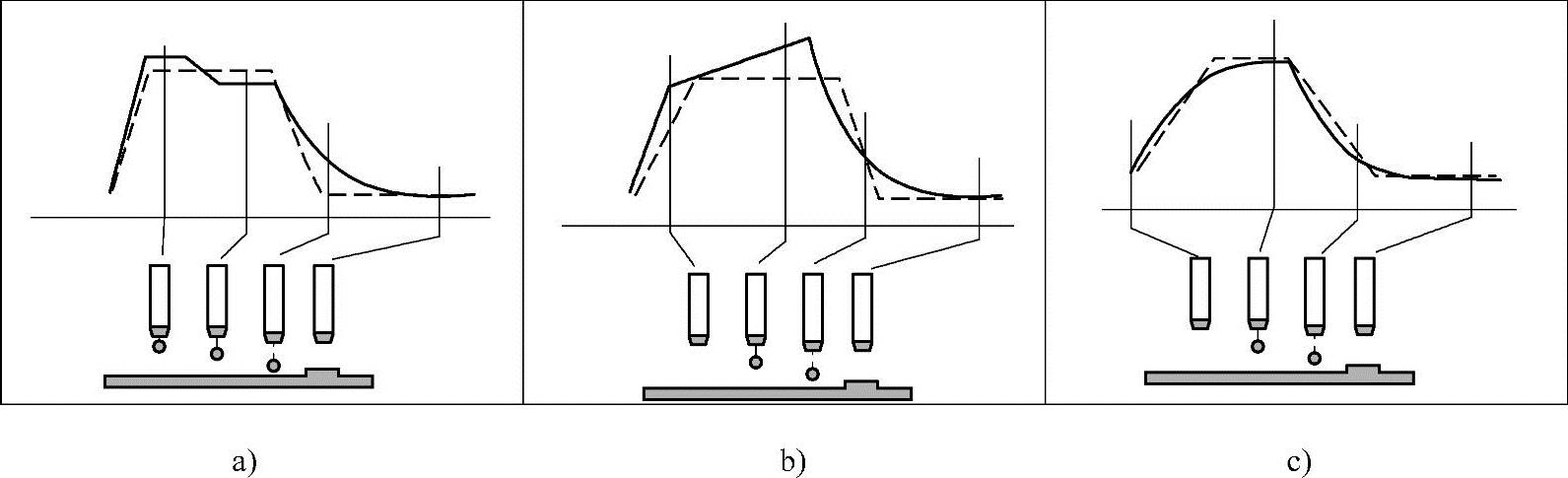
图12-9 对不同材料气体保护焊的波形控制
a)C-Mn钢 b)不锈钢 c)铝合金(图中,实线是专用脉冲波形,虚线是通用型脉冲波形)
有关焊接制造工程基础的文章

中世纪的课程设置包含有7项人文学科,分作低阶的三艺和高阶的四艺。我们来看看修改后的三艺:逻辑、算术和概率。大学生在逻辑问题上的表现不容乐观。一大部分学生得出结论,没有考古学家是国际象棋棋手,而这是个无效的结论。逻辑规则最初被视为是思想规律的形式化。但如果一个物种的大脑在找到逻辑事实时没有给它一种确定的感觉,我们很难想象它会发现逻辑。另一个原因是,逻辑推断不可能是随意推出的。......
2024-01-23

尽管目前数字化技术在农业保险服务各环节的渗透率仍有不足,但未来从全行业来看,全流程的数字化农业保险运行将是必然趋势,短期内会给传统农业保险模式带来冲击。......
2023-08-01

C型搅拌摩擦焊焊接设备一般焊接厚度10mm以下的铝合金或镁合金,焊缝形式为纵向直缝、T形焊缝和环焊缝。龙门式搅拌摩擦焊焊接设备主要用于大型构件、大厚度材料的焊接,是生产中应用最多的一种。表2-4-15是部分搅拌摩擦焊焊接设备的主要型号与技术参数。......
2023-06-26

使用扭曲工具可改变所选对象的形状,如使对象的顶部或底部变尖、偏移对象的重心等。Step1.在操控板中按下“扭曲”按钮,操控板进入图5.1.7所示的“扭曲”操作界面,同时图形区中的背景对罩框上出现图5.1.8所示的控制滑块。图5.1.7 “扭曲”操作界面图5.1.8 进入“扭曲”环境图5.1.9 在背景对罩框的拐角处操作● 将鼠标指针移至边线上的边控制滑块时,立即显示图5.1.11所示的操作手柄,在平面中或沿边拖动箭头可调整模型的形状。......
2023-06-20

我们不仅要重视那些那些春风得意的朋友,更不可忽视那些落魄失意的朋友。要知道人生之路坎坷曲折,变幻莫测,“三十年河东,三十年河西”,没准哪天,落魄的朋友也会平步青云。可见,一个懂得善待自己落魄朋友的人,不仅会赢得朋友的真心,而且还会为自己赢得生机。这样不仅维系了感情,而且一旦哪天落魄的朋友时来运转了,这份友情和温情也变得弥足珍贵。......
2023-08-17
第十一章常用推广物料本章导读:●医学文献●科普读物●企业内刊●会刊●产品彩页●幻灯片●样品●礼品推广物料是产品学术推广不可或缺的工具。推广物料运用得当,将使产品推广起到事半功倍的作用。编著与专著相比,不强调创造性,而强调采用最新的研究成果,采用科学的体例编撰成书,它有一定的理论性、学术性,但更强调应用性。推广人员对此类物料的投放还可以根据需要直接投放给住院患者和医学NGO组织。......
2023-12-06
※棒针棒针也是手工编织的主要工具,近期国内使用的棒针大多为竹针,也有使用不锈钢或铝合金等材料制成的钢针。棒针的形状一般有两种:一种是两端皆为尖头,这种形状的棒针,不仅适合平状的衣片编织,还可以使用4根或以上的棒针进行圆筒形衣坯的编织;另一种是一端为尖头,另一端为直径大于针杆的球状端头,这种形状的棒针,其球状端头起阻挡衣片边缘线圈脱出棒针的作用,一般只适合平状衣片的编织。......
2023-07-01
维修提示●当低压手动阀开启、高压手动阀关闭时,低压管路与中间管路、低压表相通,此时可从低压侧加注制冷剂或排放制冷剂,并同时检测高、低压侧的压力。常用的电子检漏仪一般都是手握式。因此,对制冷系统检查后,在未加入制冷剂之前,应对制冷系统抽真空。......
2023-08-20
相关推荐