
实验还表明,低温冷却技术的实施有利于切屑的折断。图4-20 低温加工示意图4.低温冷却车削加工的应用1)工程陶瓷RBSN的液体低温车削。......
2023-06-25
1.钢材预处理设备
GYX-nM钢材预处理装置,是利用抛丸机械除锈的先进大型设备。既可用于钢板、型钢的表面处理,也可用于金属结构部件的表面清理。钢材经此清理,并经喷保护底漆、烘干处理等工序后,既可保护钢材在制造和使用过程中不再生锈,又不影响机械加工和焊接质量。该装置粉尘排放浓度150mg/m3,漆雾排放浓度0.3mg/m3,机器噪声90dB(A)。钢材预处理装置技术数据见表11-2。
钢材预处理的具体工艺路线为:电磁吊上料→升降输送→辊道输送→预热(40℃)→抛丸除锈→清理丸料→自动喷漆→烘干(60℃)→快速输送→下料,见图11-7。
表11-2 GYX-nM钢材预处理装置技术数据
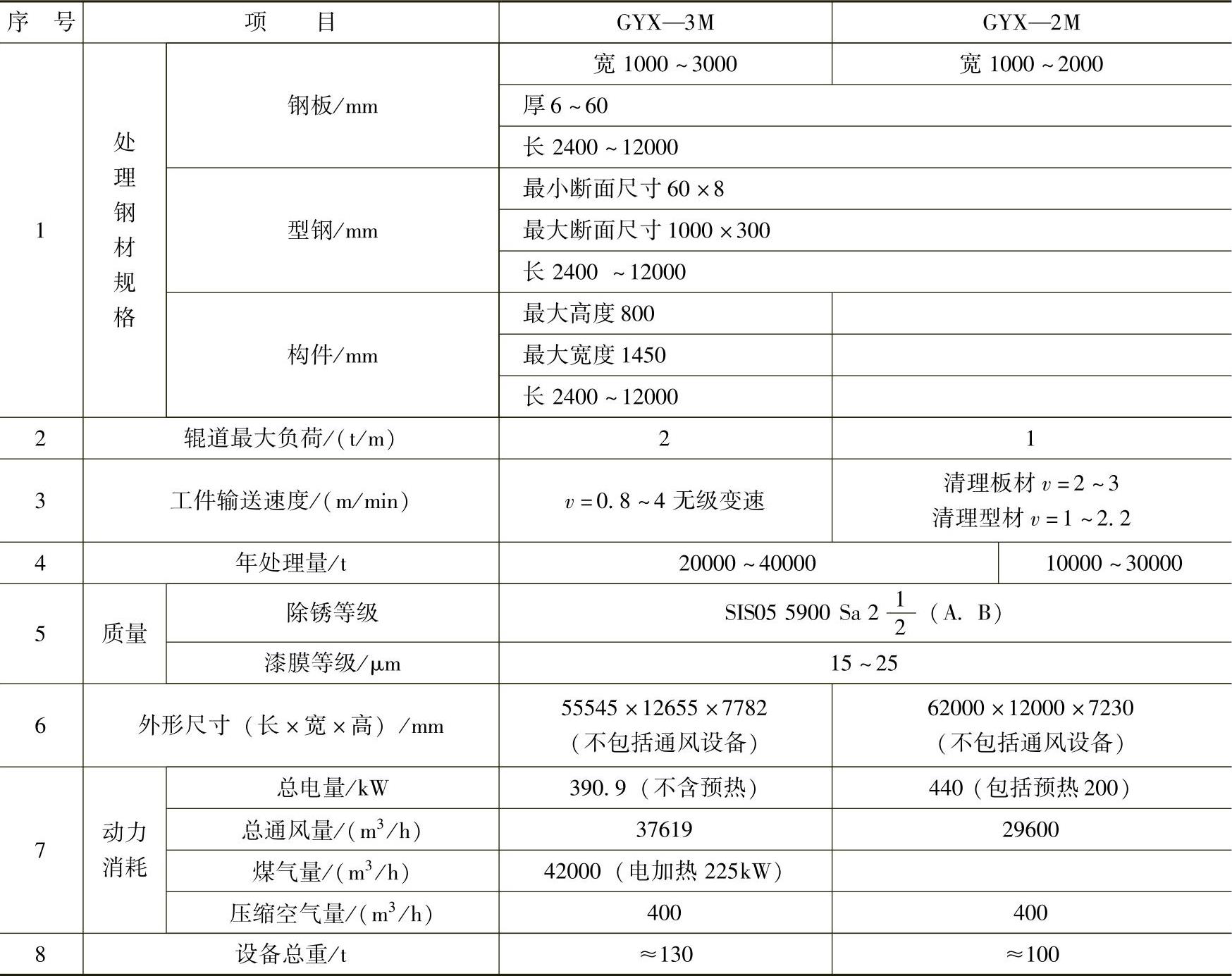
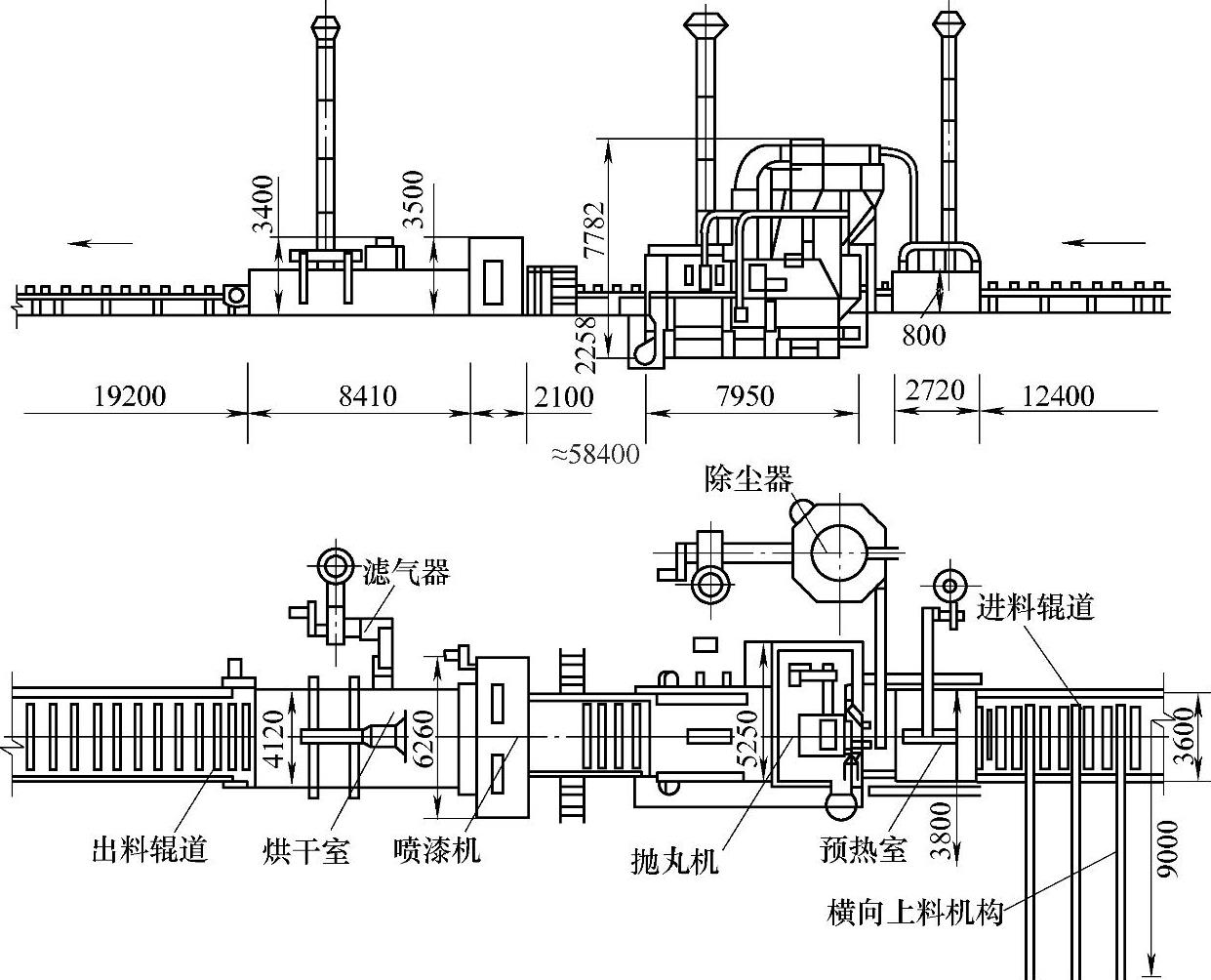
图11-7 GYX-nM钢材预处理成套设备
2.开卷落料线
板厚0.5~6mm的钢板,钢厂有卷料供应,特别供汽车制造用钢板,厚度在0.6~2.3mm的范围内,几乎100%采用卷料,最大卷料重量已由33t发展到45t,板宽最大至2600mm。
对大量使用卷料的工厂多采用开卷剪切自动线及开卷落料自动线。其中,前者用于产品有变换、有较大批量的工厂,后者用于产品相对稳定、大批量制造的工厂。
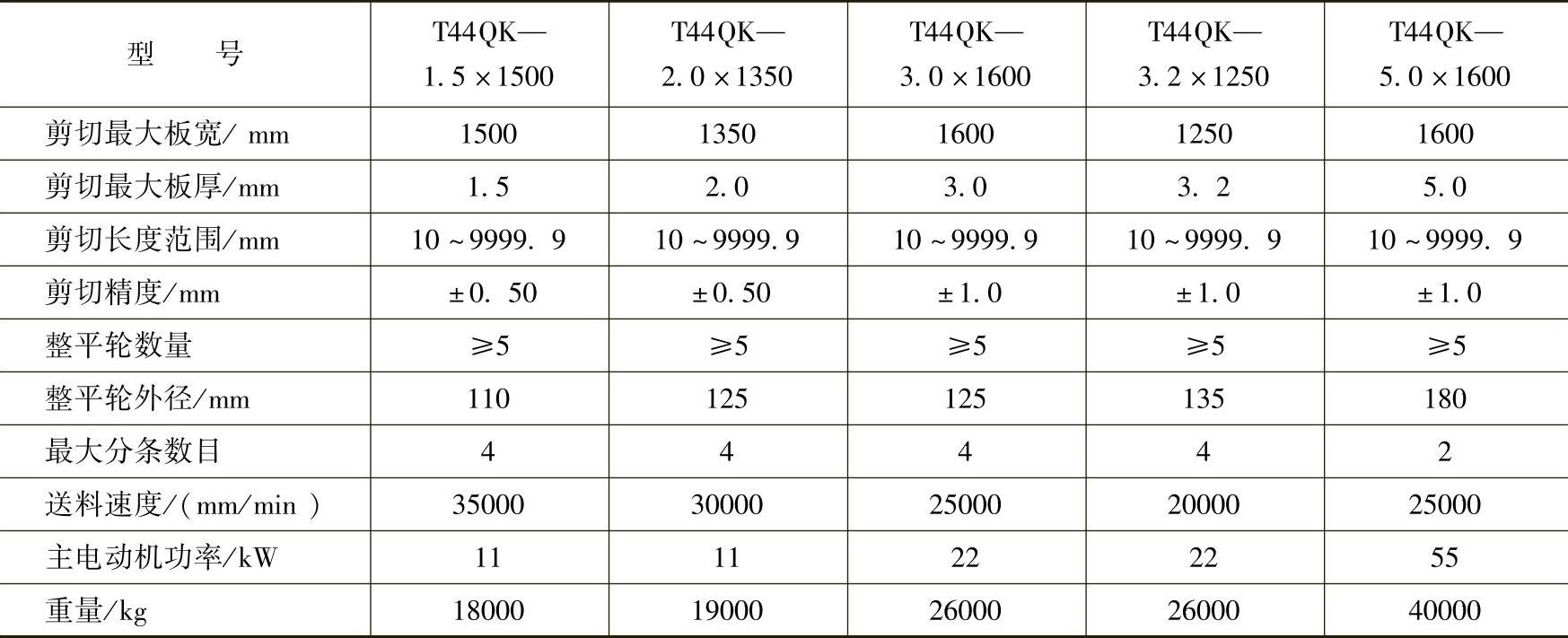
(1)开卷剪切自动线 T44QK系列数控板料开卷校平剪切线,主要用于冷轧、热轧钢卷板的开卷、校平以及剪切成各种规格的定尺板材,技术规格见表11-3。
表11-3 数控板料开卷校平剪切线
(2)开卷落料自动线 厚度0.55~2.6mm,板宽1830mm的卷料钢板开卷、落料、堆垛生产线是汽车制造厂等冲压生产线的前置设备,见图11-8。主要用途是将卷板进行开卷、校平、定尺定形状落料、自动堆垛,该生产线由22台设备构成,主要包括:卷料小车、开卷机、拆头机、切头剪、清洗机组、校平机、活套、喂料机、落料压床、出料运输机、堆垛机,核心设备是落料压力机。其主要参数见表11-4。
表11-4 开卷落料自动线主要参数
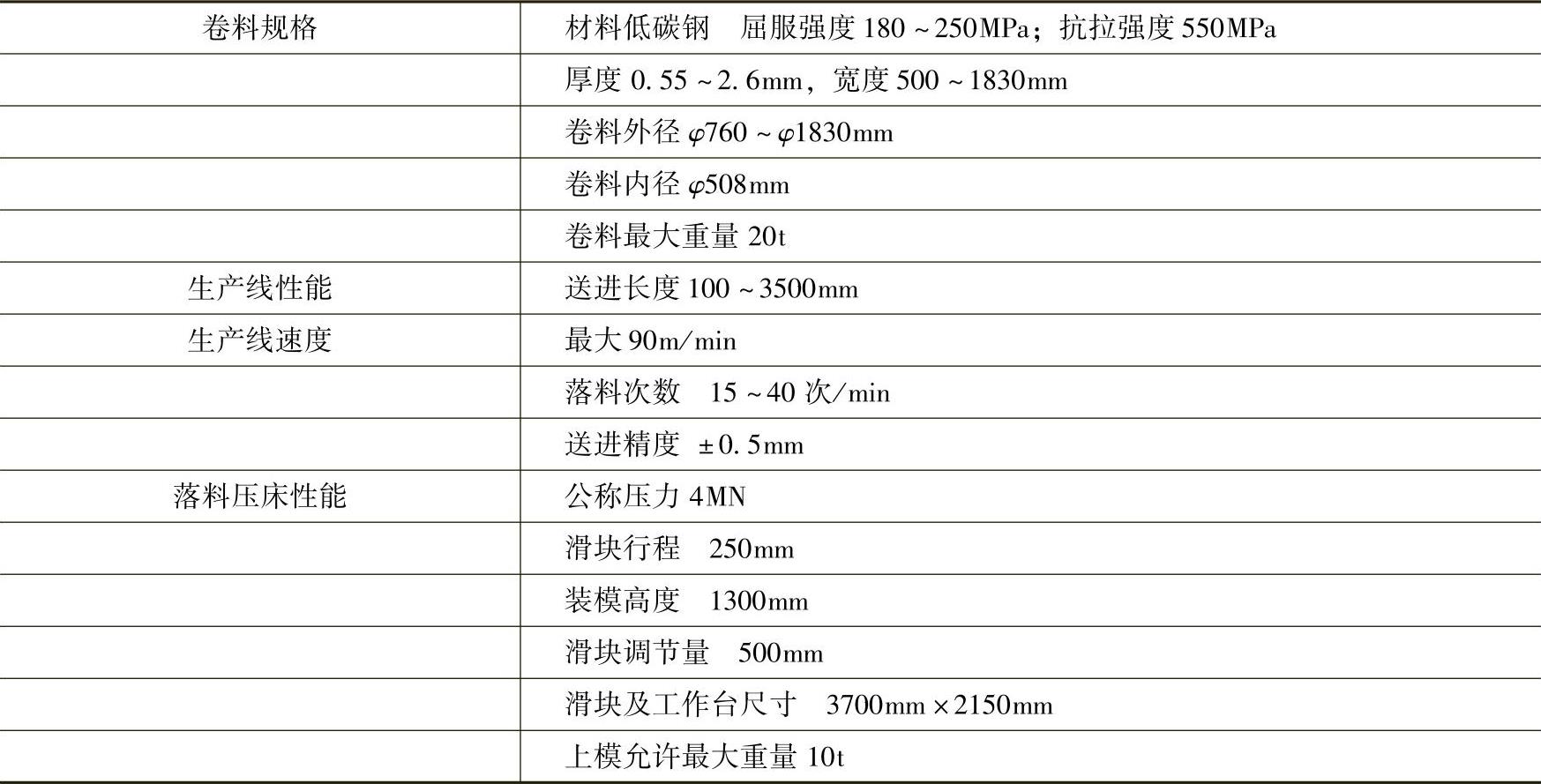
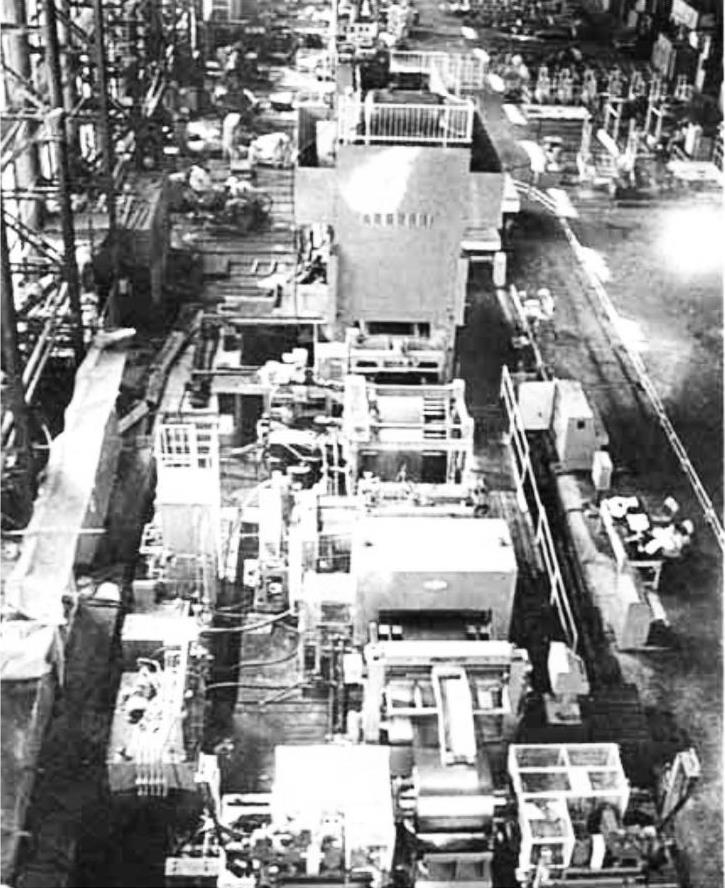
图11-8 开卷、落料、堆垛生产线照片
3.矫正设备
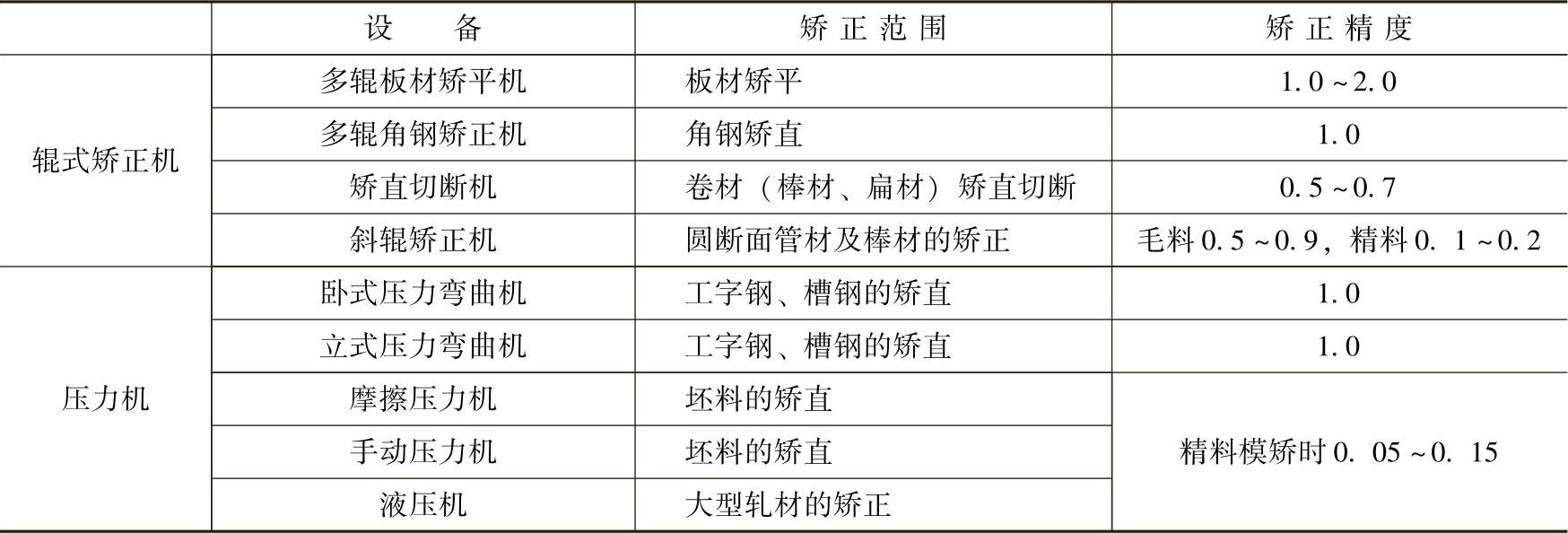
可以认为,工件的变形是由于其中一部分金属较另一部分金属长(或短)造成的。矫正变形的工作原理是通过施加外力或加热使工件发生预期的塑性变形,使其得到正确形状的过程。矫正可分为手工、机械、火焰矫正三种方法。其中机械矫正的分类和适用范围见表11-5,常用矫正设备的矫正精度见表11-6。
表11-5 机械矫正的分类和适用范围
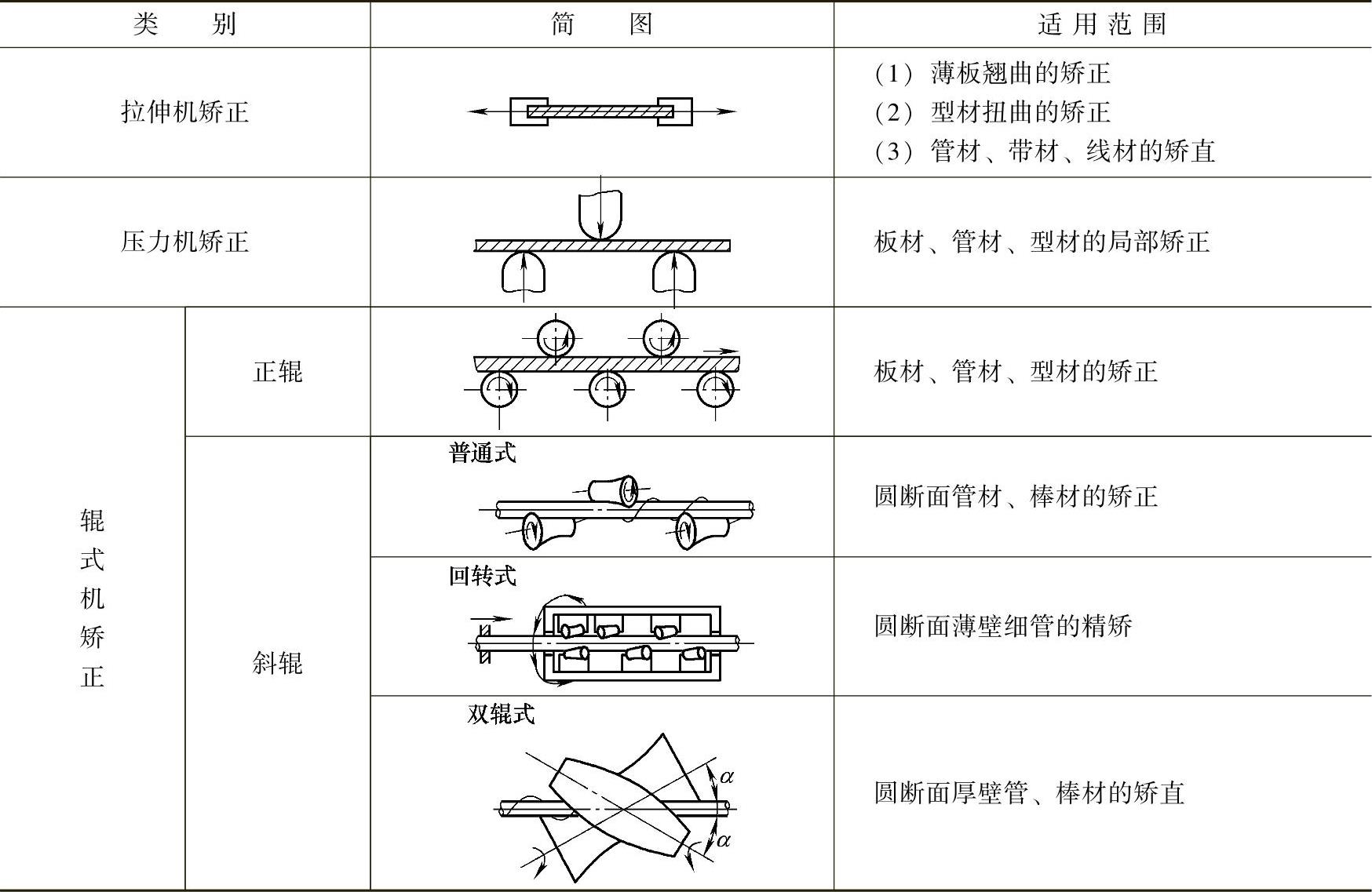
表11-6 常用矫正设备的矫正精度(单位:mm/m)
1)板材矫平机,是采用辊矫原理,用多辊(见图11-9)对板材进行多次正反弯曲,使其上的多种原始曲率逐渐变为单一曲率,并最终将板材矫平。
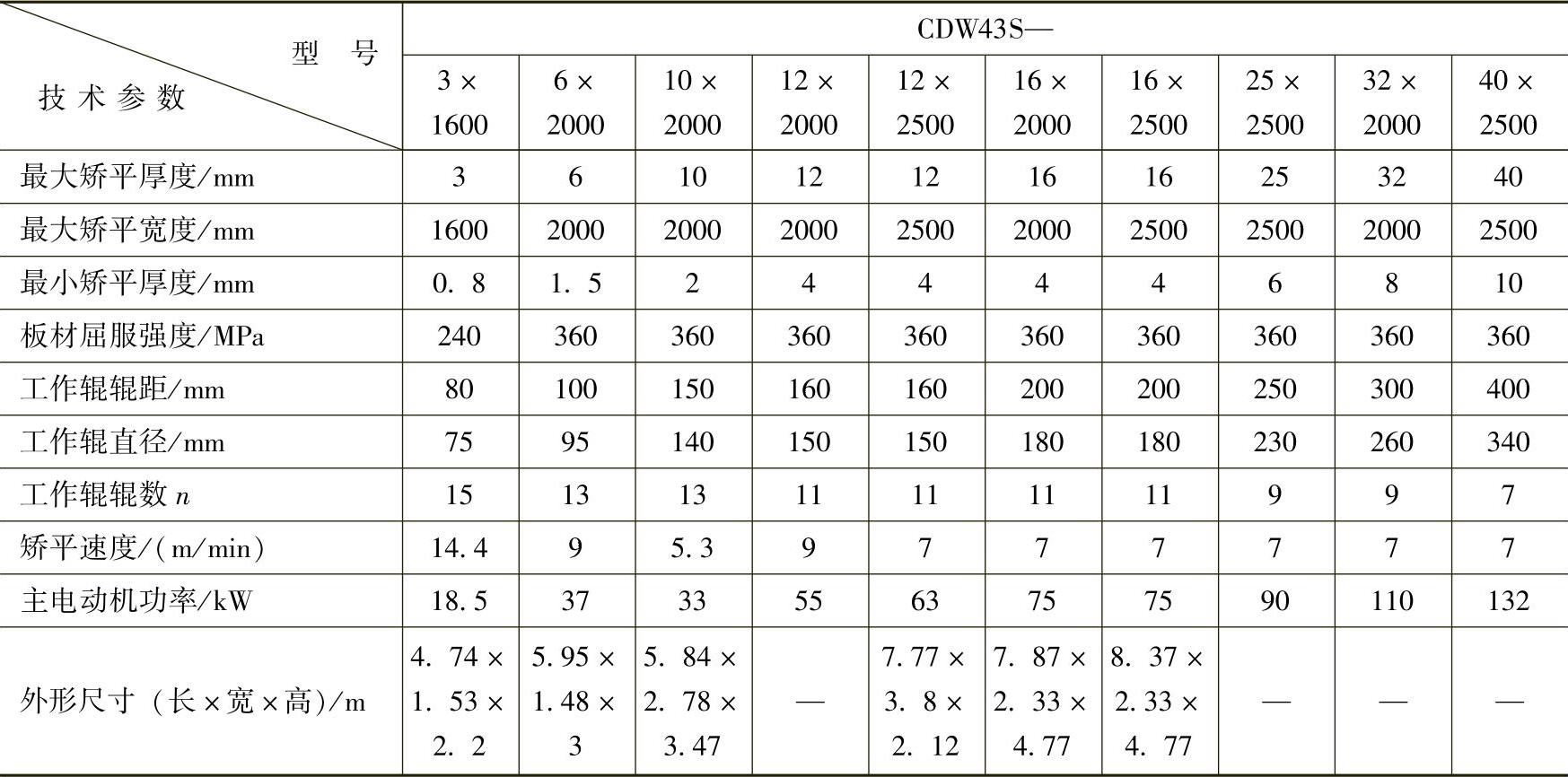
常用板材矫平机的技术数据见表11-7。
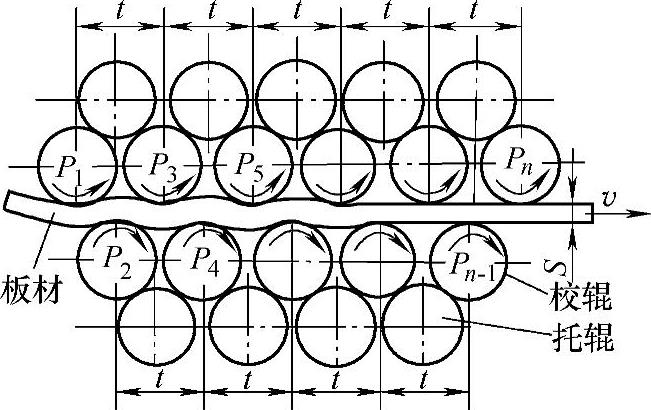
图11-9 多辊机矫板示意图
表11-7 常用板材矫平机技术数据
2)管材和型材矫正机,管材及棒材可用斜辊机、正辊机、压力机及拉伸机矫正,其中以斜辊机的矫正效率和精度最高,应用最广泛。常用斜辊机结构形式见表11-8,其基本参数见表11-9。型材多用弯曲压力矫正机或带成形辊的多辊矫正机矫正。常用矫正机技术数据见表11-10、表11-11。
表11-8 常用多辊式斜辊矫直机结构形式
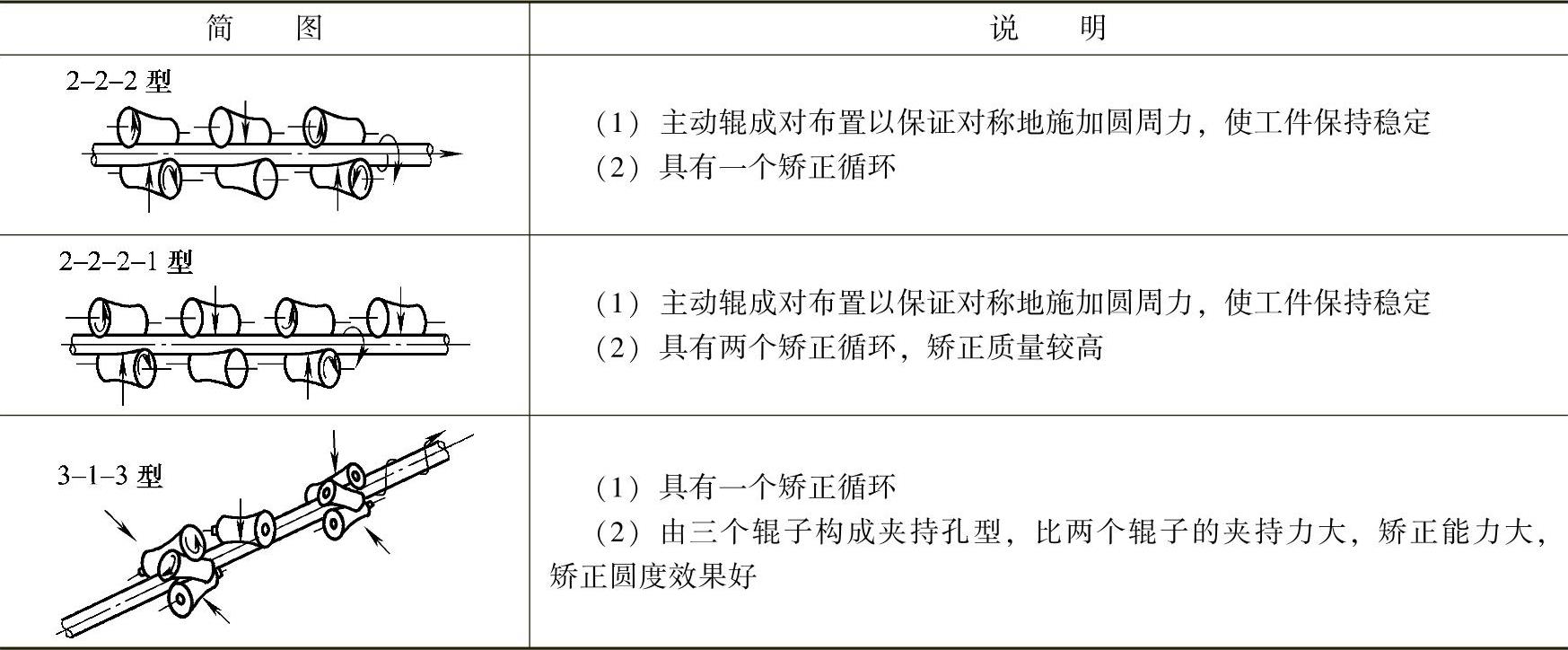
表11-9 管材矫正基本数据
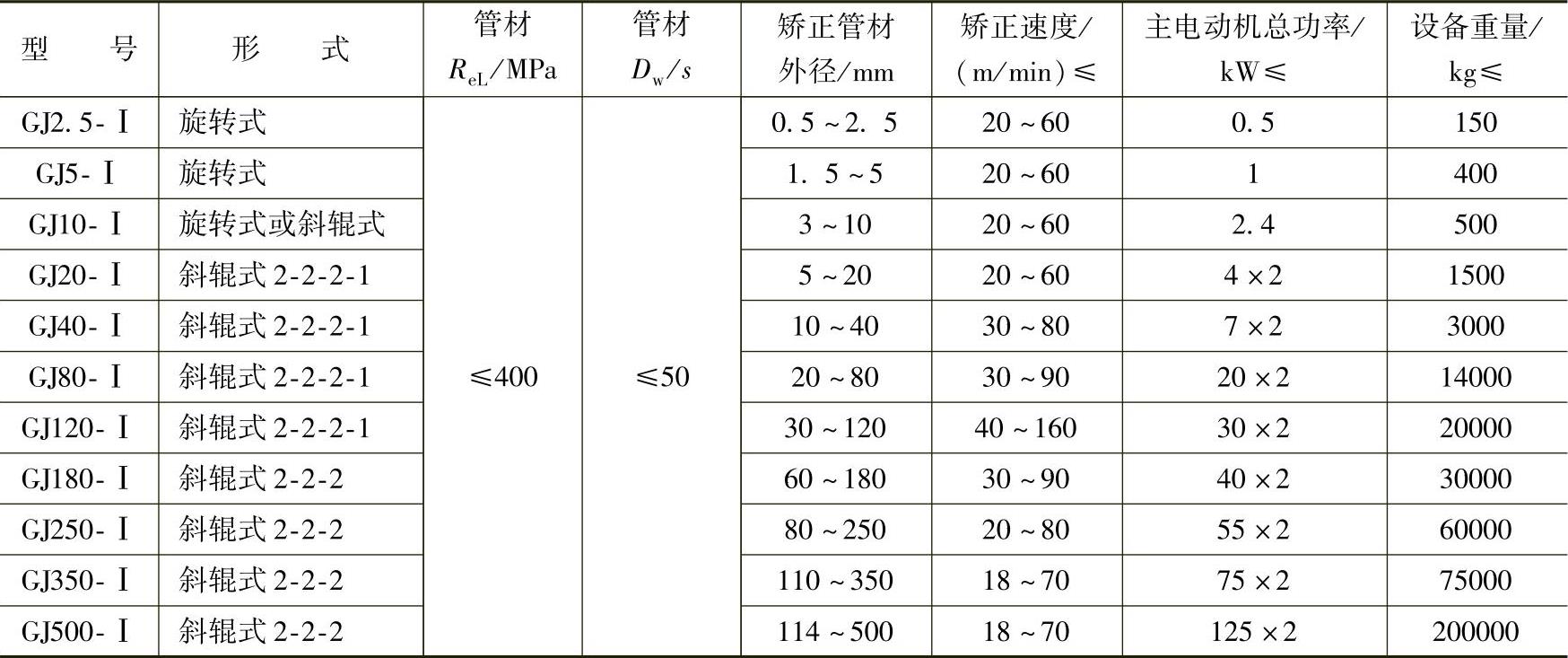
表11-10 液压弯曲矫正机技术数据
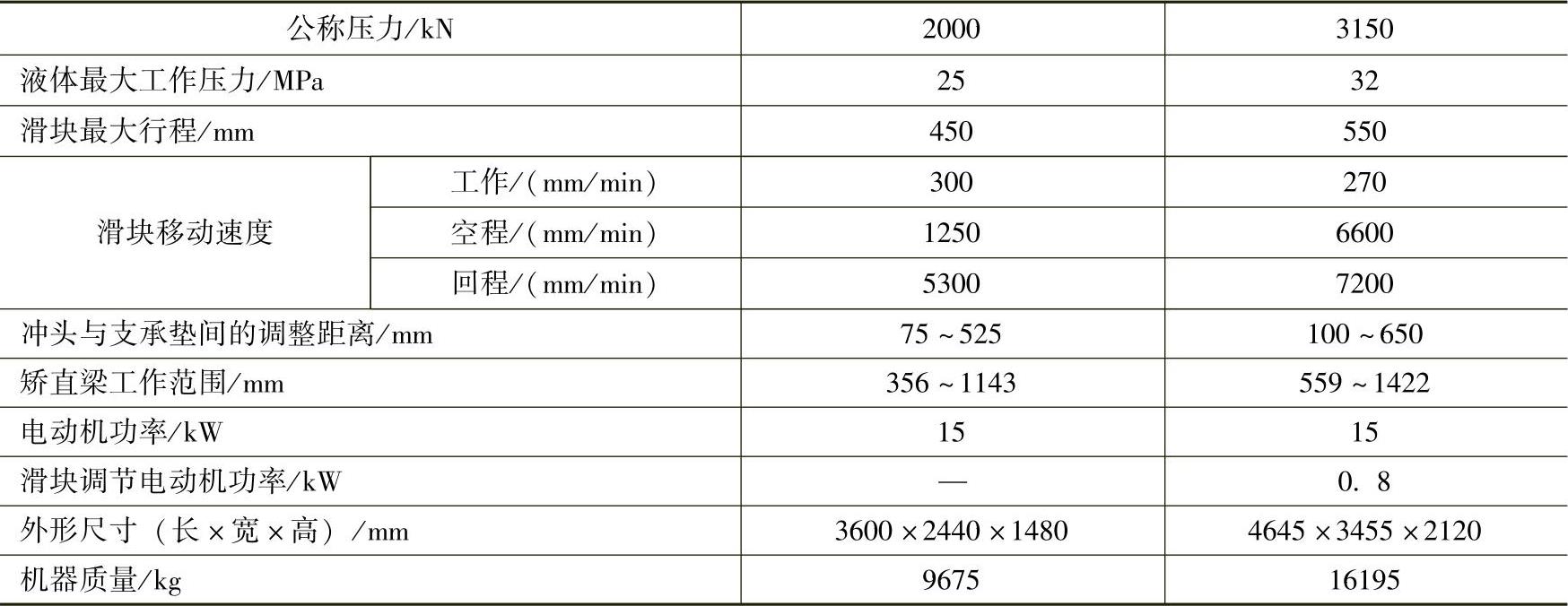
表11-11 型材矫直机技术数据

4.切割下料设备
材料的切割下料方法很多,若按物理、化学性质可分为以下几种(见图11-10)。
各种不同的切割方法都由相应的设备来实现。这些设备的控制方式,有机电控制的,也有数字控制的。其执行装置的跟踪方式有机械的、光电的等。下面将有选择地对这些设备予以介绍。
(1)通用切割设备 通用切割设备是泛指切割板料设备的统称。其中,数控热切割机是采用微电子器件和计算机控制的切割设备,其优点有:①切割精度高,导向精度±0.2mm/10m,重复精度±0.3mm,综合精度±0.5mm;②切割速度高,一般为6m/min,最高达12m/min;③减少了加工工序,切割和开坡口可同时进行;④采用套料系统,材料利用率高达80%~95%;⑤功能多,设有割炬高度自动调整、自动穿孔、自动点火、喷粉画线、重力冲打装置、手动或自动旋转三割炬、割炬自动寻址、气冷、水冷,并配有各种气体割嘴等。此外,有的还具有单气、双气或精细等离子切割功能,并可结合外喷水进行水下切割。由于上述优点,近十年来,数控热切割机发展十分迅速,应用日趋普及。
近年来,又开发了超高压水射流切割机,这项刚兴起的冷态切割新工艺和传统热切割相比,具有切缝窄(0.5~1mm)、切口平整、无热变形、无边缘毛刺、切割速度快、效率高、切割时无火化、无污染、有利于环保等优点,适用于切割小厚度的金属、非金属以及特殊的工程材料,国内正在推广使用。
各种切割方法可切割的材料和切割速度的比较见表11-12、表11-13。
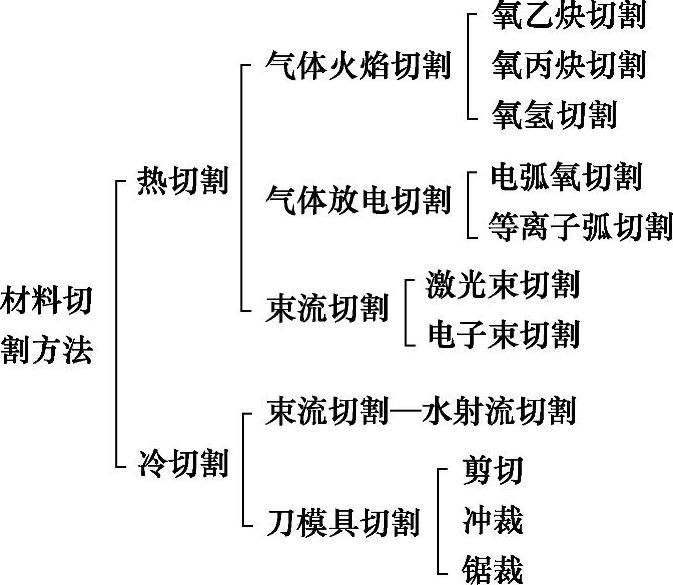
图11-10 材料的切割下料方法
表11-12 各种切割方法可切割材料
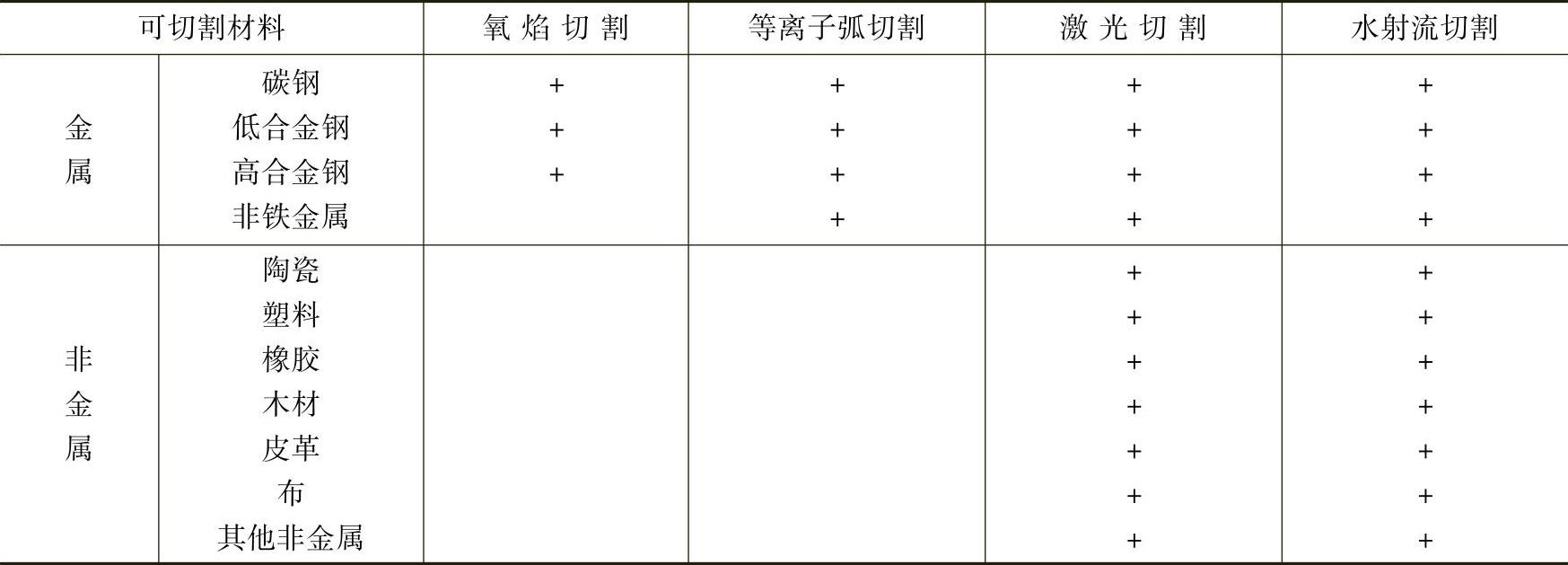
注:+表示可切割。
表11-13 切割速度比较(单位:mm/min)

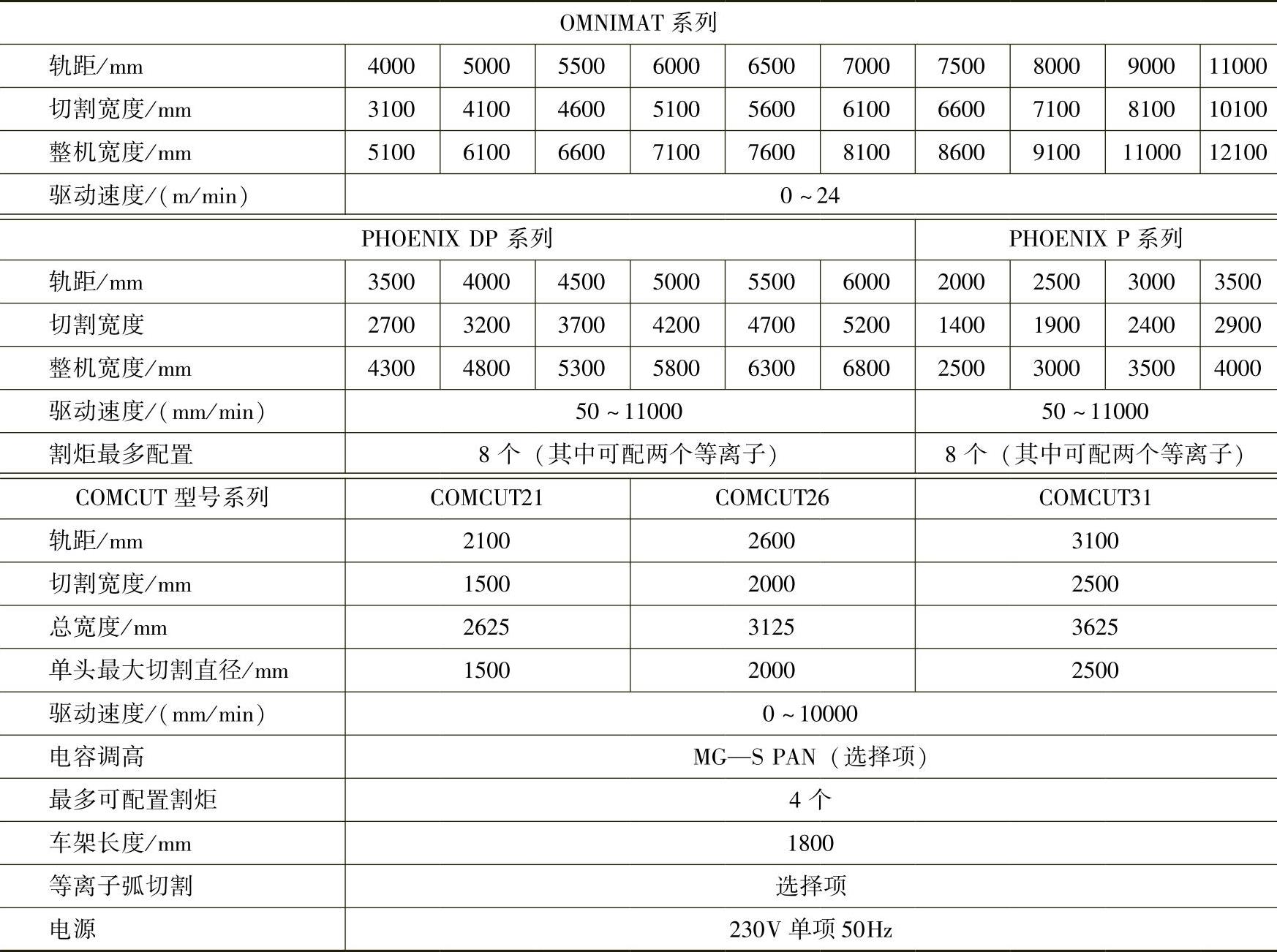
1)数控火焰等离子切割机。该切割机具有火焰和等离子弧两种切割功能,其中,OMNIMAT系列是一种多功能、多轴控制、性能完善的大型数控切割机;PHOENIX系列是一种经济型的中型数控切割机;COMCUT系列是小场地、高机动性小型切割机。有关数据见表11-14。
表11-14 通用数控切割机技术数据
2)光电跟踪切割机。光电跟踪切割机是利用光电头产生旋转光圈对图样线条进行扫描来控制割炬切割的设备。可采用1∶1~1∶10的比例,由于缩小图形切割误差大,故多采用1∶1的比例。光电跟踪切割机价格相对低廉,并有灵活、高效、简单的特点,所以仍有一定的市场。目前市售的SCANCUT系列和“四合一”UXC/NCE280型切割机(即集数控、光电跟踪、随机编程、寻踪读入为一体),既可火焰切割,又可等离子弧切割。对单件小批制造、使用钢种较多的工厂比较适合,其技术数据见表11-15、表11-16。
表11-15 SCANCUT光电跟踪切割机
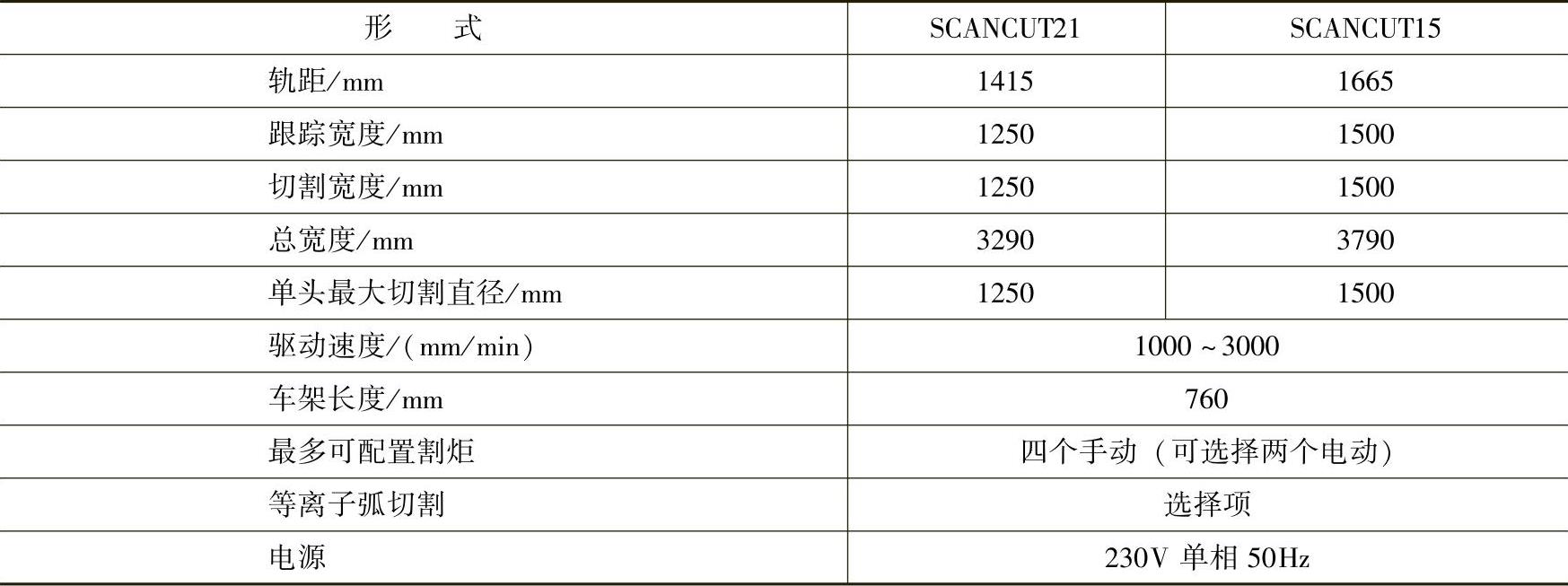
表11-16 UXC/NCE280四合一光电切割机技术数据
3)激光切割机。激光切割机是利用大功率CO2连续激光器发出的激光束热能实现切割的设备。它可以切割金属材料和非金属材料,具有切口窄、速度快、热影响区小、切割面光洁等优点,多用于精密切割的场合,其技术数据见表11-17。
表11-17 数控激光切割机技术数据

(续)

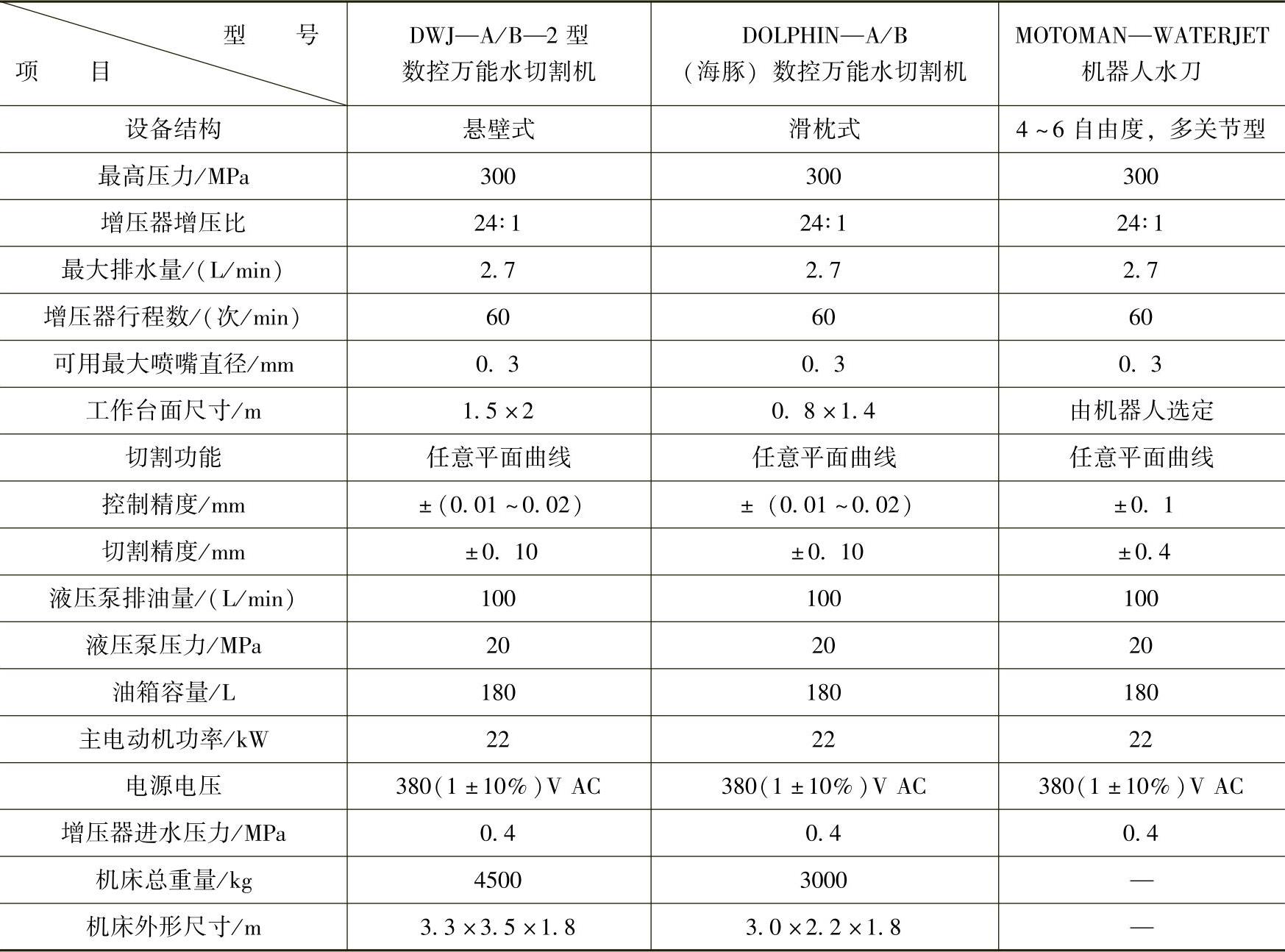
4)数控水射流切割机。水射流切割机是利用高压水(200~400MPa),有时又加一些粉末状的磨料,通过喷嘴射到工件上进行切割的设备。它可切割金属、复合材料、玻璃、陶瓷、塑料以及其他特殊的工程材料,其设备规格性能见表11-18。
表11-18 水射流切割机的主要技术参数
(2)专用切割设备
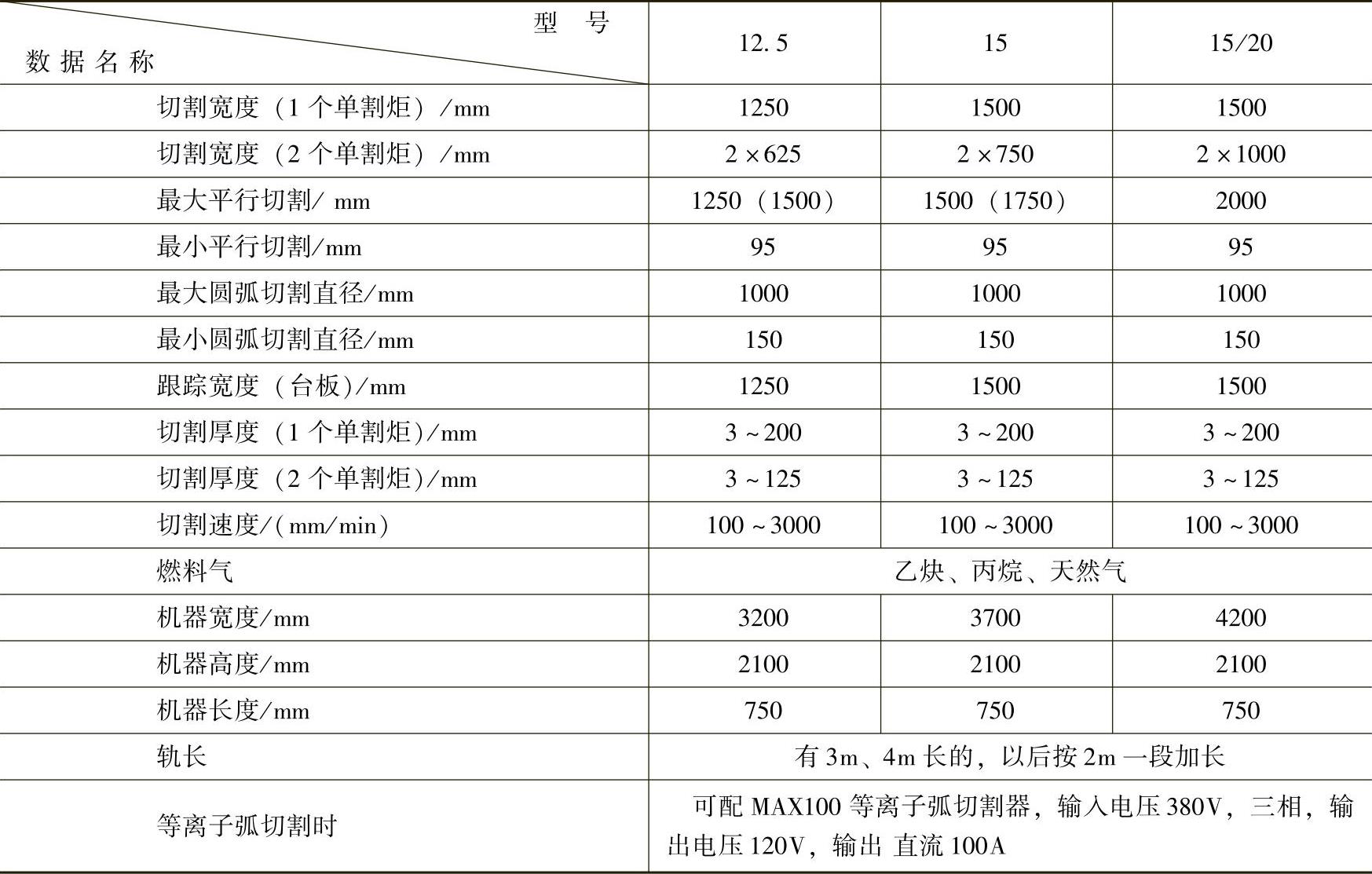
1)管道相贯线自动切割机。现代工程中,有各种相贯体管形件要进行切割,数控管子切割机和管子全位置切割机能满足各种立体曲线坡口的切割。唐山开元自动焊接装备有限公司引进日本先进技术研制的七轴(HK-A)、五轴(HK-B)、三轴(HK-M)管道相贯线自动切割系统,其计算机控制的伺服系统能使割炬完成预定轨迹的切割。表11-19是七轴数控管子切割系统(HK-A)及其参数,利用先进的三维编程软件可以提供精确可靠的加工数据、动态直观的切割效果图。表11-20为三种相贯线切割系统的可切割形状。管子全位置切割机可进行管材的垂直端、斜端、T形接头端、倾斜头端的切割;也可进行偏心T形头端与倾斜接头端、T形孔、倾斜接头孔以及偏心孔的切割。
表11-19 七轴数控管子切割系统及其参数
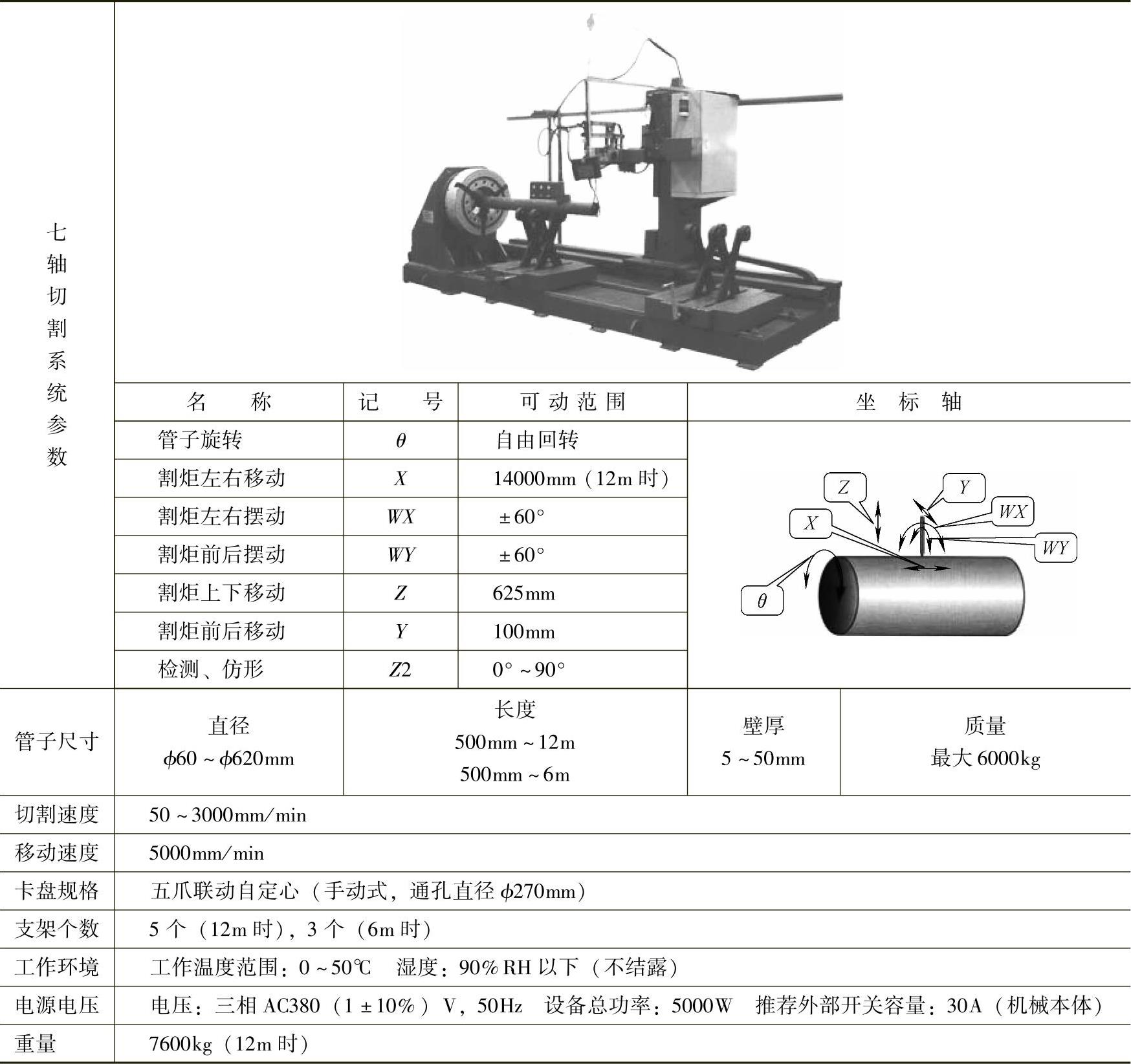
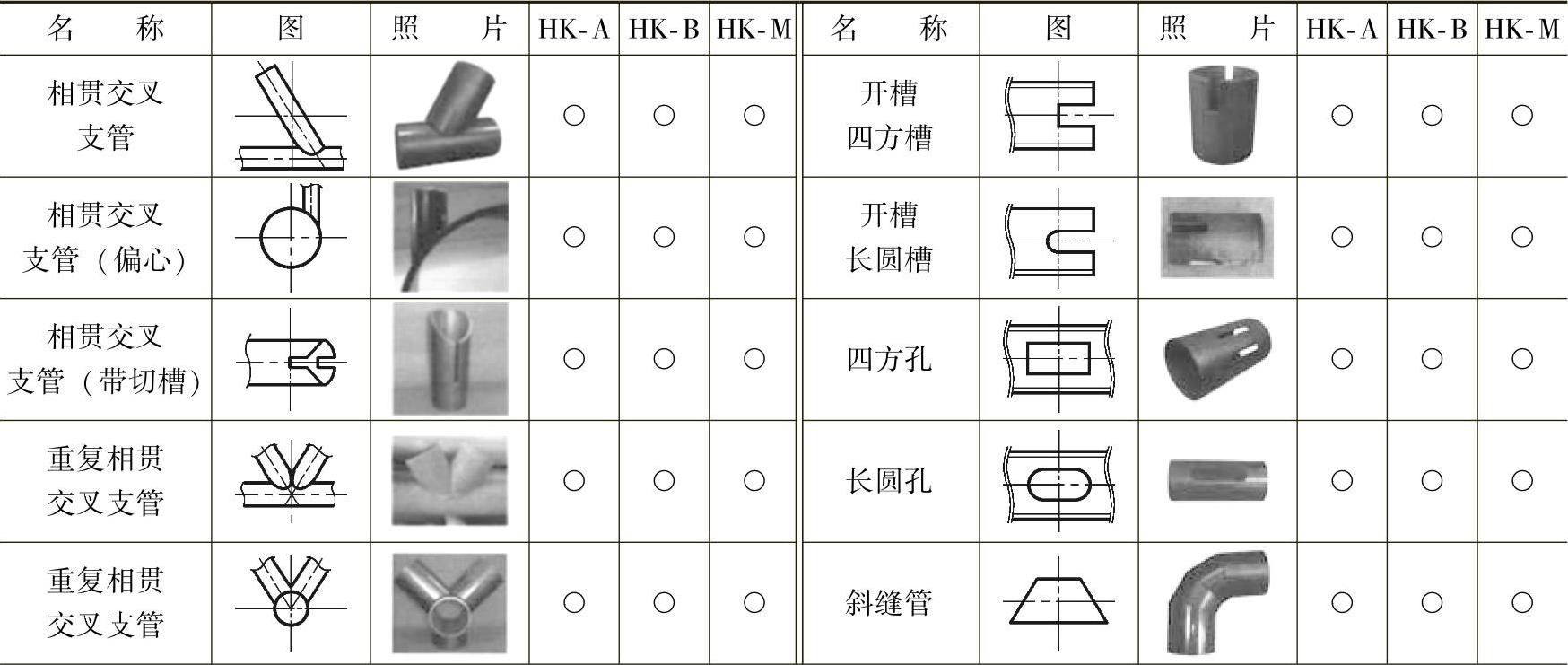
表11-20 管子自动切割系统切割形状
(续)
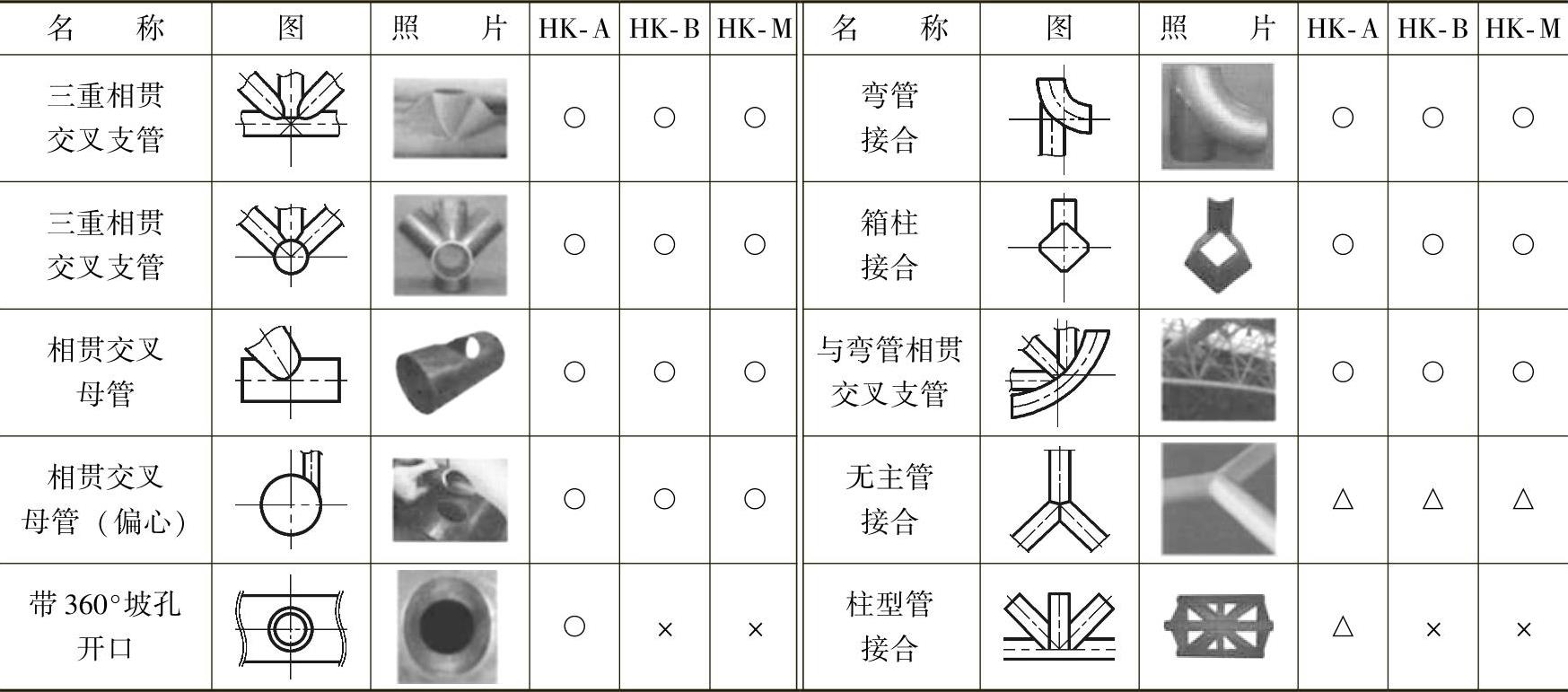
注:○——标准;△——选购;×——不具备。
2)马鞍形切割机。马鞍形切割机适用于各种容器、筒体、管道马鞍形孔的切割。其技术数据见表11-21。图11-11为北京中电华强焊接工程技术有限责任公司制造的马鞍形管孔切割机,具有专门设定的马鞍形运动机构、数字设定、自动控制切割程序等,结构紧凑、操作简便。如型号CG900×100的切割直径为200~900mm、切割厚度≤250mm、马鞍量0~100mm、割焊脚0~30°。
表11-21 马鞍形火焰切割机技术数据

3)封头切割机。封头切割机是用来切割封头多余边缘的设备,其技术数据见表11-22。
表11-22 FG-4000封头切割机技术数据
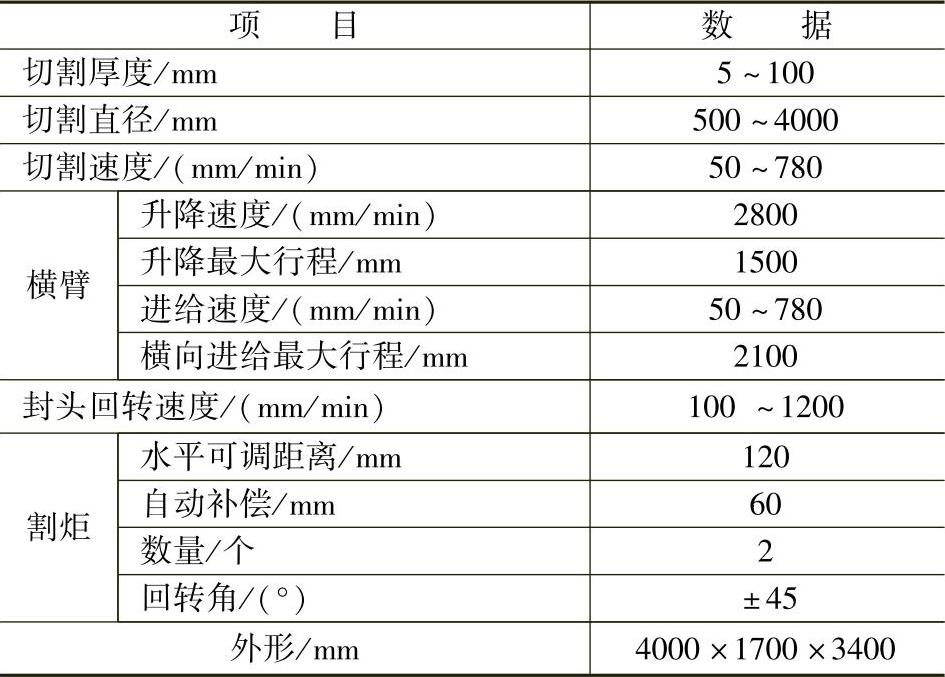
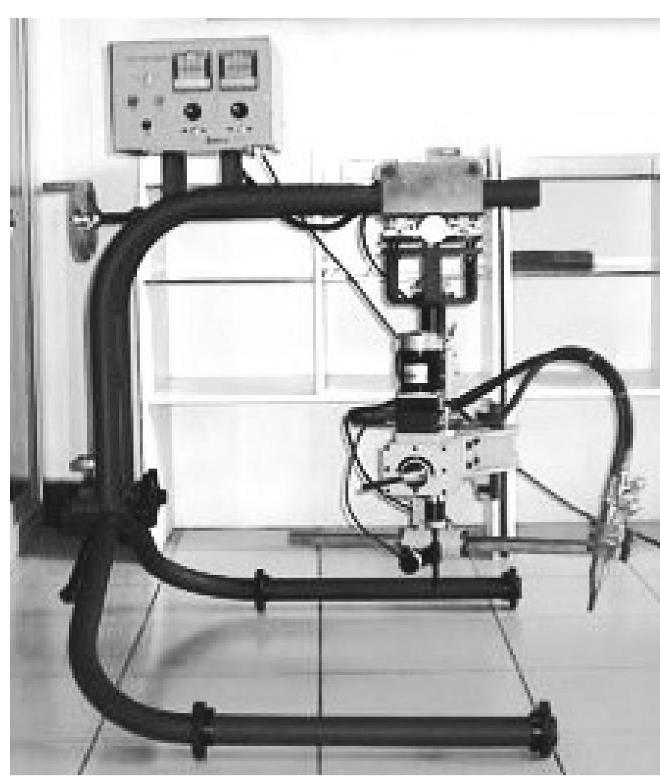
图11-11 马鞍形管孔切割机
表11-23是无锡市烨新焊接机械有限公司制造的SBC形封头自动切割机,用于加工容器封头,线速度是无级调速,可加工完成端面和坡口,其型号规格见表11-23。
表11-23 SBC形封头自动切割机型号规格
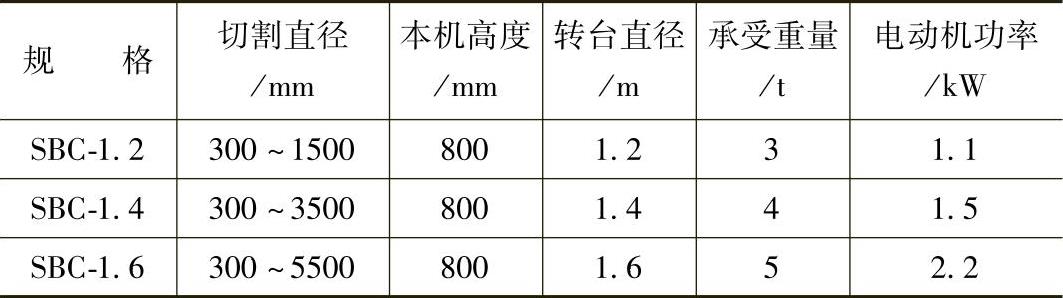

图11-12 封头切割机照片
(3)剪切设备 剪切设备主要有剪板机(见图11-13)、冲型剪切机(见图11-14)、圆盘剪板机和联合冲剪机(见图11-15)。

图11-13 剪板机
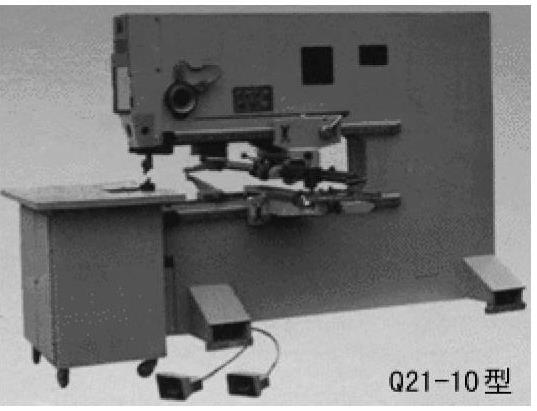
图11-14 冲型剪切机
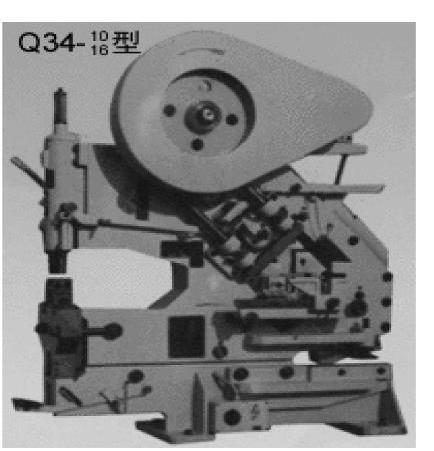
图11-15 联合冲剪机
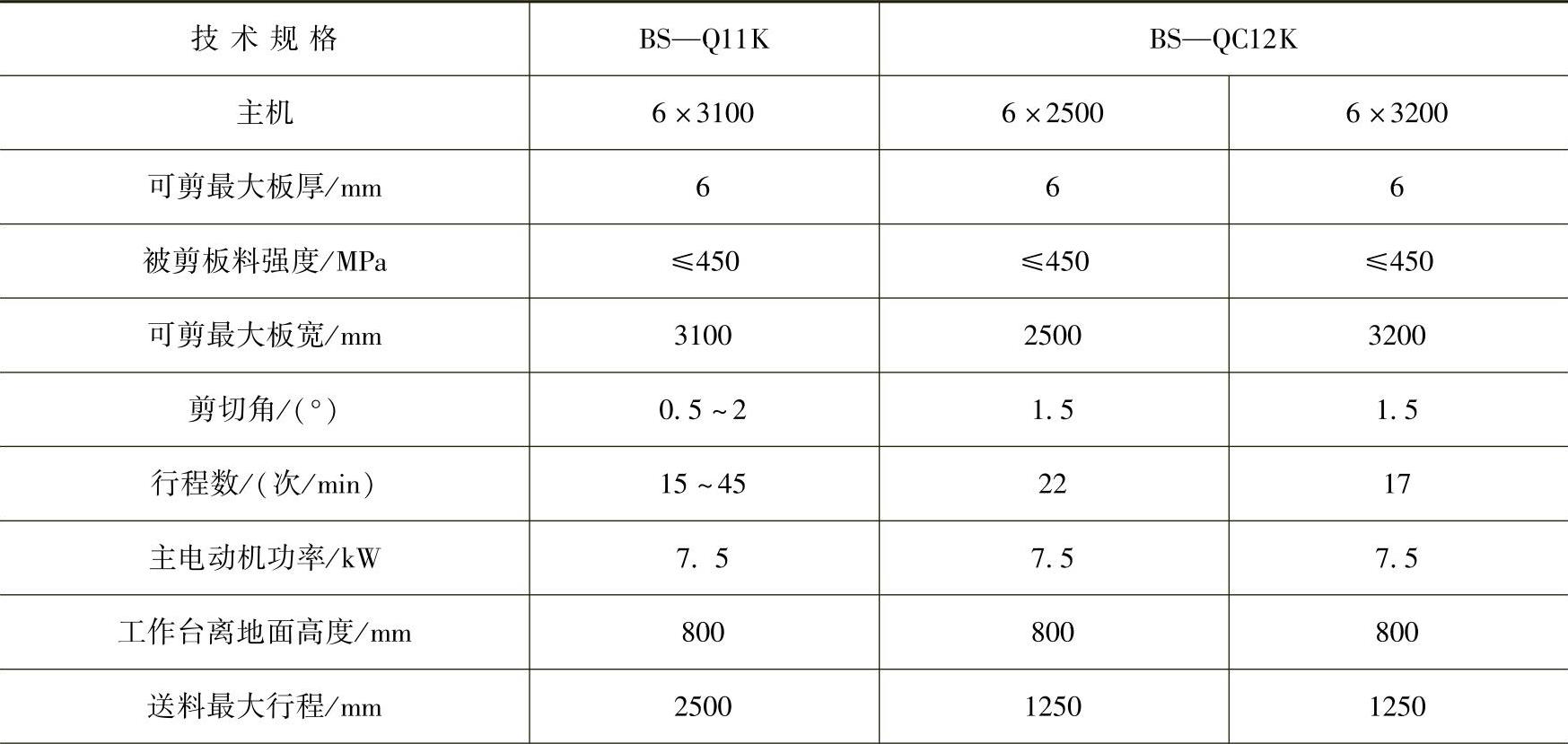
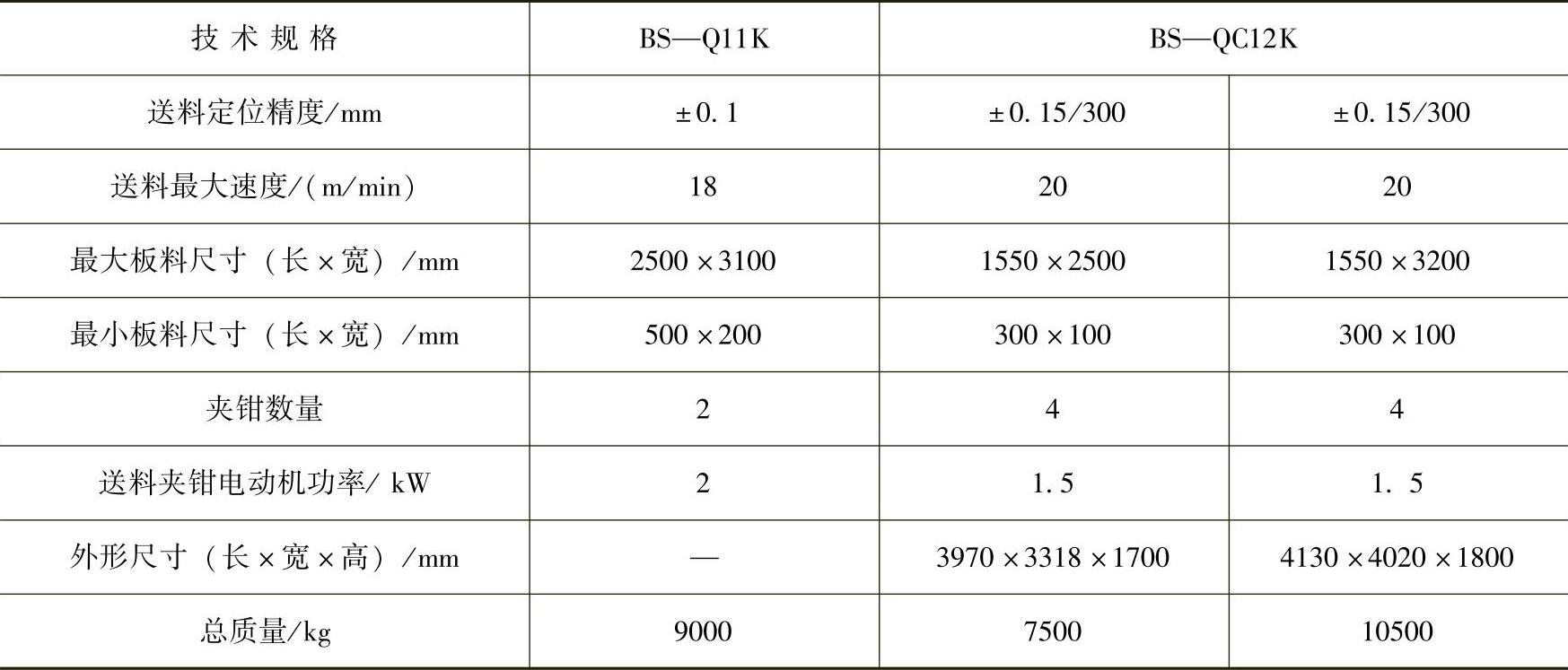
1)剪板机。剪切板厚小于10mm的剪板机多为机械传动,大于10mm的多为液压传动。随着科技进步,剪板机也在不断改进,并开发出很多新产品。如QVN系列液压剪板机,BSQ-11K、BS-QC12K等自动送托料数控液压剪板机。其剪切精度高、制造效率高、操作方便、刀片使用寿命长,还具有分段剪切、机动后挡料、计数器显示、轻压对线、灯光对线、后挡料抬起、自动剪料、后托料等功能。现仅列出BS—Q11K、BS—QC12K型为代表的部分新产品的技术数据于表11-24。
表11-24 数控液压剪板机技术数据
(续)
2)冲型剪切机和圆盘剪板机。其技术数据见1993年中国机床总公司全国机床产品供货目录及制造企业样本。
3)联合冲剪机。其技术数据见表11-25。其中,QD30Y—20型是新开发出的多工位、多功能联合冲剪机,冲、剪可同时作业,效率很高。
(4)冲裁落料设备 在汽车、电器、食品等行业中,许多产品是由薄板落料制成的复杂曲线的零件组装起来的。这些产品的制造规模有大有小,而且产品也在不断变化,为了适应不同规模的制造和产品结构变化的需要,开发出了数控冲模回转头压力机和冲压压力机。
1)数控冲模回转头压力机。数控冲模回转头压力机是加工复杂曲线薄板零件最理想的设备。根据产品批量的大小可组成以数控冲模回转头压力机为核心的板料柔性加工单元(FMC)或板料柔性加工系统(FMS)进行自动化制造。其设备组成见图11-16、图11-17。
数控冲模回转头压力机,公称压力从60~1500kN有8种规格,模具库数量有12~40种,现仅将常用的J92K系列设备的技术数据列于表11-26。
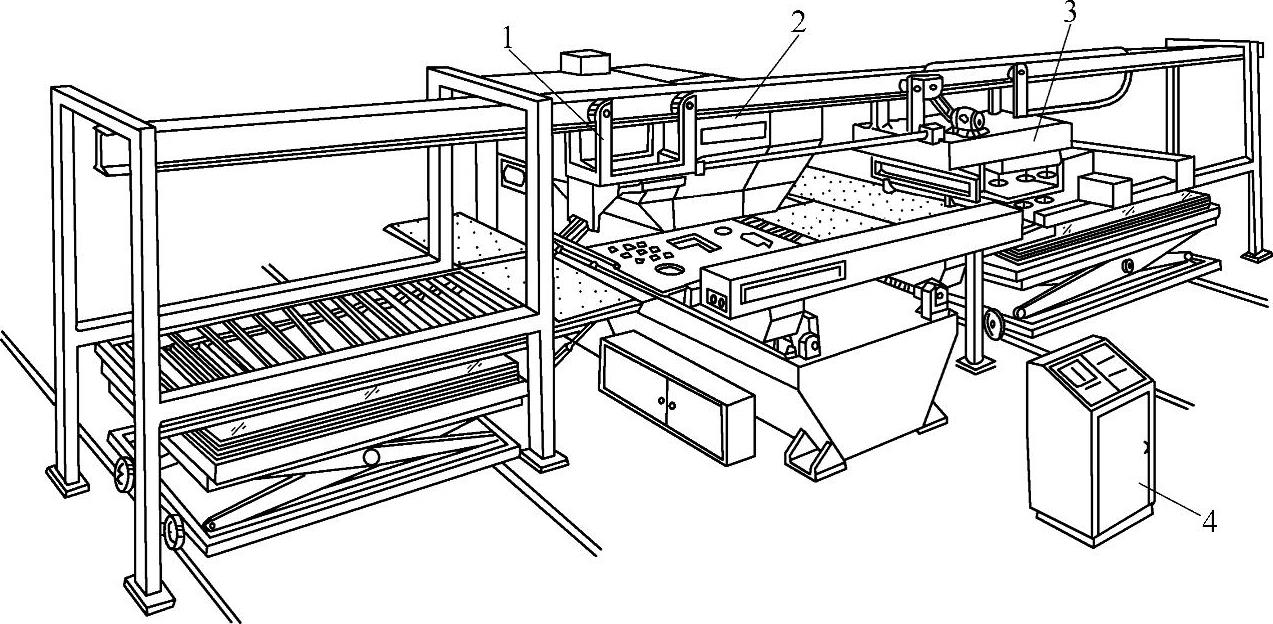
图11-16 板料柔性加工单元
1—夹钳式下料装置 2—数控冲模回转头压力 3—吸盘式上料装置 4—控制器
表11-25 联合冲剪机技术数据
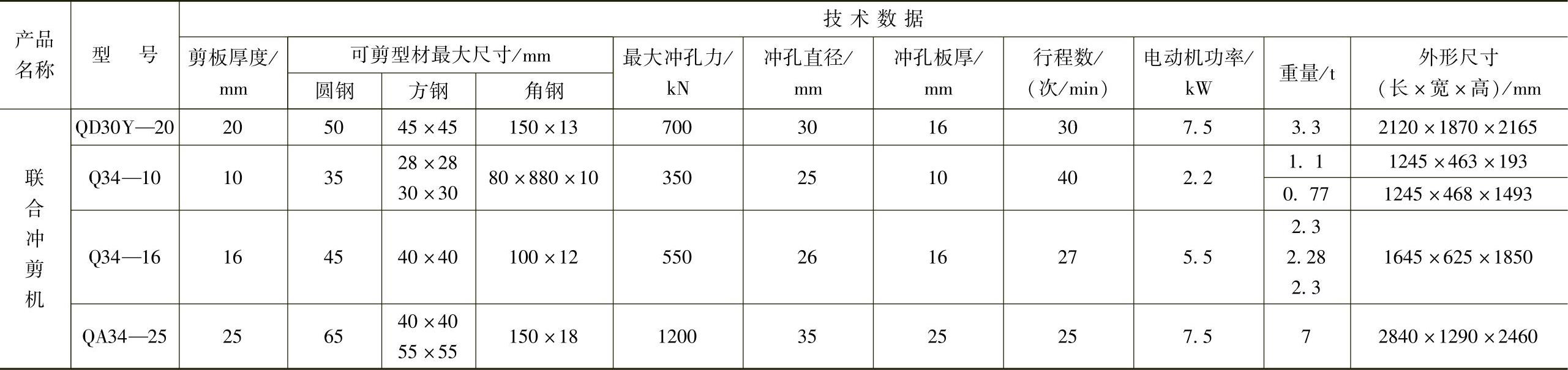
表11-26 J92K系列数控冲模回转头压力机技术数据
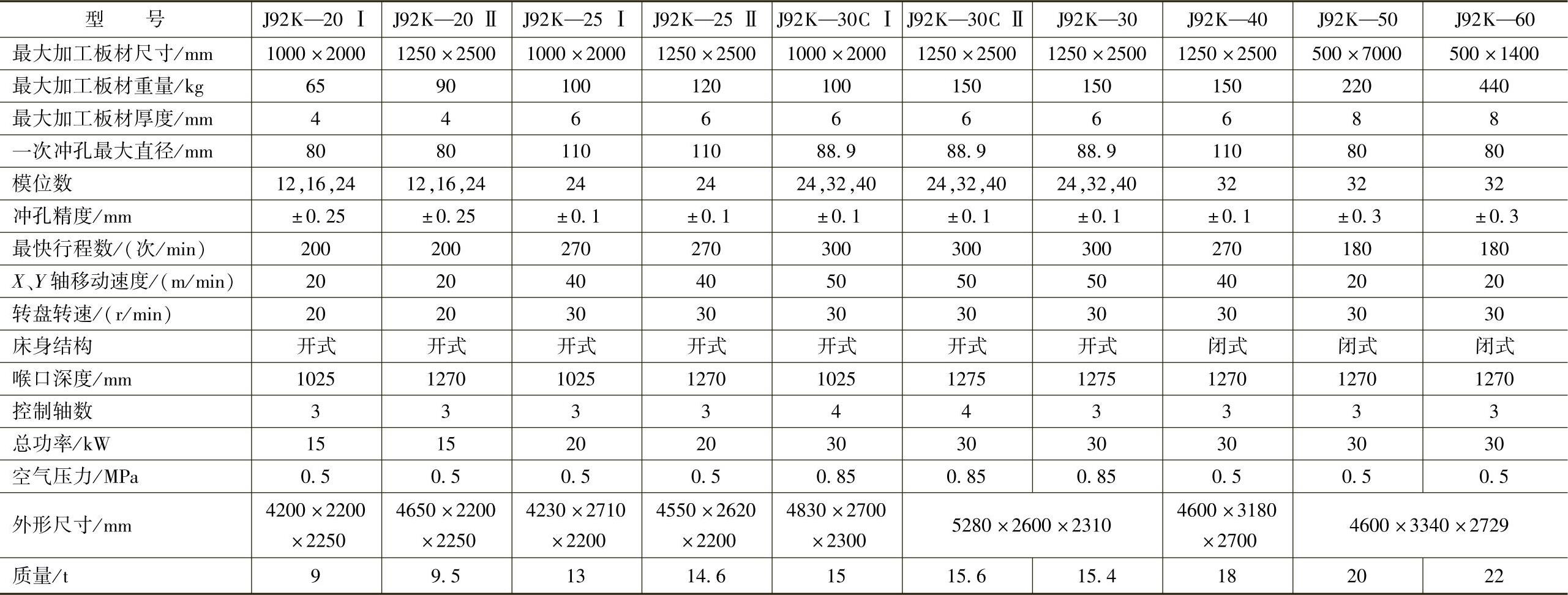
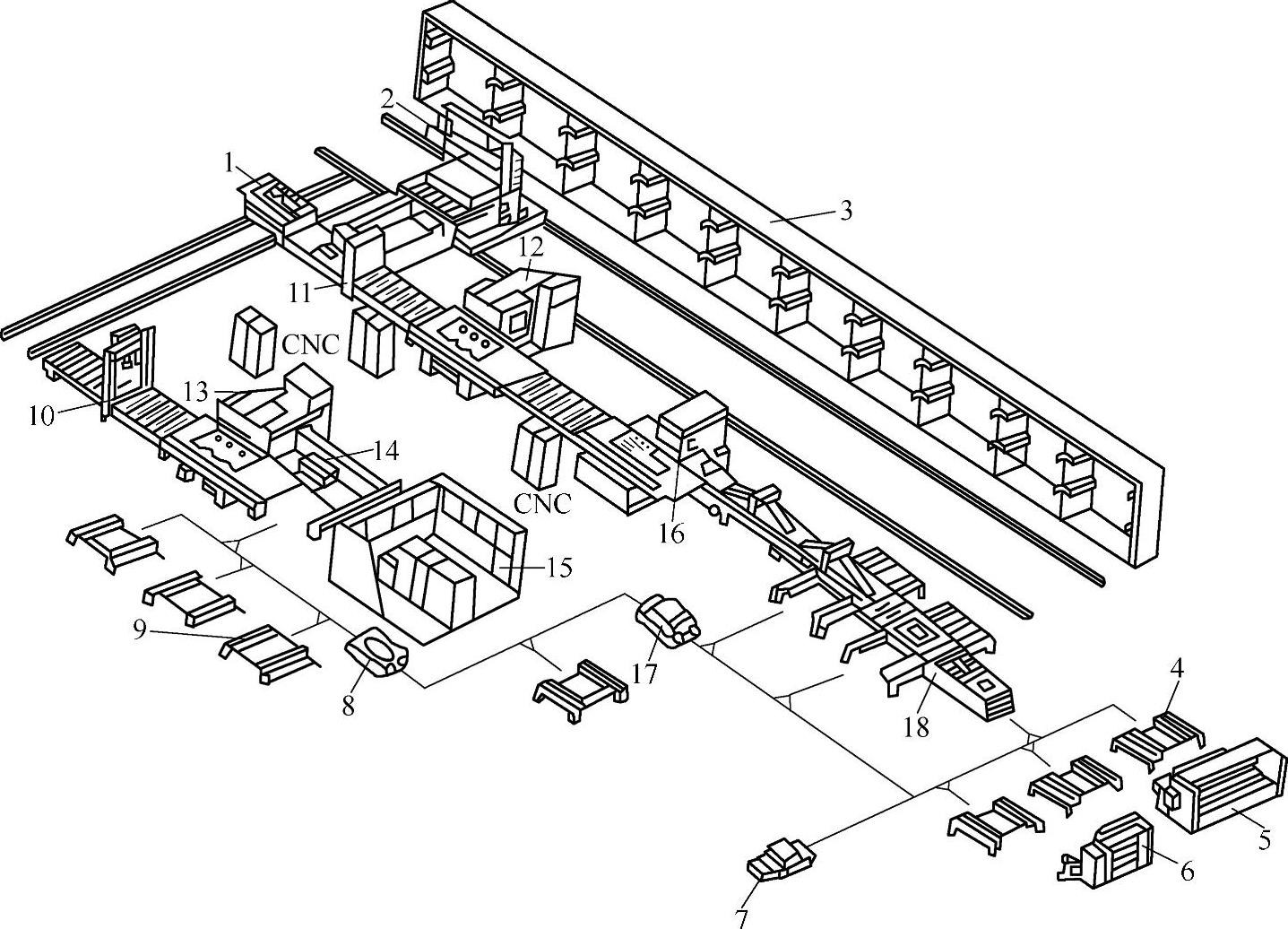
图11-17 板料柔性加工系统
1—装料台车 2—堆垛起重机 3—自动化仓库 4—板料平台 5、6—折弯机 7、8、17—自动引导运输车 9—焊接场地 10、11—装料器 12、13—数控回转头压力机 14—挪料机 15—中央控制室 16—角钢剪切机 18—分类装置
2)冲压压力机。冲压压力机按其滑块驱动方式可分为机械驱动和液压驱动两大类。冲裁落料一般都选用机械驱动的压力机,该压力机还具有板材弯曲和拉伸的功能。在大批大量制造中,大多采用机械压力机落料。
常用闭式压力机有:闭式单点单动压力机J31-160~2000:闭式双点单动压力机J36-160~4000;闭式四点单动压力机J39-400~800;LS4-500~1500。详细技术数据请参阅1993年中国机床总公司出版的全国机床产品供货目录及制造企业的样本。
(5)锯切设备 锯切设备主要用于型钢、管子的下料。按结构形式分为带锯床、圆盘锯床、弓锯床等。
1)带锯床。全自动卧式带锯床比圆盘锯、弓锯工作效率高,省电、节材,但过去断齿、断带是个大弊病,自从1991年发明了带锯跟踪锯削和过载保护装置的专利后,这一弊病才得以克服。目前国产GZ4025、4040、4080系列自动卧式带锯床的切削效率已达100cm2/min,达到了世界先进水平,其技术数据见表11-27。
表11-27 自动卧式带锯床技术数据

2)圆盘锯床和弓锯床。小型圆盘锯床有气动型(MC275AC)、液压型(MC275YJ)、手动型(MC275F)三种,其锯切圆钢的能力为Φ50mm,锯切方钢的能力为80mm×80mm,设备重量约为250kg。大型圆盘锯床和弓锯床的技术数据请参阅全国机械产品供货目录1993版。
5.成形设备
在金属结构制造中,弯曲成形工作占有很大的比重。所用的设备主要有卷板机、弯管机、型钢弯曲机、折弯压力机、封头成形设备等。
(1)卷板机 卷板机主要用于板材的弯曲卷制,以及筒体的矫圆。其传动形式有机电式、半液压式、全液压式三种。其中,以数控全液压卷板机最为先进,其下辊水平移动和上辊升降的微控同步精度达±0.2mm,各辊的位移可数字显示,有的还具有人机对话、现场采样、相对调平、绝对调平、辊位控制、断电记忆和故障自诊等功能。
1)卷板机的分类如下(见图11-18):
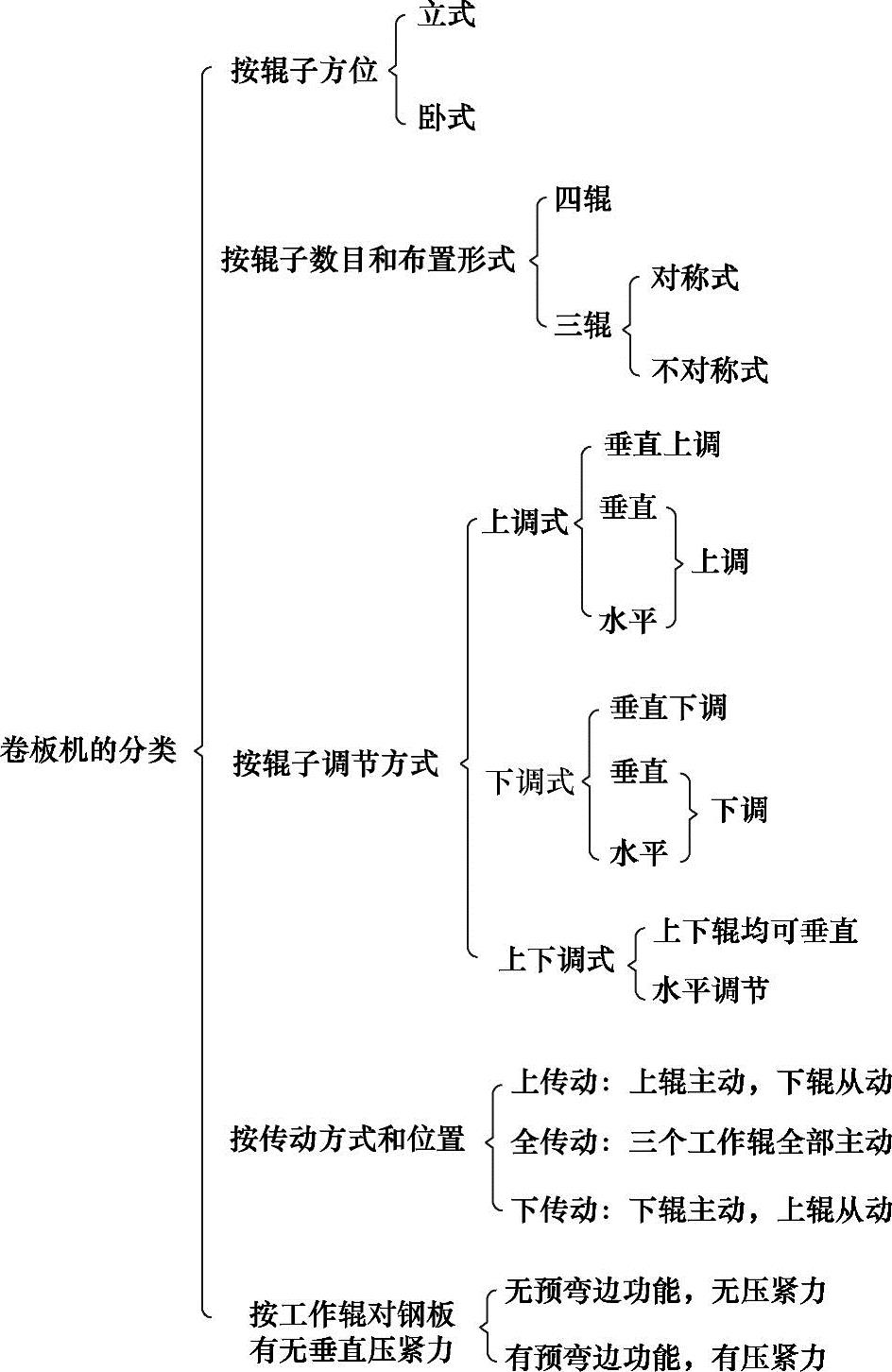
图11-18 卷板机的分类
2)卷板机的主要形式见表11-28。
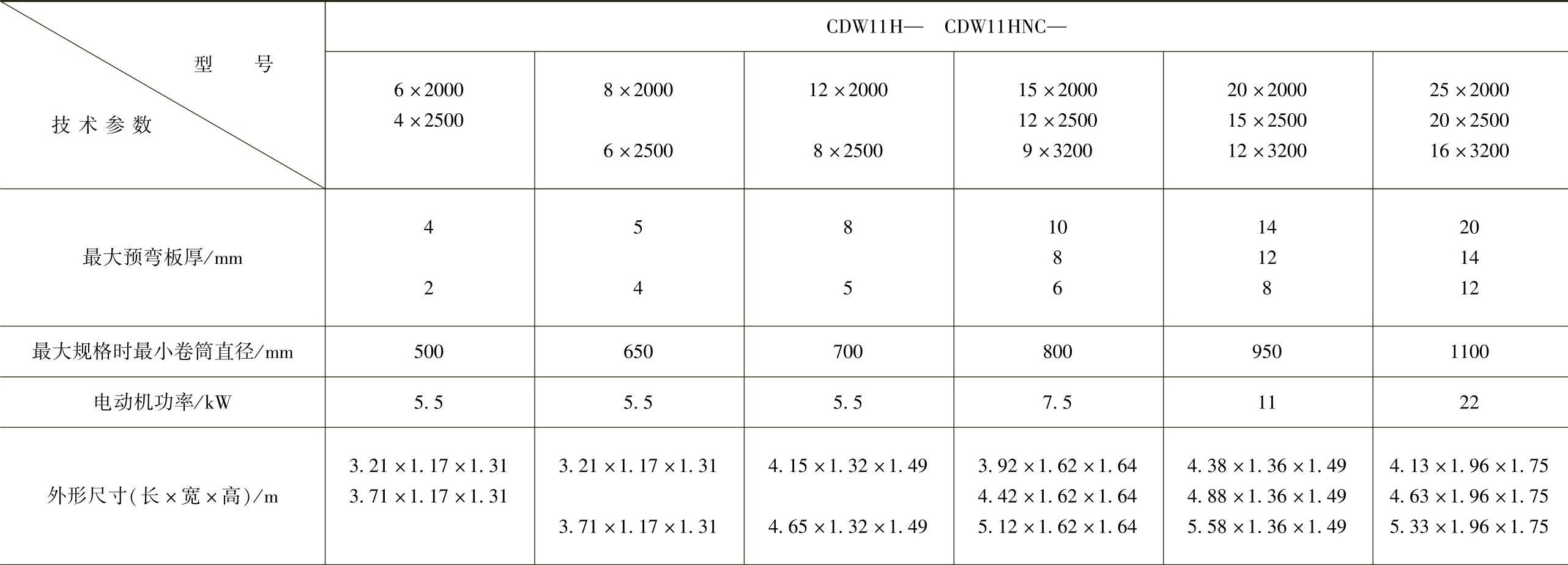
3)卷板机的型号规格见表11-29、表11-30、表11-31、表11-32、表11-33、表11-34、表11-35。
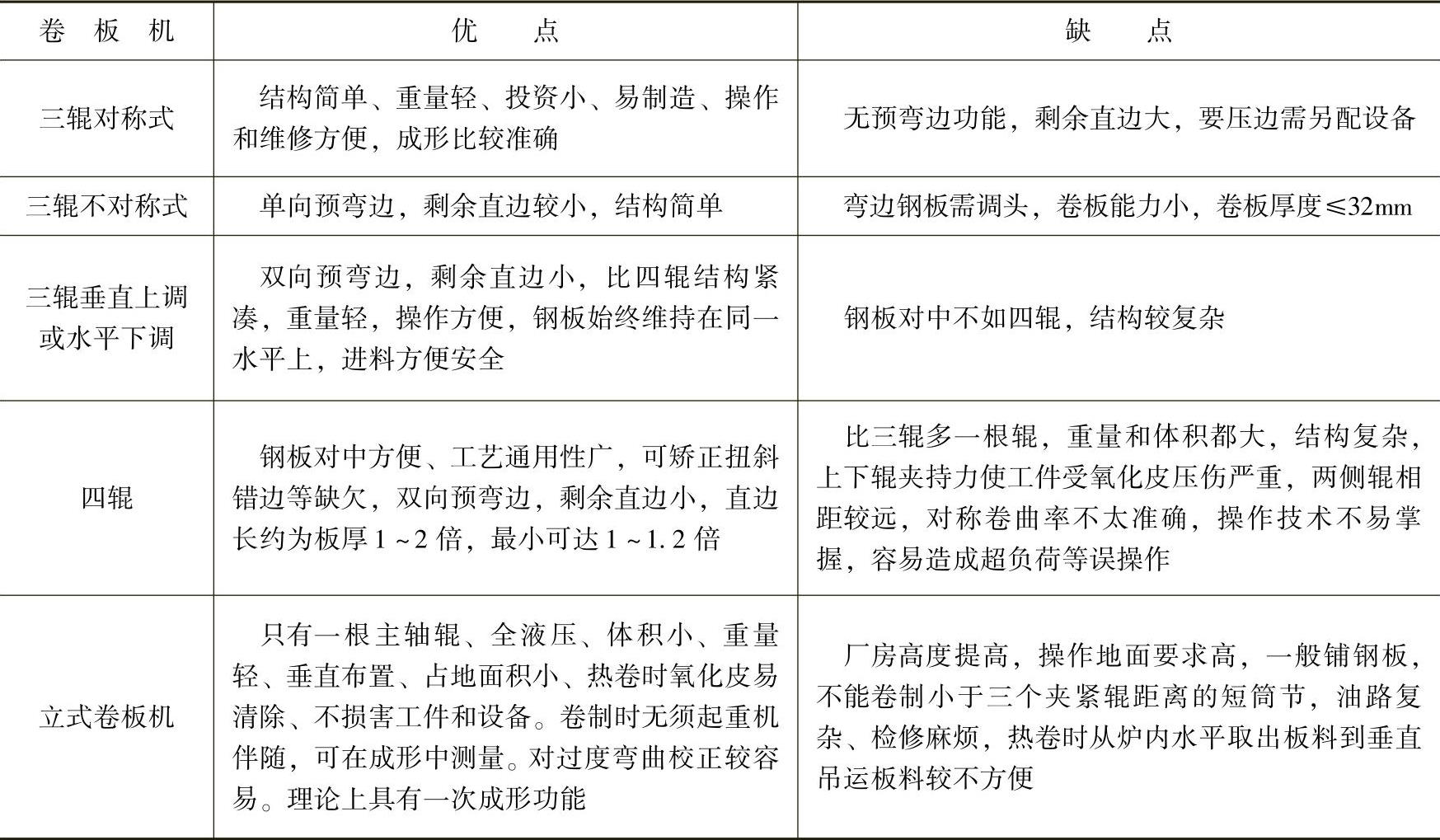
4)三种类型卷板机优缺点的比较见表11-36。
表11-28 卷板机的主要形式和说明
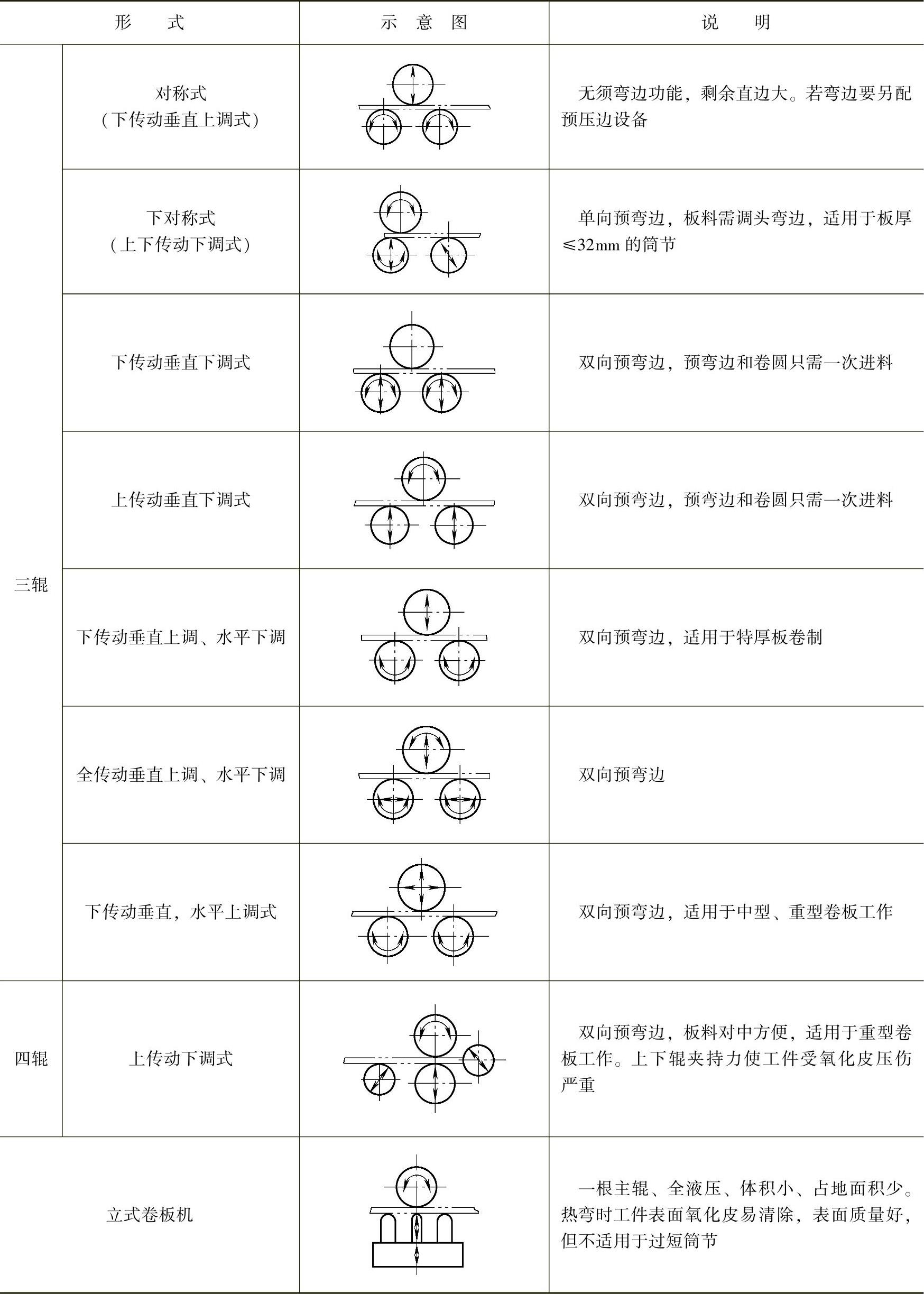
表11-29 对称式三辊卷板机技术数据
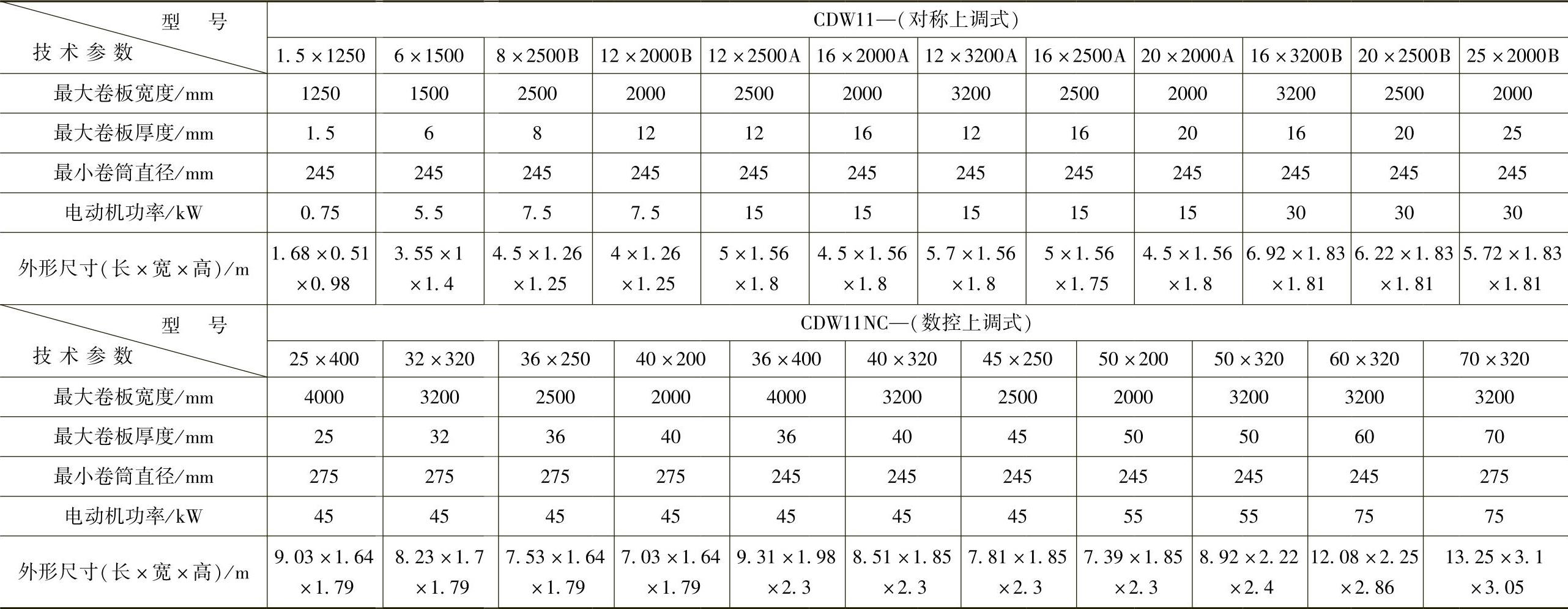
表11-30 全液压微机控制水平下调式三辊卷板机技术数据
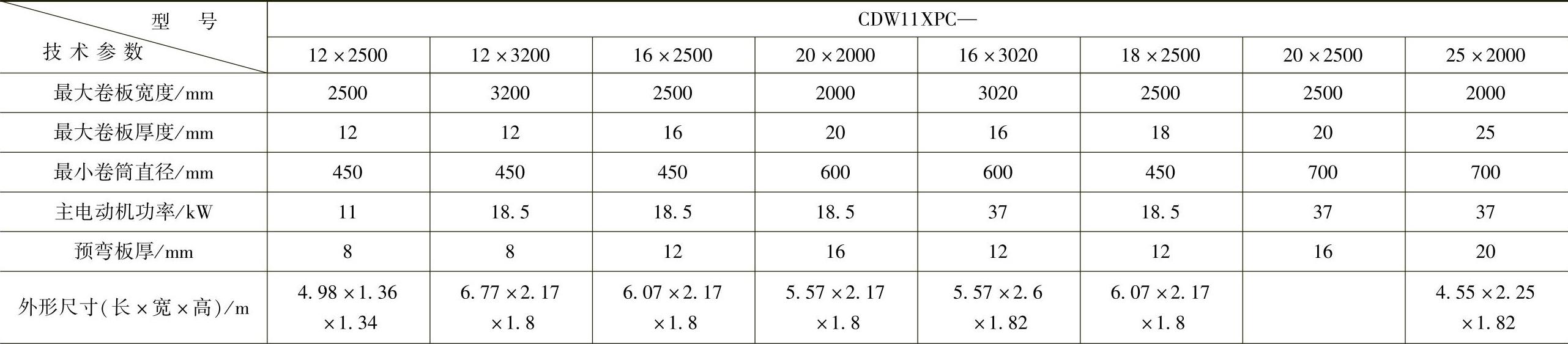
(续)
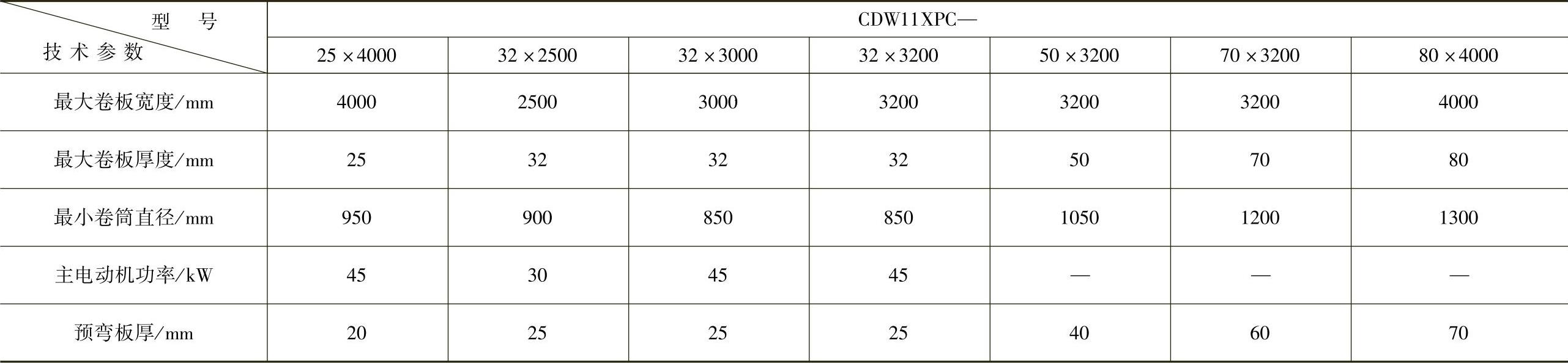
表11-31 弧线下调式三辊卷板机技术数据
(续)
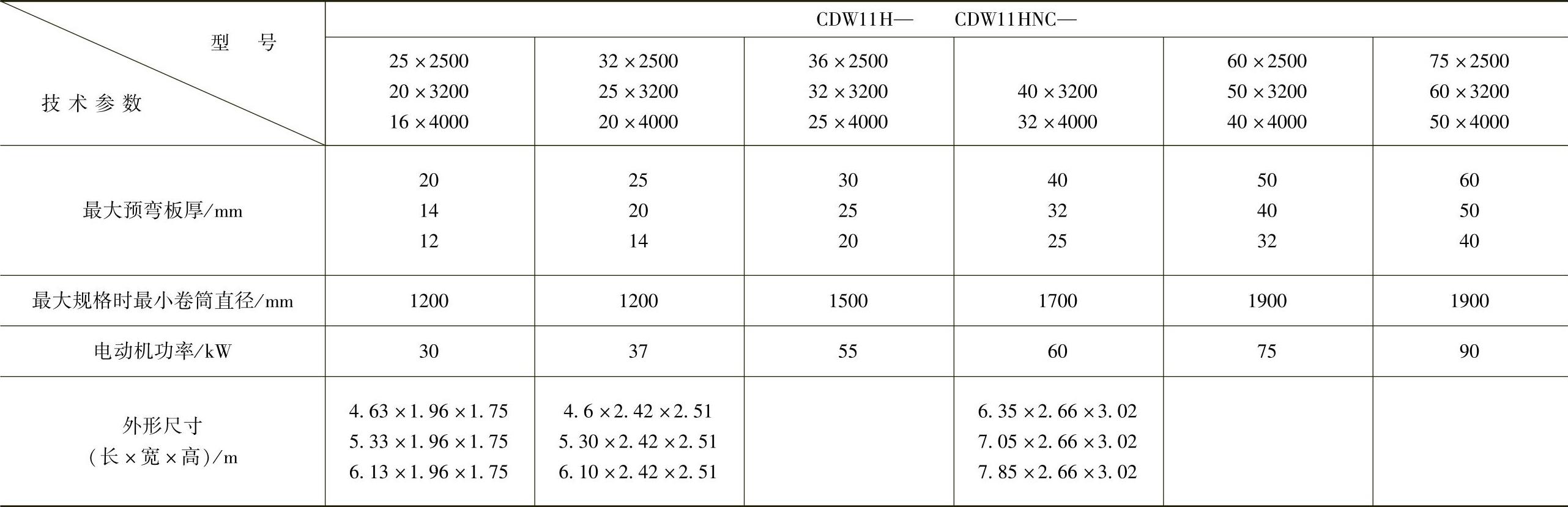
表11-32 弧线下调式四辊卷板机技术数据
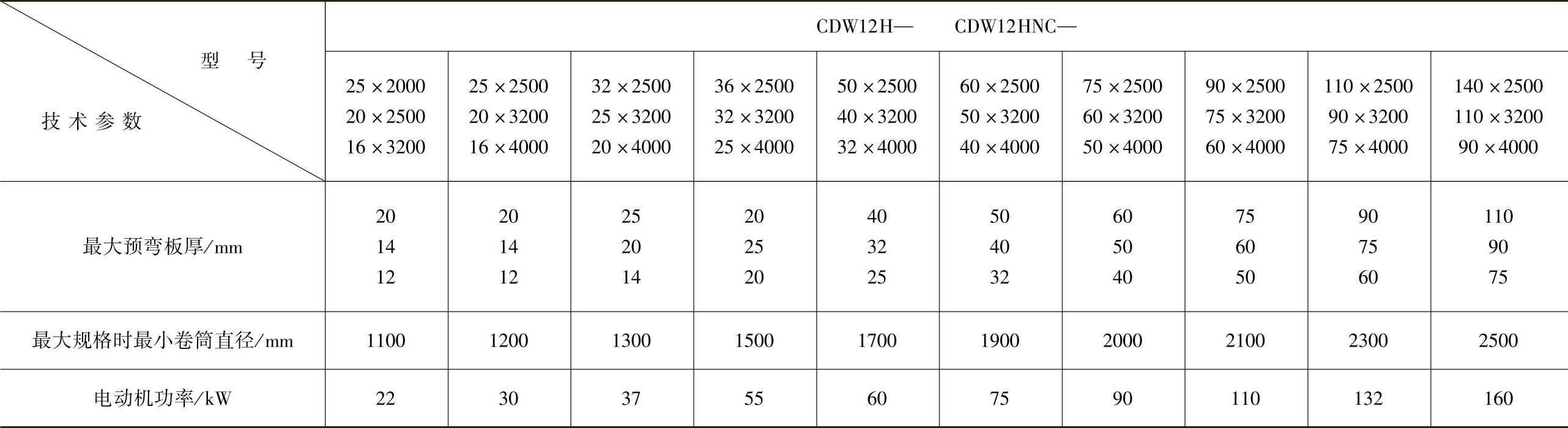
表11-33 四辊卷板机技术数据
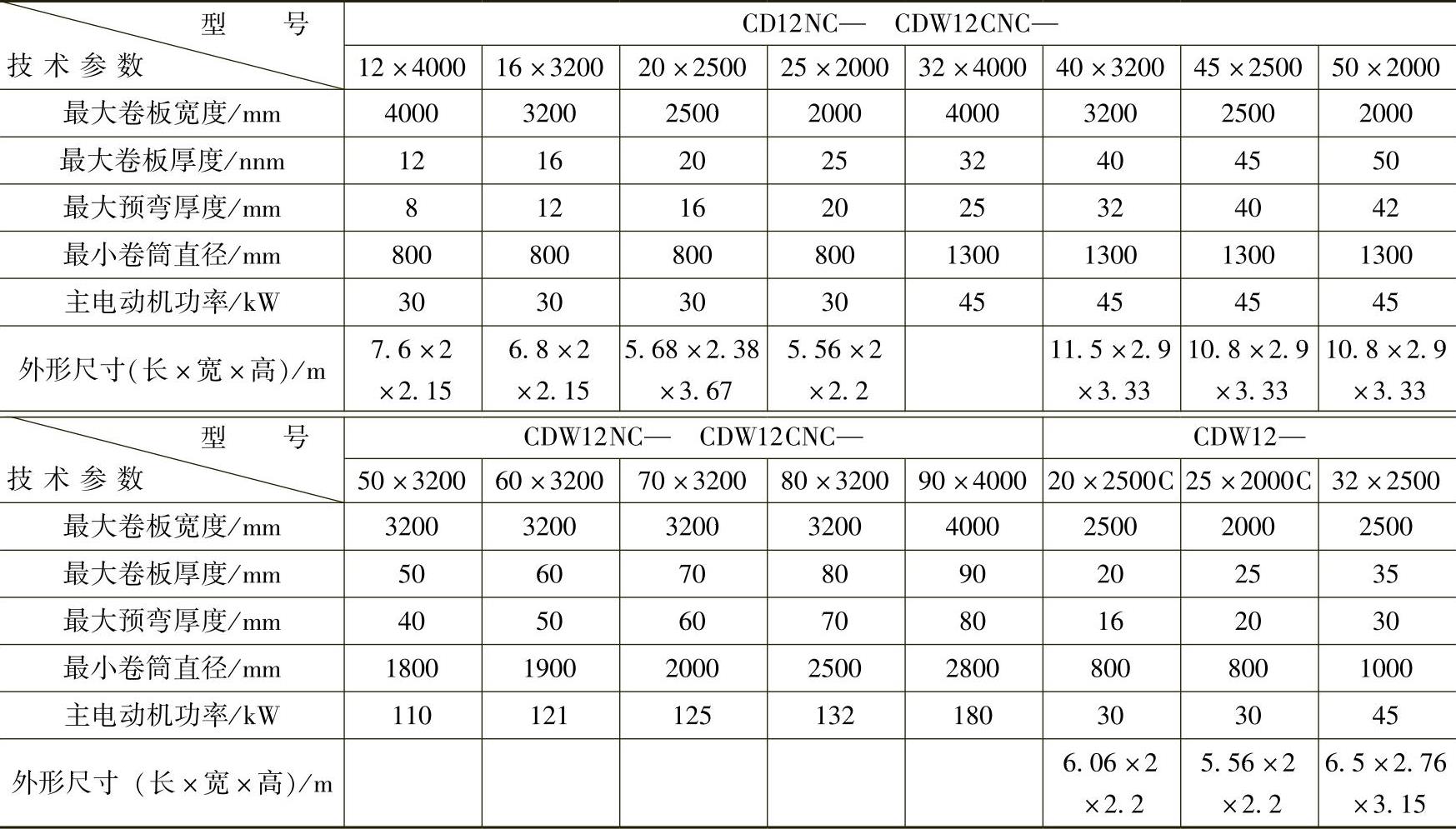
表11-34 立式、锥式、船用三棍卷板机技术数据
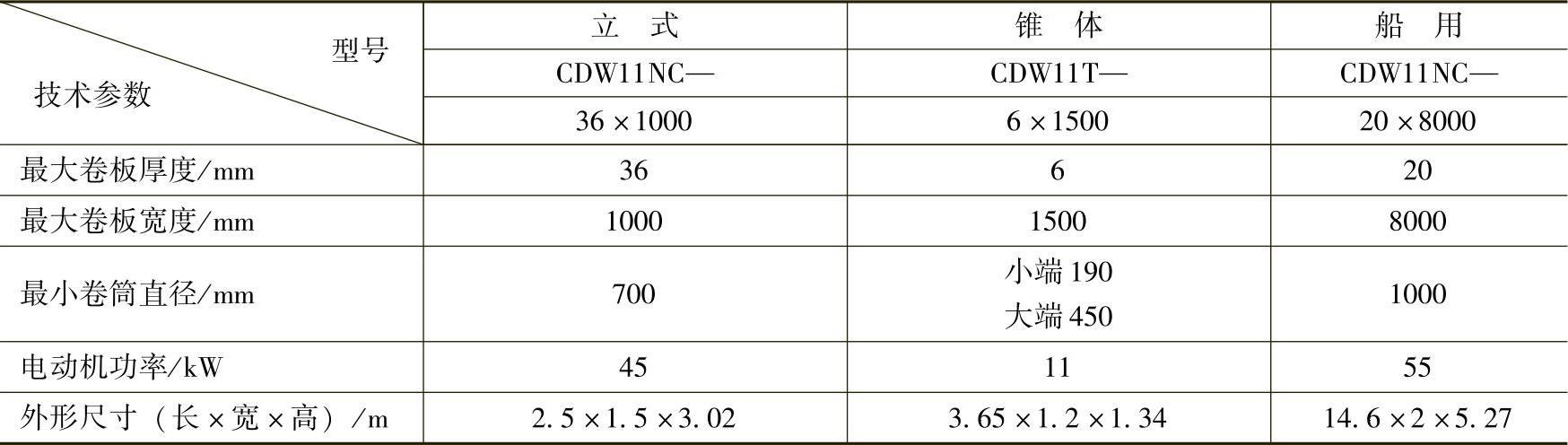
表11-35 立式卷板机技术数据
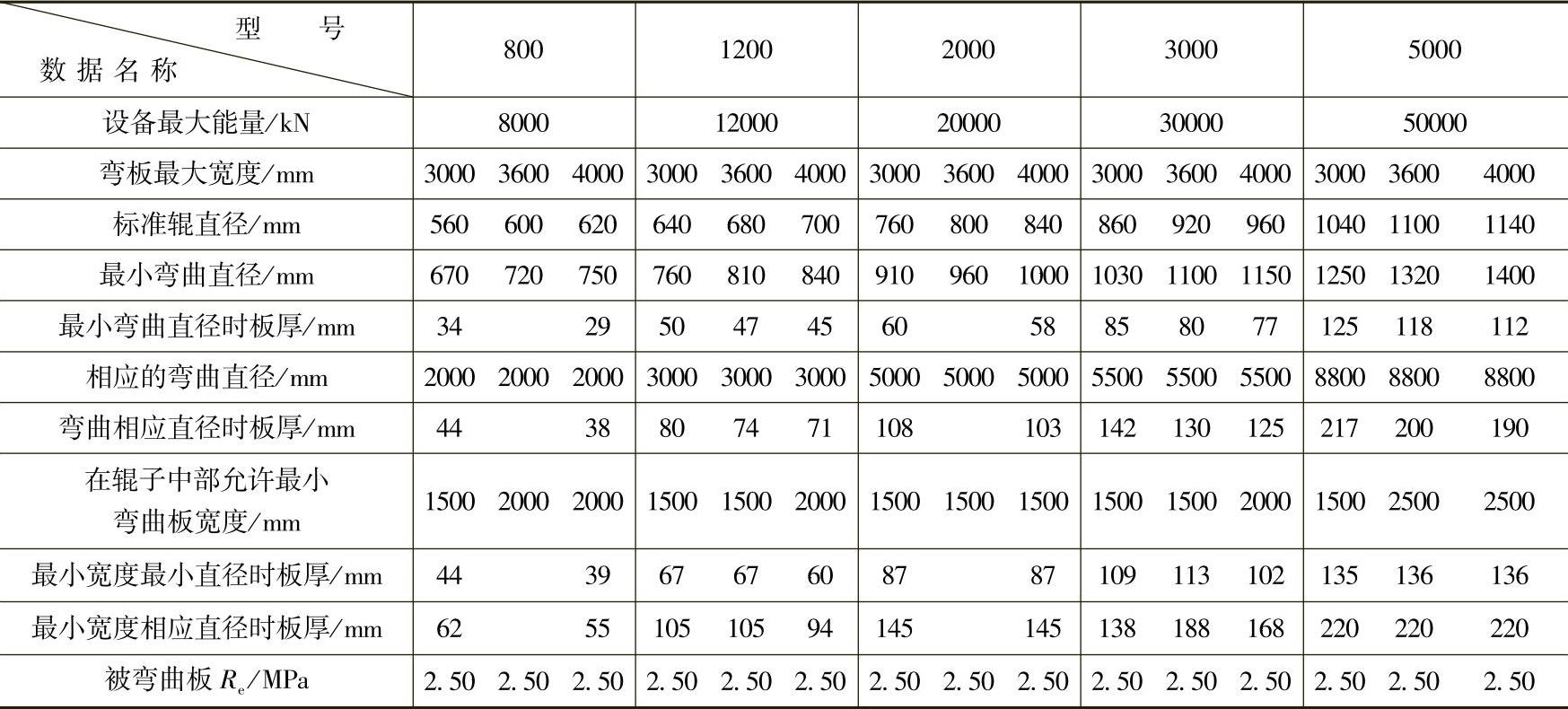
表11-36 卷板机优缺点比较
(2)弯管机 弯管机按传动方式分为手动、机电传动、液压传动三种。近年来,液压传动的弯管机多采用数控(NC)和计算机数控(CNC),并以其为中心组成管材弯制的柔性加工单元。有关数据见表11-37、表11-38、表11-39。
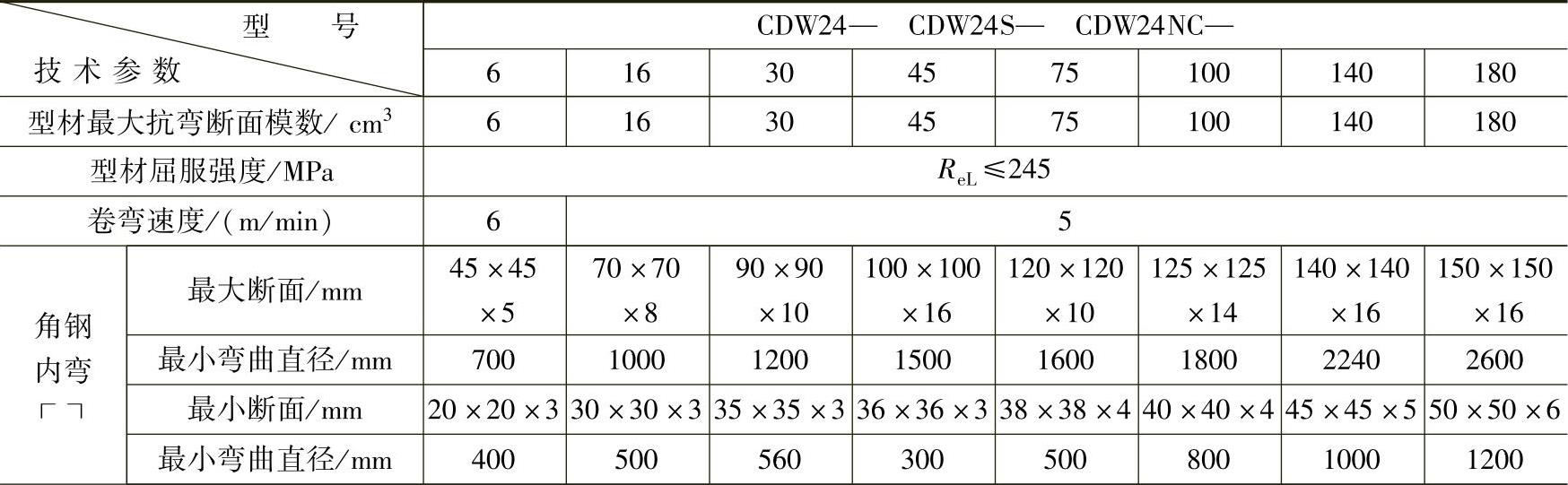
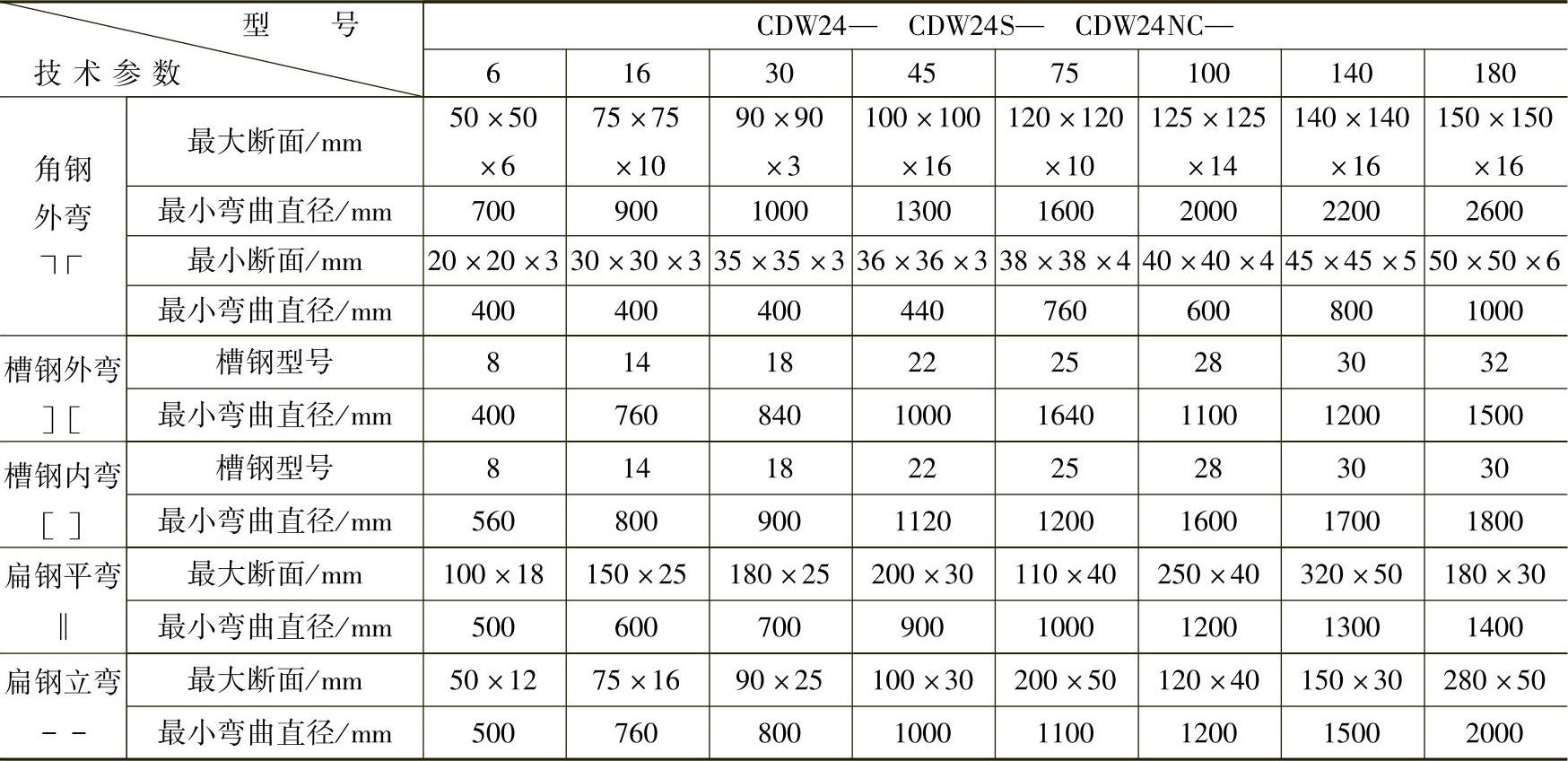
(3)型钢弯曲机 型钢弯曲机技术数据见表11-40。
表11-37 计算机数控的弯管机技术数据
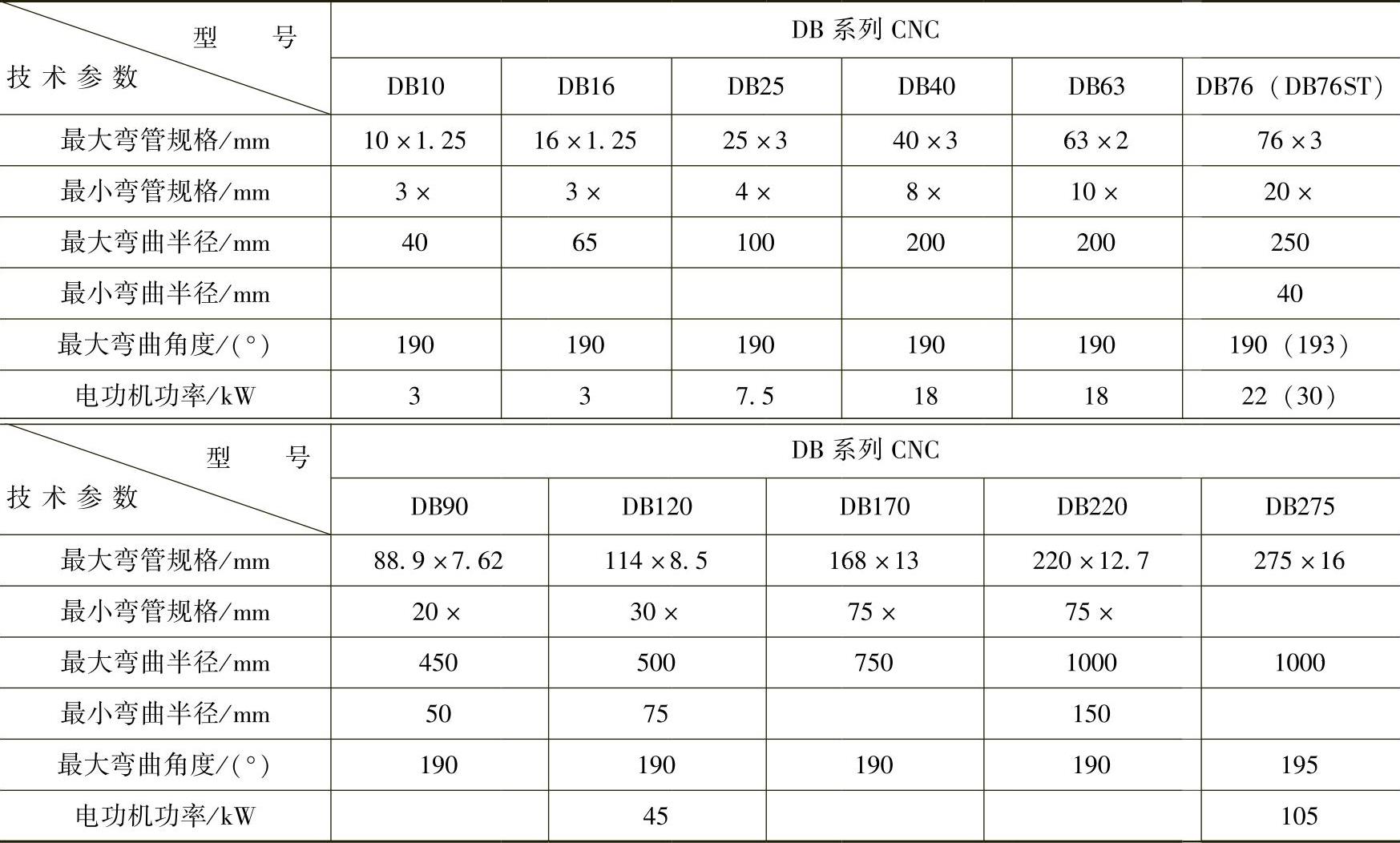
表11-38 液压、程控立体弯管机技术数据
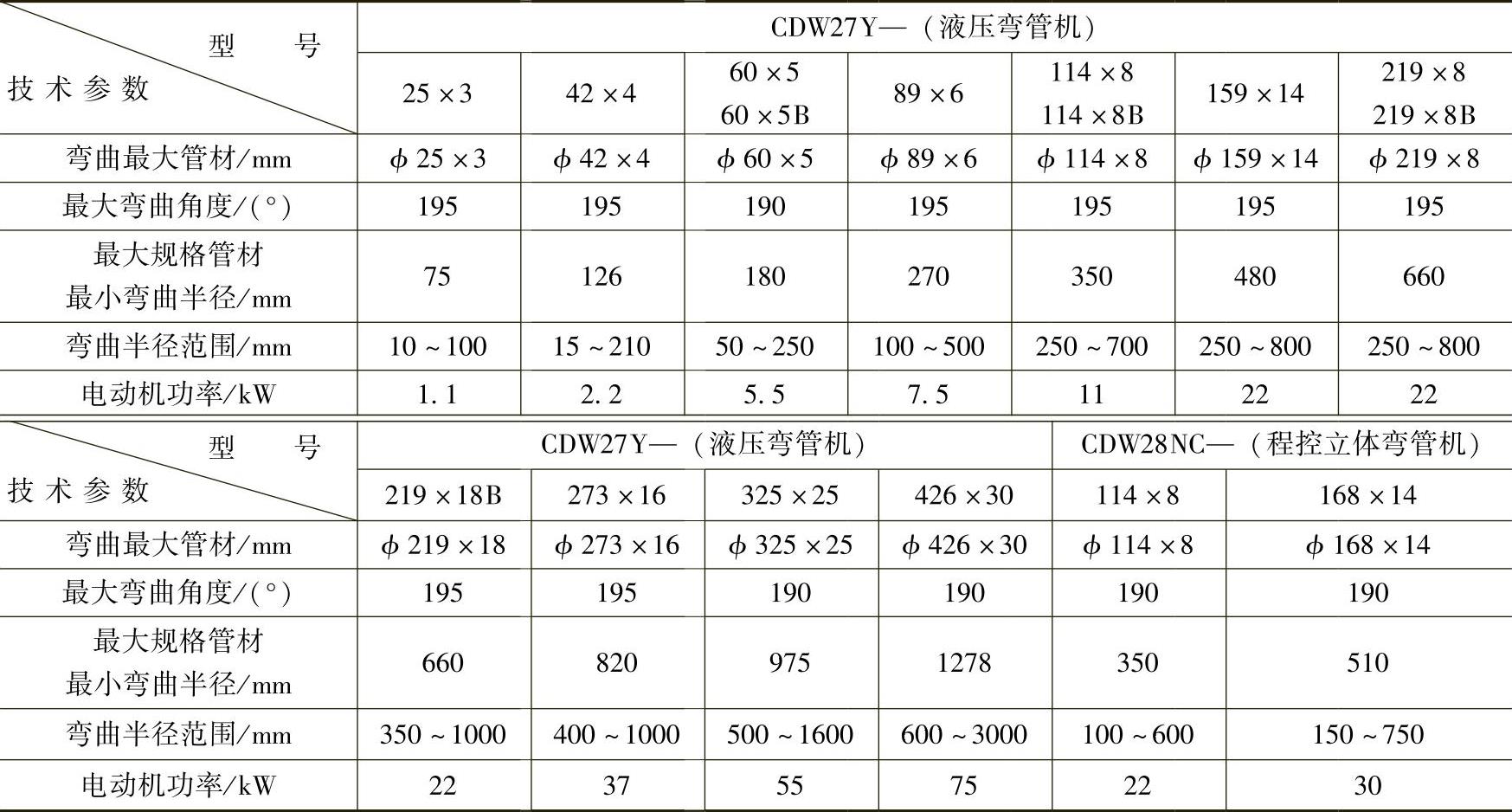
表11-39 管材弯制柔性加工单元的技术数据
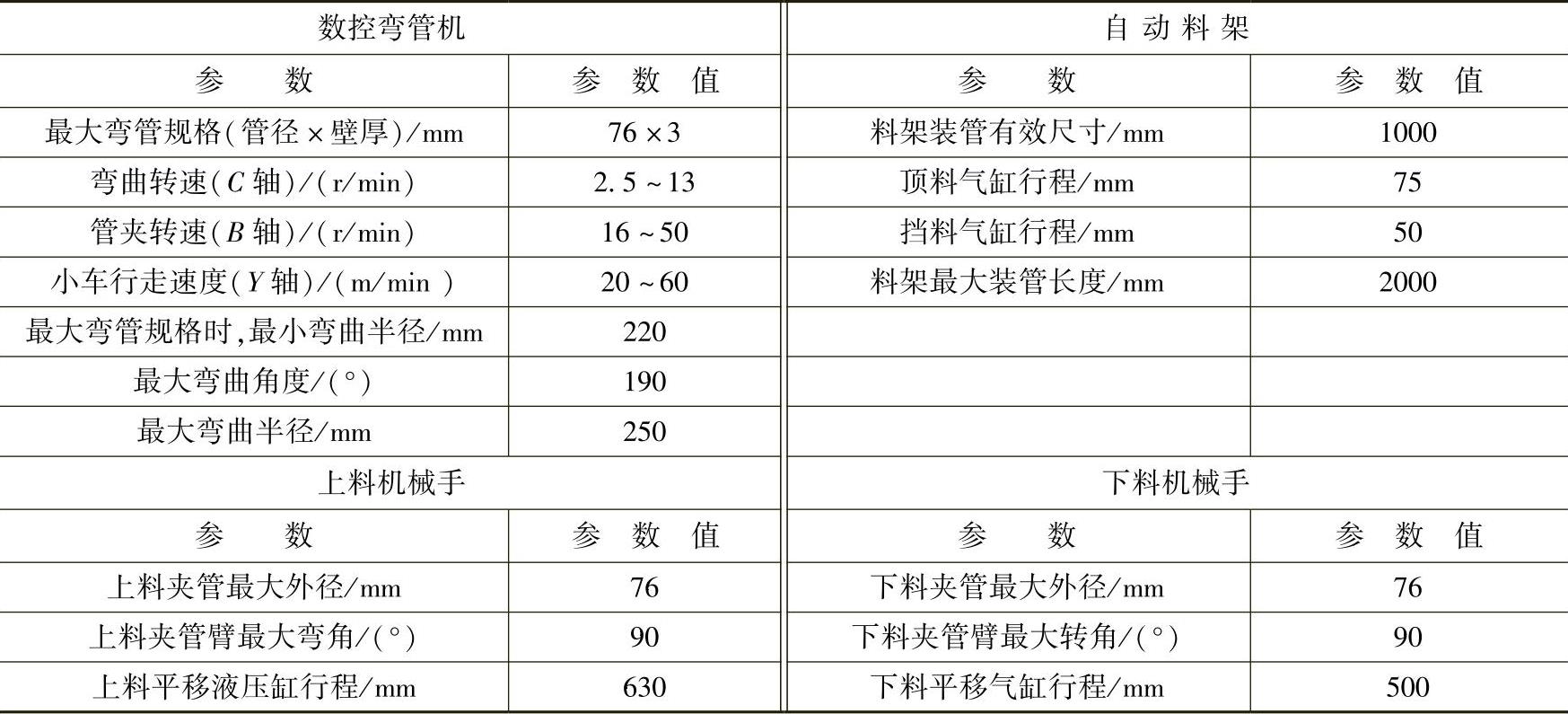
表11-40 型材弯曲机(弧线下调式)技术数据
(续)
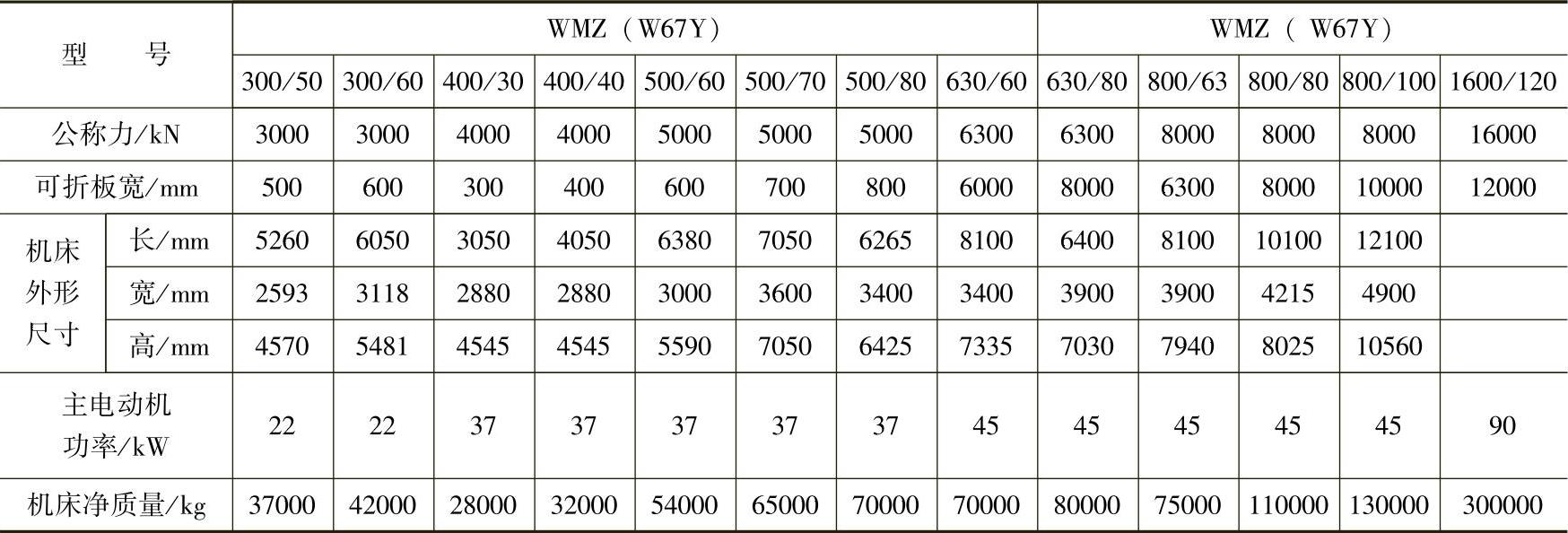
(4)折弯压力机折弯压力机技术数据见表11-41、表11-42、表11-43。
表11-41 三点数控及数控液压折弯压力机技术数据
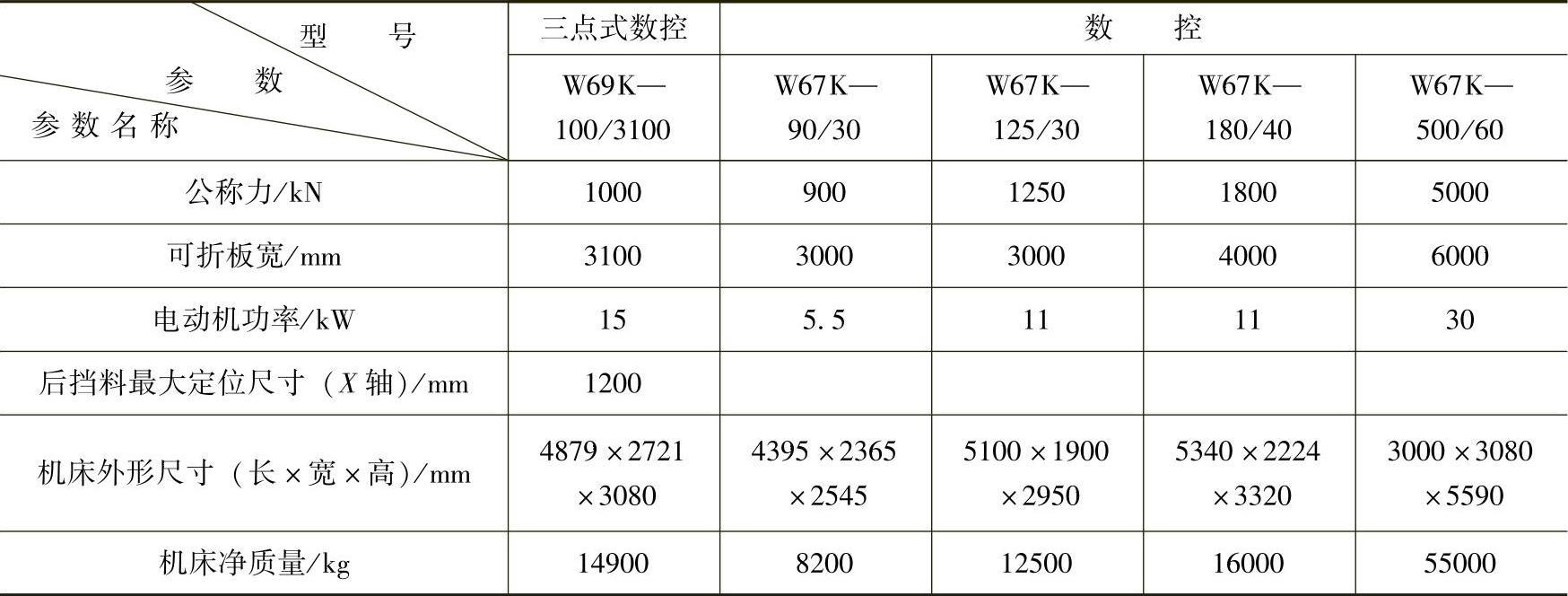
表11-42 WPN系列液压折弯压力机技术数据
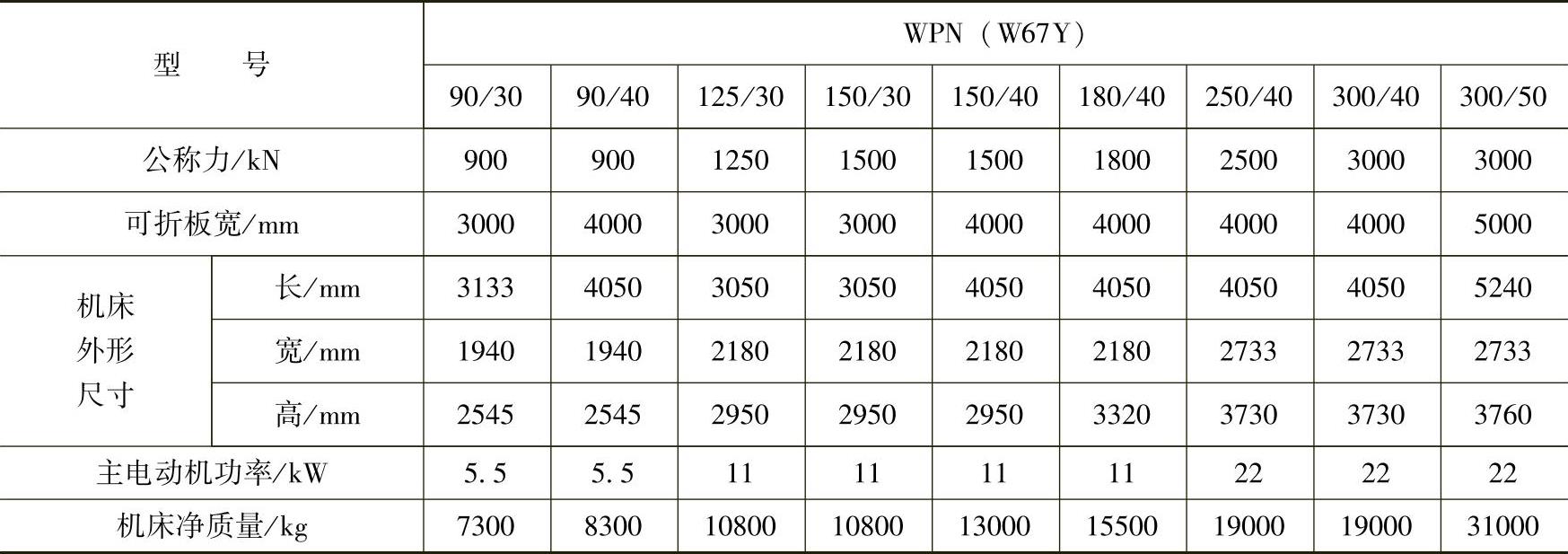
表11-43 WMZ系列液压折弯压力机技术数据
(5)封头成形设备
1)冲压设备。冲压设备的技术数据见表11-44、表11-45。
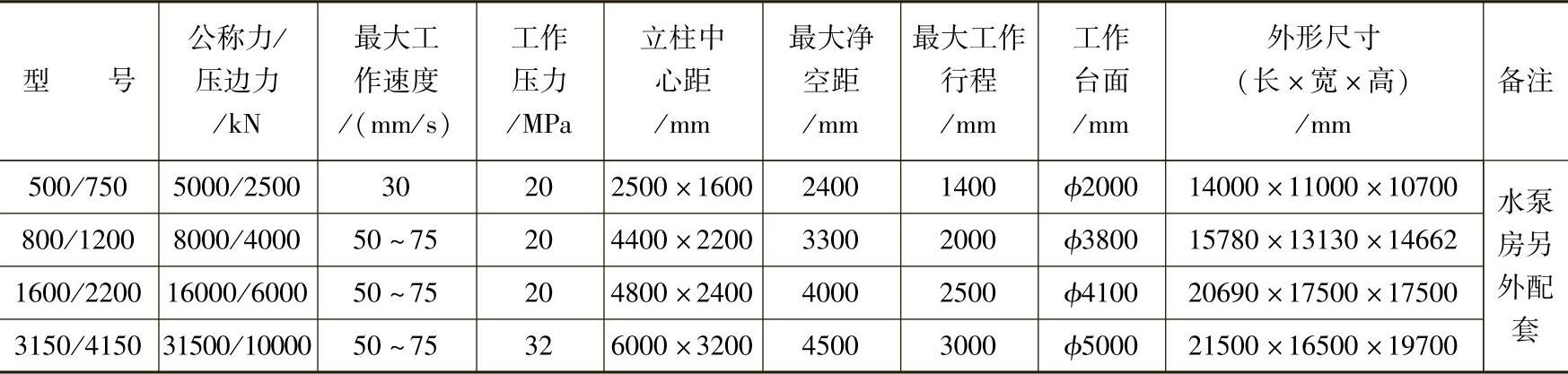
表11-44 双动液压机技术数据

表11-45 双动厚板冲压液压机技术数据
2)封头旋压设备。旋压成形就是利用里外辊轮,一个作靠模辊,一个作加压辊,两个辊轮相互配合,能进能退,按设定要求将工件旋压成各种回转体的加工工艺。现在,旋压技术已进入数控与录返阶段,由于技术上、经济上的一系列优点,其应用已逐渐增多。
目前封头旋压成形可分为(见图11-19):
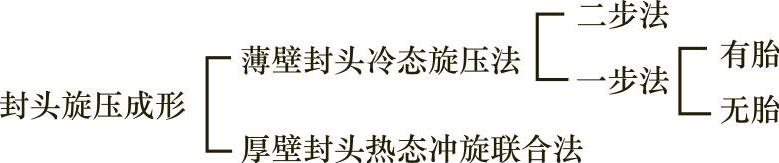
图11-19 封头旋压成形
封头旋压法的优点:①减小了变形力;②降低了设备自重;③增加了设备柔性,适应产品种类多变的场合,制造周期短;④封头质量优良,光洁度好,特别适宜超薄封头的旋压。形状准确,小起皱,精度高,封头径厚比冲压法大一倍多。控制系统自动化和数控化,劳动条件好;⑤由于变形力大减,设备安装电力容量也相应减少,制造同一尺寸封头的设备,旋压机比冲压设备减少3~3.5倍。另外,Φ5200×32mm以下尺寸的封头全部可以冷旋压成形,而冲压法则大部分要加热后成形,故节约大量能源;⑥设备轻、外形小、厂房小,需要大吨位吊车,高度可以降低。不需要大型加热炉,大大节约基建投资。模具费节约更加显著,旋压Φ5200×32mm以下各种封头,只需12套简单的压鼓模和6套翻边小滚轮即可,模具总重10.2t。而冲压一种Φ2200×18mm封头的模具,一套就重达10.5t,比全部旋压用的模具还重。
旋压成形法虽有以上优点,但冲压法对批量制造的中、小规格封头仍是技术上成熟、生产率高、经济上合理的加工方法,尤其是特厚壁封头的热冲压,还很有优势。所以今后仍是旋压和冲压法并存的趋势。
①一步法无胎冷旋压机见表11-46。
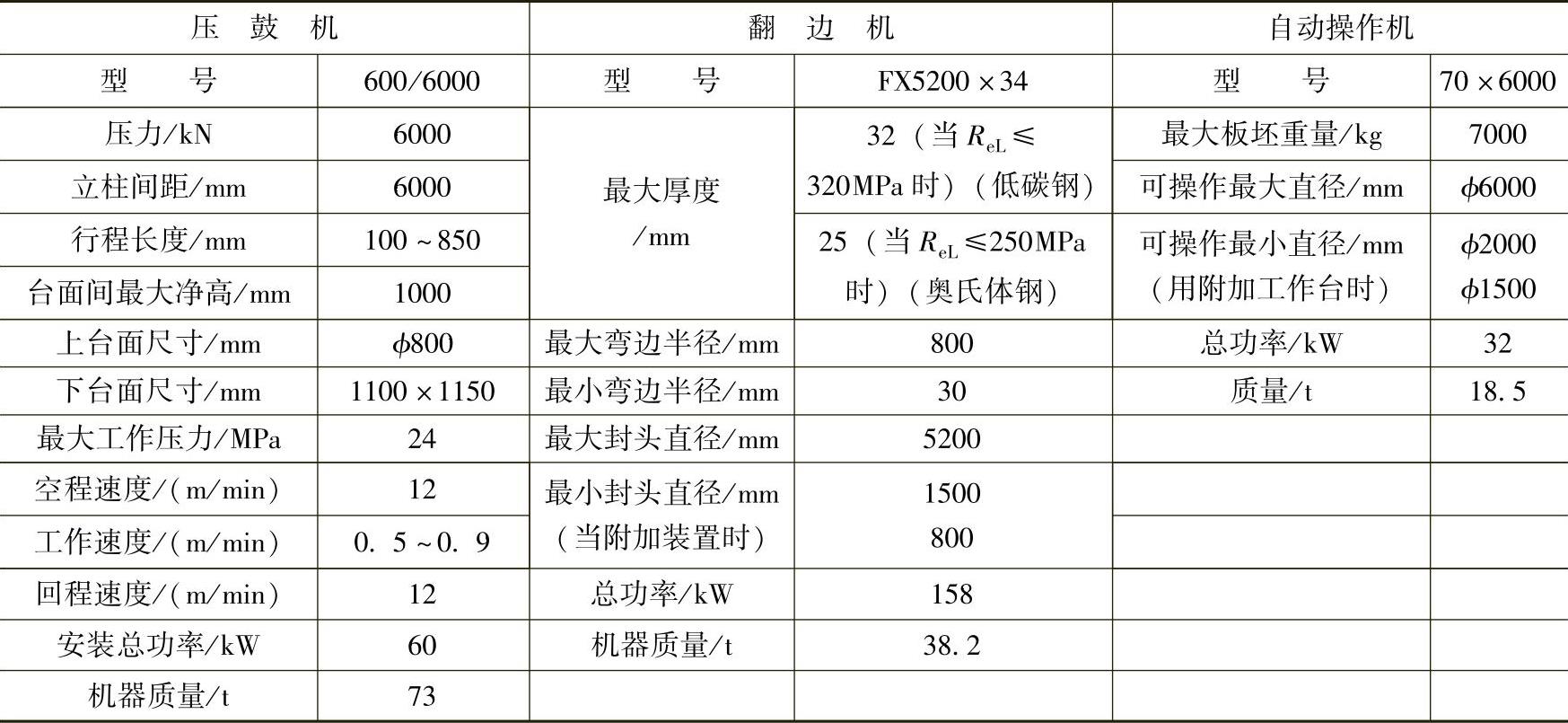
②二步法冷旋压机是先将毛坯在压鼓机上压成碟形,即把封头中央圆弧部分压制到所需要的曲率半径,然后再到旋压机上翻边,使封头边缘部分旋压到所要求的曲率。二步法冷旋压机的设备组成及相关数据见表11-47,该机最大可旋制直径5200mm×34mm的封头。
表11-46 一步法无胎冷旋压机技术数据
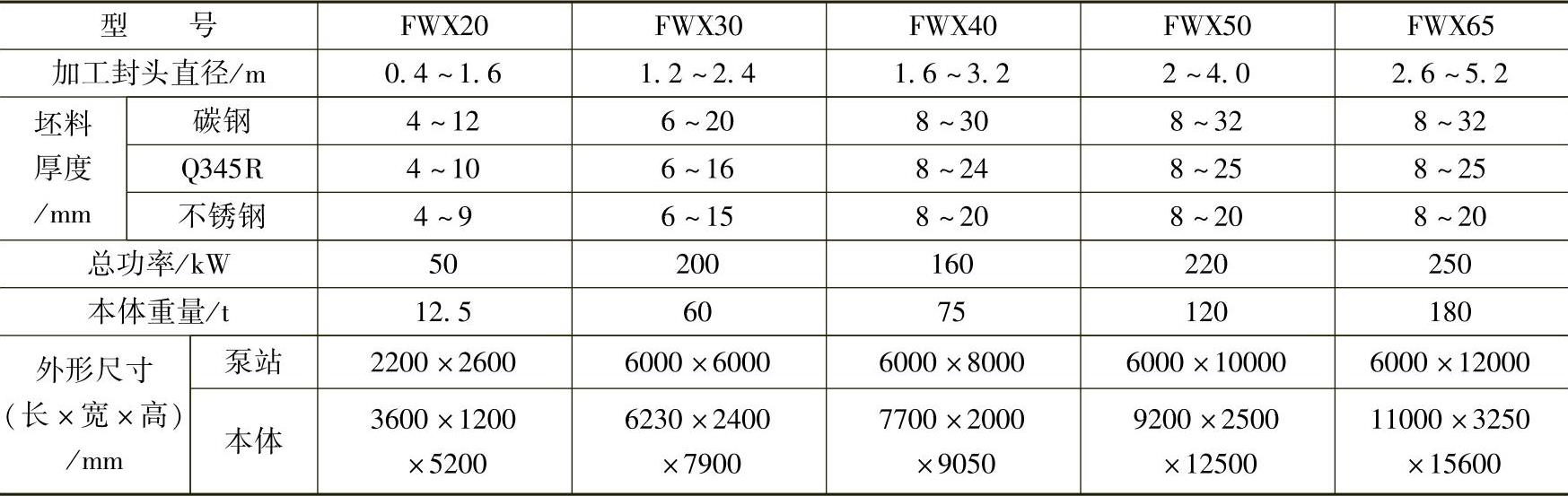
表11-47 二步法冷旋压机的组成及相关技术数据
6.坡口加工和制孔设备
(1)板料坡口加工设备 坡口加工常用的方法有机械切削和热切割两类。机械切削加工坡口,常采用刨边机、坡口加工机和铣床、刨床、车床等各种通用机床。刨边机可加工各种形式的直线坡口,尺寸准确,不会出现加工硬化和热切割中出现的那种淬硬组织与熔渣等,适合低合金高强钢、高合金钢以及复合钢板的加工。缺点是机器外廓尺寸很大,价格较高。
坡口加工机(见图11-20)体积小、结构简单、操作方便、工效是铣床或刨床的20倍,所加工的板材,无论是圆板还是直板都可加工。在理论上不受直径、长度、宽度的限制。缺点是受铣刀结构的限制,不能加工U形坡口。
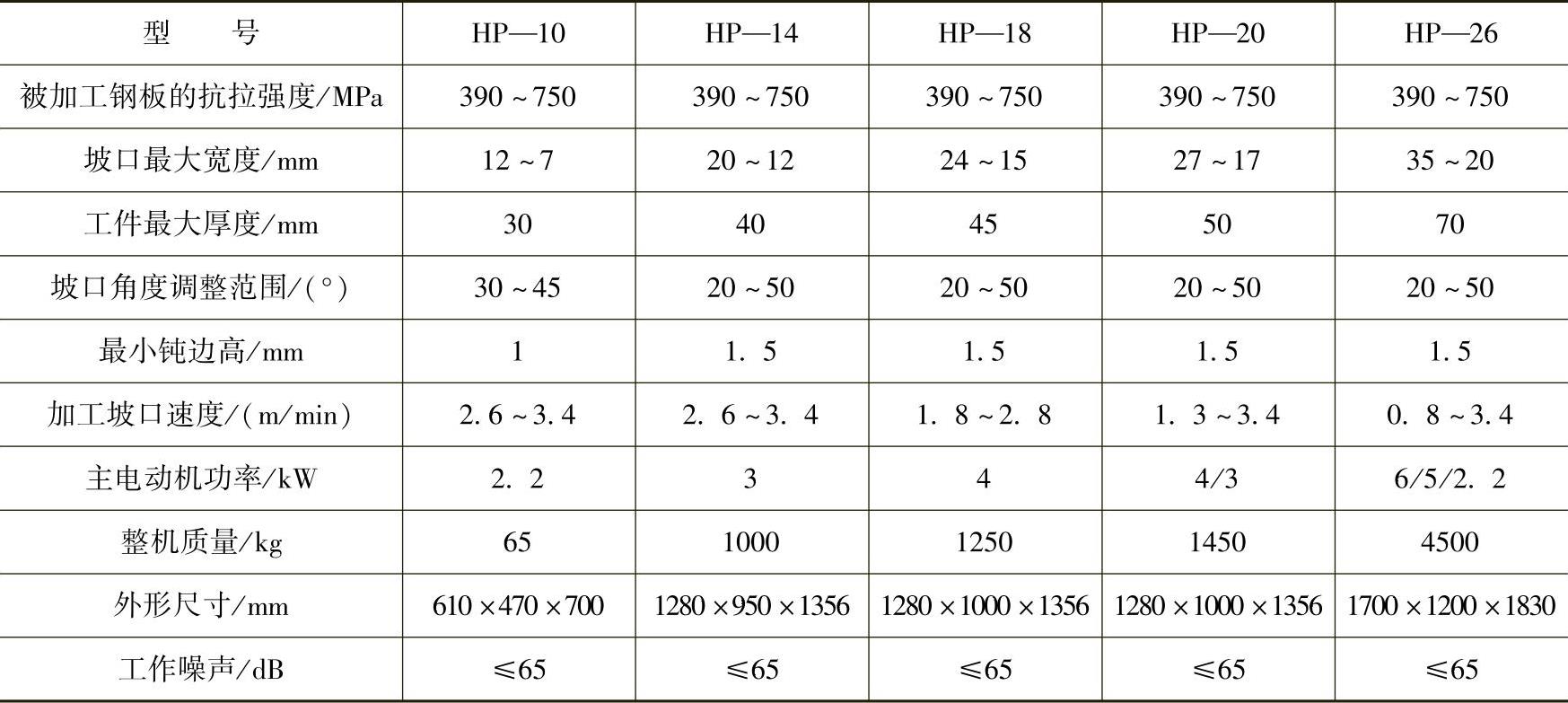
HP系列坡口加工机的技术数据见表11-48。其中HP-10形坡口机还可加工直径120mm以上的端面坡口;HP-26形坡口加工机增加辅助装置后,可加工圆管和封头的端面坡口。
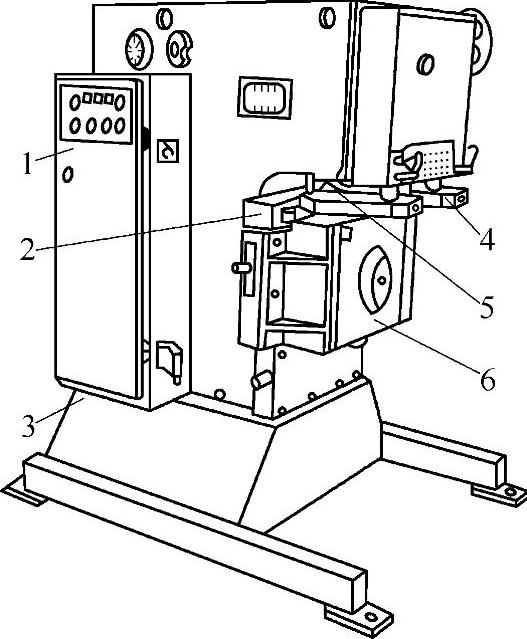
图11-20 坡口加工机
1—控制柜 2—导向装置 3—床身 4—压紧和防翘装置 5—铣切刀 6—升降工作台
表11-48 HP系列坡口加工机技术数据
(2)管子坡口加工设备 管子坡口加工机是利用金属切削原理加工管端坡口的设备,有便携式和固定式两类。有的还具有切断管材的功能。它加工速度快、加工精度高,最适合加工V形和U形坡口。
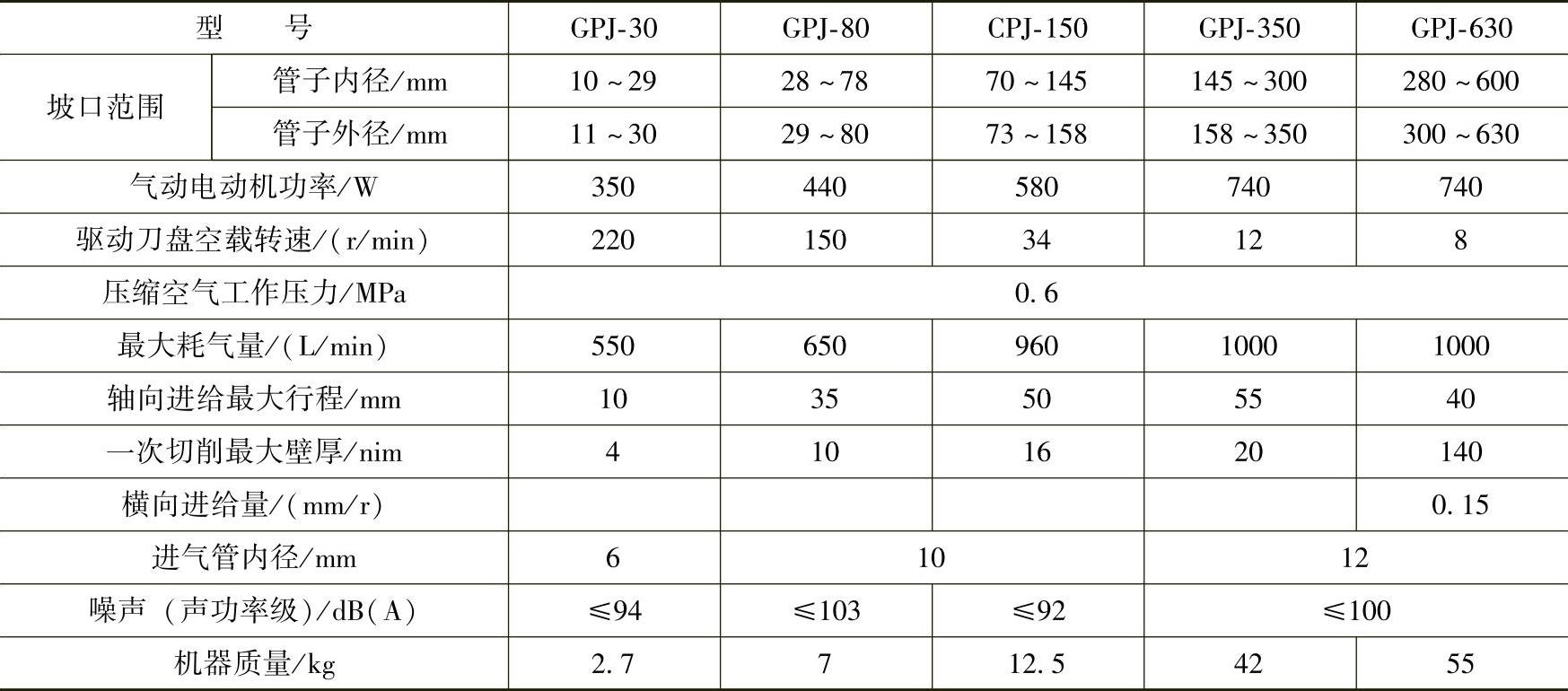
便携式管子坡口加工机有电机驱动的和气动驱动两种,前者多装卡在被加工管材的端部,围绕管壁边行进边加工出坡口,后者多采用内涨式定位机构,依靠管子内壁固定在管端,用旋转刀盘上的刀具进行坡口加工。便携式管子坡口加工机体积小、自重轻、机动灵活,多用在现场作业的场合,其技术数据见表11-49和表11-50。
固定式管子坡口加工机,实际上就是管子加工专用机床,它由床身、主轴箱、电动机、进刀机构、管子夹紧机构等组成,利用绕管壁旋转的刀具加工坡口和切断管材,生产效率很高,宜用在车间等固定作业的场合。
表11-49 电动管子切割坡口机技术数据
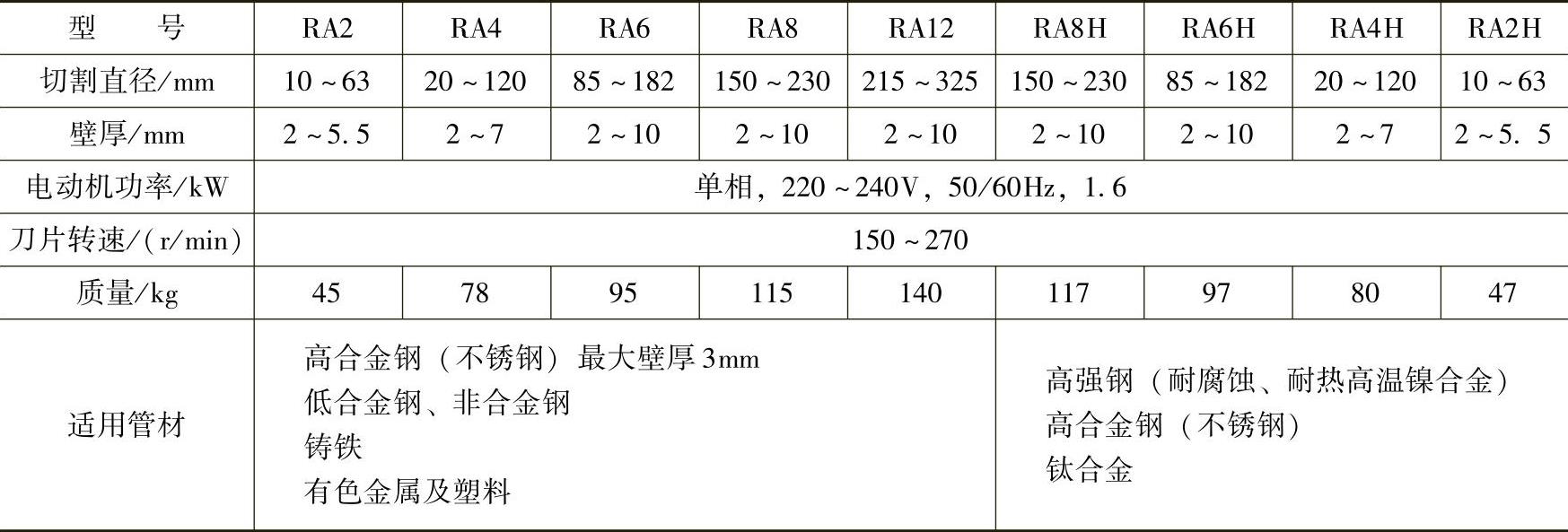
表11-50 气动管子切割坡口机技术数据
有关焊接制造工程基础的文章

对切削加工区加注冷却介质的目的主要是冷却、润滑、排屑和被加工面的防锈保护,从而达到保护刀具,减少切削热,提高工件加工质量和生产率之目的。切削加工的冷却方法大体上可以理解为三种:湿式浇注冷却、自然冷却和干(亚干)式冷却。自然冷却 在切削加工中仅依靠自然环境冷却作用满足加工要求,这主要是相对目前加注切削液冷却切削方法而言,除自然环境外切削加工时不加任何“修饰”完成加工任务,如对铸铁材料的传统加工工艺。......
2023-06-25

传统插削是采用有滚动或无滚动的往复运动方式插齿,这种加工方式会使工件加工表面产生强烈的变形和加工硬化,从而导致插齿刀后刀面发生磨损,影响插齿过程的进行和插齿质量。试验过程的结果表明,采用涂层刀具,在不降低插齿刀使用寿命和加工质量的条件下,完全可以实现干插齿加工。从图4-63b可以看出,在一定的插齿间歇次数下,干切削加工时的月牙洼磨损深度值比使用切削液时小。......
2023-06-25

图3-12加工单元设备示意图左视图;正视图图3-13加工单元铝合金型材支撑架示意图其中:220 mm长铝合金型材6根;110 mm长铝合金型材2根;150 mm长铝合金型材2根。装配铝合金型材支撑架时,注意调整好各条边的平行度及垂直度,锁紧螺栓。......
2023-06-15

固体废弃物主要包括磨屑、磨料粉尘等,液体废弃物主要是磨削液,气体废弃物主要是磨削液的烟雾、蒸汽,这些废弃物对人体和环境危害很大。在磨削加工时,含机械杂质较多的磨削液,不能用于磨削加工,必须给予净化处理才能继续使用。磨削液用水稀释后,通过加工工件、工作环境以及操作人员的手、周围空气等方式会对稀释液造成污染,所带入的微生物便开始繁殖,从而导致磨削液的腐败与劣化。......
2023-06-25

图4-11 正确与错误的轴下切面a)错误 b)正确表面机械加工是另外一种表面预处理方法,常通过车削或磨削来完成。在热喷涂技术中,经常采用的表面机械加工方法有下切、开槽和平面布钉三种。将这道焊层机械加工成3.2mm的最小的肩,肩的直径应比轴的最后精加工尺寸大一些。3)使涂层生成起伏叠层,以控制内应力。......
2023-06-18


相关推荐