C型搅拌摩擦焊焊接设备一般焊接厚度10mm以下的铝合金或镁合金,焊缝形式为纵向直缝、T形焊缝和环焊缝。龙门式搅拌摩擦焊焊接设备主要用于大型构件、大厚度材料的焊接,是生产中应用最多的一种。表2-4-15是部分搅拌摩擦焊焊接设备的主要型号与技术参数。......
2023-06-26
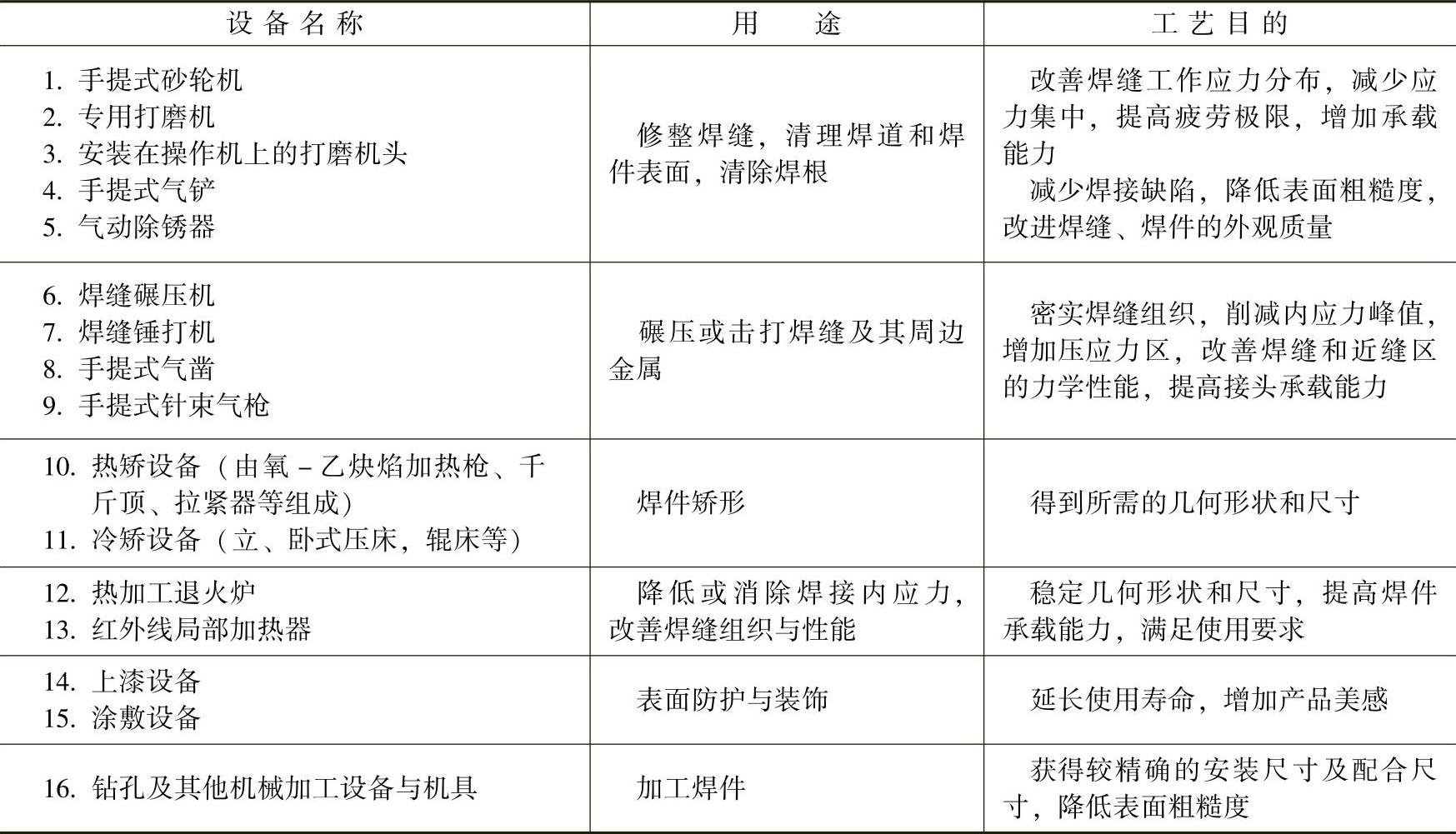
焊缝的清根、打磨、修整、碾压、击打、焊件的矫形、热处理、机械加工、表面清理、涂敷护层等,都是后工序制造工艺的内容,其所用的设备和工艺目的见表11-69。
后工序使用的设备绝大多数是通用的,国内外都有定型产品制造。
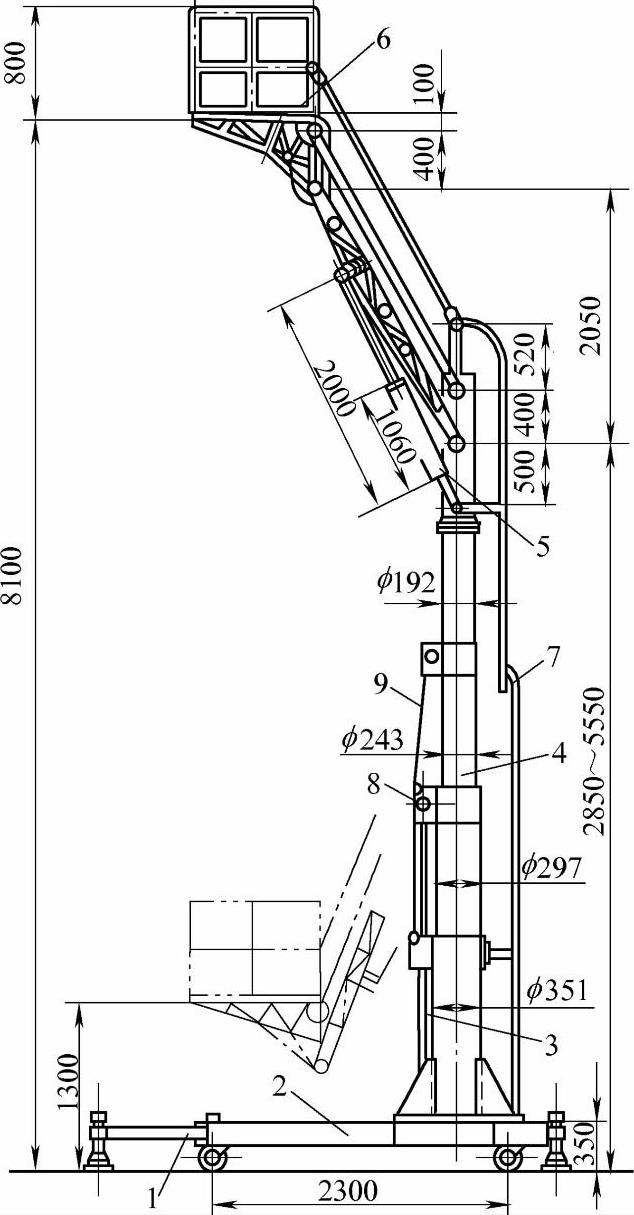
图11-71 套筒式焊工升降台
1—可伸缩支撑座 2—行走底座 3—升降液压缸 4—升降套筒总成 5—工作台升降液压机 6—工作台 7—扶梯 8—滑轮 9—提升钢索
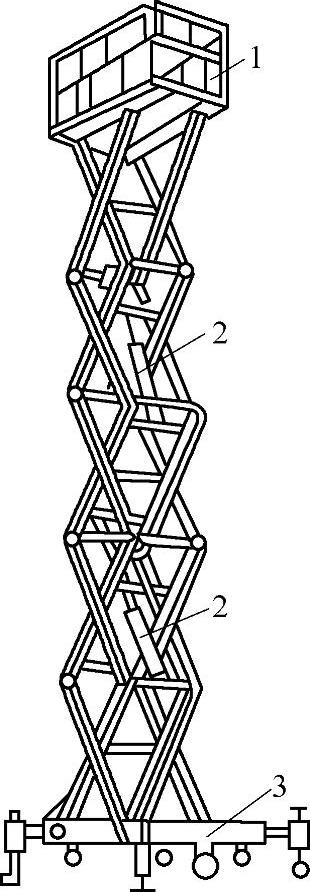
图11-72 铰接式焊工升降台
1—工作台 2—推举液压缸 3—底座
表11-69 后工序使用的设备及其工艺目的
(1)专用打磨机 如图11-73所示的打磨机主要用于筒体的外表面、外环缝、外纵缝以及短筒体内表面、内纵缝的打磨,其磨头上可安装砂轮、砂带和圆盘钢丝刷等三种磨具,如果安装上片状成形砂轮,还可以打磨坡口,清理焊根。全机以压缩空气为动力源,通过气动马达驱动磨头旋转,用气缸2推动倾斜装置使磨头贴向焊件表面,用气缸3推动滑座4在机座5上滑动,另外,整个打磨机构可绕垂直轴回转,打磨时磨头附近还有以压缩空气为动力的吸尘装置。
专用打磨机,国内未见制造,国外有厂家制造,其技术数据见表11-70。
表11-70 专用打磨机技术数据
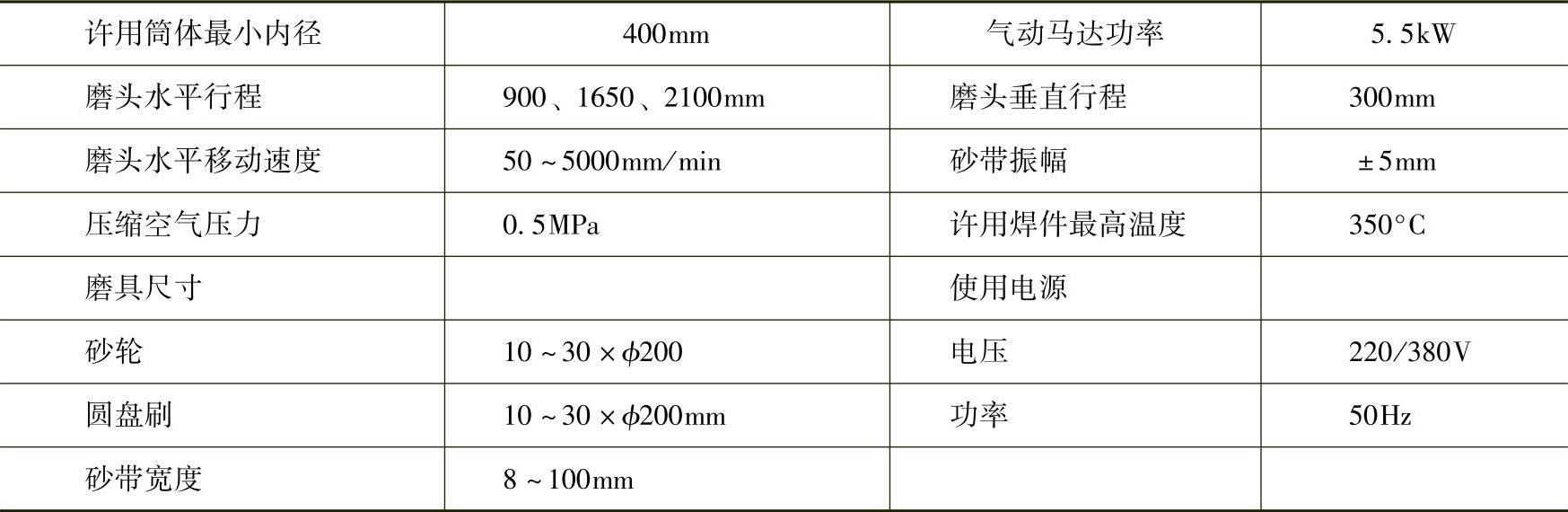
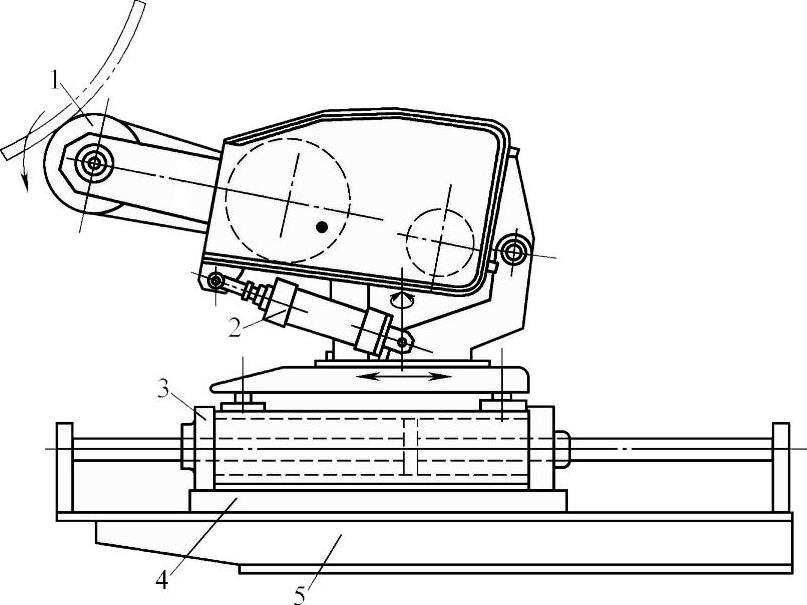
图11-73 专用打磨机
1—磨头 2—倾斜气缸 3—水平位移气缸 4—滑座 5—机座
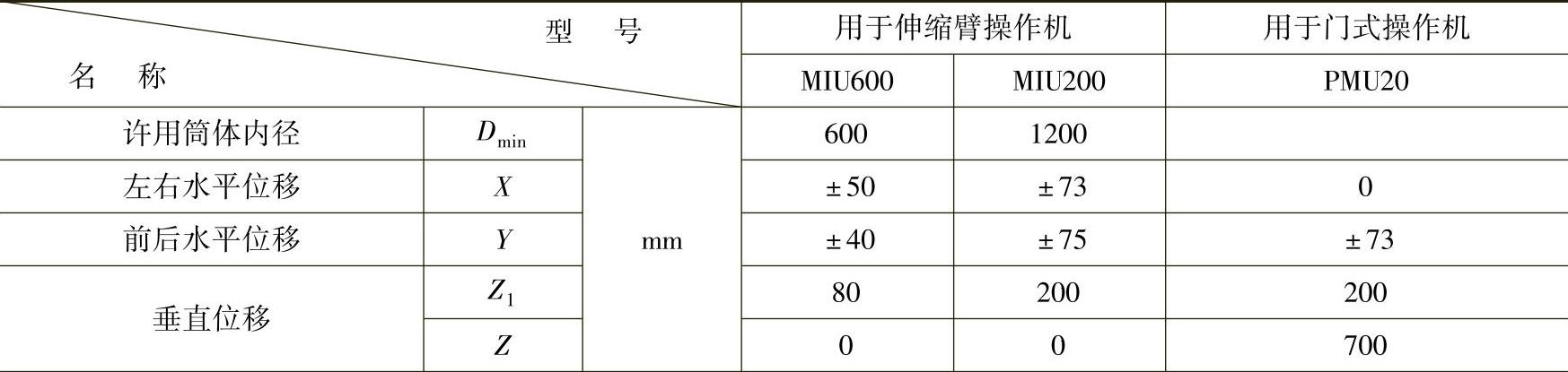
(2)安装在操作机上的打磨机头 图11-74a、b分别为在伸缩臂式和门式操作机上使用的打磨机头,其工作原理与专用打磨机床相同,主要用于大型焊件的打磨加工。国外打磨机头的技术数据见表11-71。
表11-71 打磨机头的技术数据
(续)
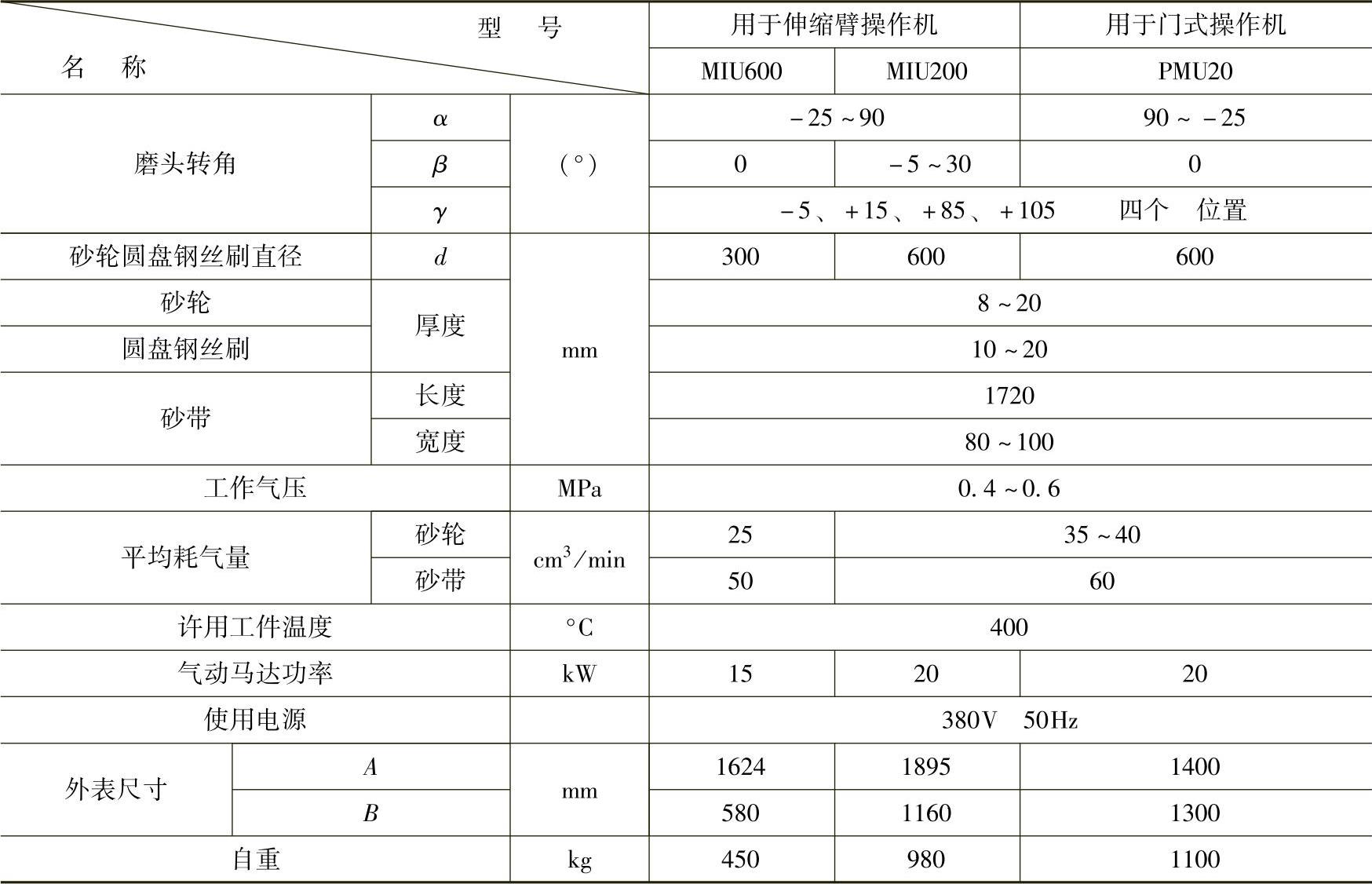
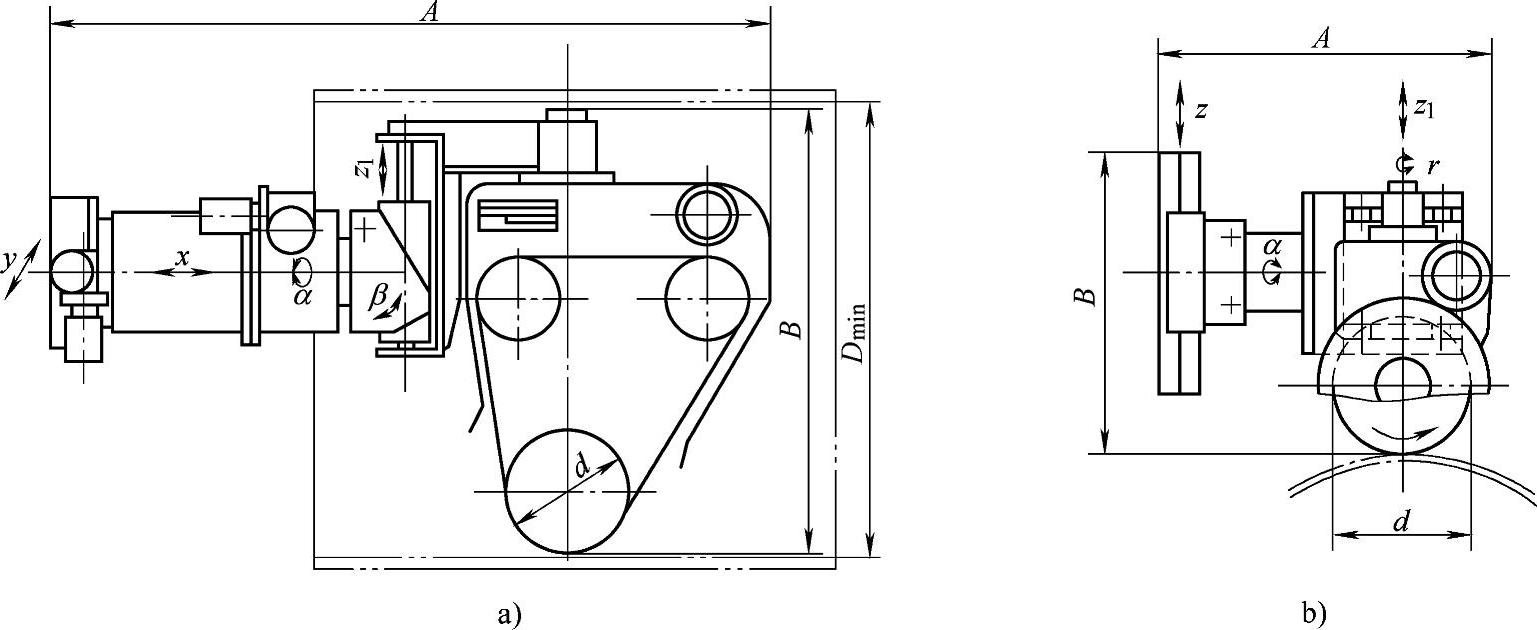
图11-74 操作机上使用的打磨机头
a)安装在伸缩臂式操作机上 b)安装在门式操作机上
打磨机头,我国早有设计并作出样机,但是未能定型制造。直到20世纪90年代中期,国内焊接辅机制造厂在锅炉行业技术改造成套焊接工艺装备中推出了筒节外纵缝的打磨机头。其技术数据如下:适用筒径600~2500mm;适用筒节最大长度2000mm;砂轮进给速度0.17~1.7m/min,无级调速;砂轮与焊件的接触应力0~150N/cm2;砂轮;转速2000r/min;砂轮直径250mm;砂轮宽度30mm(打磨),8mm(清焊根)。
安装在伸缩臂操作机上的打磨机头,我国也有引进,用来打磨大型焊件,效率很高。打磨作业,由工人通过按钮操作,安全便捷。打磨机头上还安有磨屑回收装置,避免了对作业环境的污染。但是由于国产磨具强度较低,限制了其作用的发挥。
有关焊接制造工程基础的文章

C型搅拌摩擦焊焊接设备一般焊接厚度10mm以下的铝合金或镁合金,焊缝形式为纵向直缝、T形焊缝和环焊缝。龙门式搅拌摩擦焊焊接设备主要用于大型构件、大厚度材料的焊接,是生产中应用最多的一种。表2-4-15是部分搅拌摩擦焊焊接设备的主要型号与技术参数。......
2023-06-26

在搅拌摩擦焊过程中,搅拌针的形状对摩擦产热及金属的塑性流动状态有重要作用。根据焊接对象的不同,搅拌摩擦焊设备有多种类型。通常搅拌摩擦焊设备的主要部件有:搅拌头、机械转动系统、行走系统、控制系统、工件夹紧机构和刚性机架等。常见的搅拌摩擦焊设备结构有C形、龙门式和悬臂式等。图7-123和图7-124为典型的筒段纵缝立式搅拌摩擦焊设备和筒段环缝卧式搅拌摩擦焊设备。......
2023-07-02

典型设备的技术参数 表2-4-11和表2-4-12是部分国内连续驱动摩擦焊机和混合式摩擦焊机的型号及技术指标,表2-4-13是部分国外厂家的设备型号及主要技术指标。表2-4-14是美国MIT公司惯性摩擦焊机的型号和技术指标。......
2023-06-26
药芯焊丝气保护焊设备与CO2焊设备相同。通过调节电弧挺度来调节熔滴过渡以减少飞溅,并可改善全位置焊接的性能。(二)送丝机药芯焊丝的芯部都为粉剂,所以与实心焊丝相比,药芯焊丝的刚性较差,比较软。2)配备焊丝校直机构。药芯焊丝自保护焊可选用专用焊枪或CO2焊枪,或在CO2焊枪的基础上去掉气罩并在导电嘴外侧加绝缘护套,以满足某些药芯焊丝自保护焊的焊丝的伸出长度问题,同时可以减少飞溅的影响。......
2023-06-23

铝及铝合金的焊接接口 通常,铝及铝合金对接焊时的坡口形式,见表4-7。由于铝及铝合金表面硬度较软,清理焊件表面时,不允许用各种砂纸、砂布或砂轮进行打磨,以免在打磨时脱落的砂粒被压入铝及铝合金表面,影响焊接质量。表4-10 常用的铝及铝合金焊后清理方法......
2023-06-15

由于采用多工位级进模比复合模或单工序模生产率高,成本低,操作简便,安全可靠,因此决定采用多工位连续拉深级进模。图7-145 排样图3.模具结构设计图7-146所示为焊片多工位级进模结构。卸料板5通过安装于固定板8上的小导柱6作辅助导向,全部凸模均以卸料板导向,保持冲压平稳。......
2023-06-26

CO2激光能量转换率约为10%左右,输出功率大,目前常用功率为2~5kW,国外已用100kW的CO2激光焊机进行焊接。图7-105为灯泵浦固体激光器示意图。光学谐振腔除了提供光学正反馈维持激光持续振荡以形成受......
2023-07-02
等离子弧焊通常采用高频引弧方式。一般情况下,等离子弧焊接只用转移型弧作为焊接热源。30A以下的小电流微束等离子弧焊接采用混合型弧,用高频或接触短路回抽引弧。目前IGBT式弧焊变压器成为等离子弧焊电源的主流发展方向。自动化的等离子弧焊机控制系统通常由小车行走、填充焊丝送进驱动电路及程序控制电路组成。......
2023-06-26
相关推荐