
本文总结了车间工人在实习过程中所获得的经验与体会,探讨了实践中的技能成长与团队协作的重要性,旨在提供新手工人参考与借鉴。......
2025-04-09
车间工艺平面布置是将上述车间所有的制造部分、辅助和仓库部分、服务和生活部分有机结合、合理布置。车间工艺平面布置一般分为两大类型,一类注重产品,另一类注重制造工艺。对长期大量制造的标准化产品,注重产品布置;当加工非标准化产品或加工量不大时,即单件小批制造性质,需要有一定的灵活性,一般将重点放在产品加工必需的各个工位上。理想的车间工艺平面布置应以最低的成本,获取最快、最方便的物流,充分满足各部门的要求,既利于制造,便于管理,又适应创新发展。
车间工艺平面布置是金属结构车间设计中十分重要的组成部分,也是工艺设计师智慧与技巧充分发挥之处,随着信息与数字化技术的发展,可利用计算机软件达到最佳的车间工艺平面设计方案,而且在向着三维立体设计的方向发展。
1.车间工艺路线的选择原则
1)制造流程通畅,物流通顺,制造路线最短,物流没有倒流现象。车间主导制造流向应与全厂总平面图基本流向一致。
2)各部分之间协调,制造部分、辅助和仓库部分、服务和生活设施之间要协调、方便、合理。对厂房采光、通风、给水排水、供电等公用设施之间,相关车间之间的联系,以及总图运输之间都要协调。
3)适应性强、灵活性好。要预计对长远发展的适应性,尽量减少车间布置的调整,特别是大型设备或装置。并要考虑将来可能进行变动,为再设计带来方便,减少破坏性,所以在布置上要保持一定的灵活性。
4)环保、安全、卫生、节约。要充分考虑环境保护,安全卫生,文明制造条件,对散发有害物质、有防火要求和产生噪声的部门,要尽量有隔离和防护措施。占地面积和建筑参数的选用要经济、合理。并要考虑利用建筑物空间,使空闲面积和空间减少至最低限度。
2.车间布置方案的基本形式
金属结构车间布置方案的基本形式大致分为纵向流水、迂回流水、纵横混合流水等工艺布置方案。从这三种基本形式,可派生出很多方案,这就要根据车间规模、产品对象、总图位置以及其他情况而确定。
(1)纵向流水方案 图11-1为工艺路线纵向流水布置方案,其中a为将原料与成品仓库布置在车间短边两侧,b为将原料与成品仓库布置在车间长边一侧。
图11-1a所示的车间工艺路线纵向流水方向与工厂总平面图上所规定方向一致。其工艺路线紧凑,空运路程最少。但两端有仓库限制了车间在长度方向的发展。备料和装焊同跨布置,对厂房建筑参数选择不能分别对待,但建筑结构简单。通用于产品加工路线短、备料与装焊对厂房参数要求差不多的单件小批制造的车间,跨度不宜超过三跨,车间年产量为5000~10000t。图11-1b的方案只是仓库布置在车间一侧,室外仓库与厂房柱子台用,可节省些建筑投资,但零件、部件越跨较多。适用于产品加工路线短,外形尺寸不太长,备料与装焊对厂房参数要求差不多的单件小批制造的车间,车间年产量为3000~5000t。
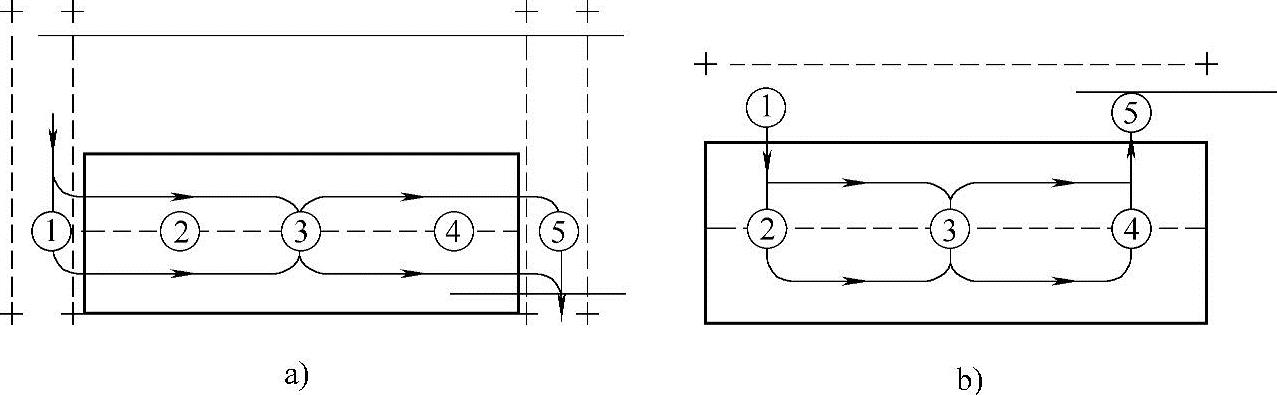
图11-1 工艺路线纵向流水布置方案(https://www.chuimin.cn)
a)原料与成品仓库布置在车间两头 b)原料与成品仓库布置在车间一侧 ①—原材料库 ②—备料工段 ③—中间仓库 ④—装焊工段 ⑤—成品仓库
(2)迂回流水方案 图11-2所示为工艺路线迂回流水布置方案,其中a车间面积较小,b车间面积较大。
图11-2a,将备料与装焊分开跨度布置,厂房参数可根据不同要求选用。厂房结构简单,经济实用。备料设备集中布置,调整方便、灵活。但是不管零部件加工路线长短,都必须要走长的空程,并且长构件越跨不便,适用于零部件加工路线较长,单件小批或成批制造车间,车间年产量3000~8000t。图11-2b方案与图11-2a相同,只是车间面积较大,适用于桥式起重机成批制造性质的车间。车间年产量为10000~20000t。
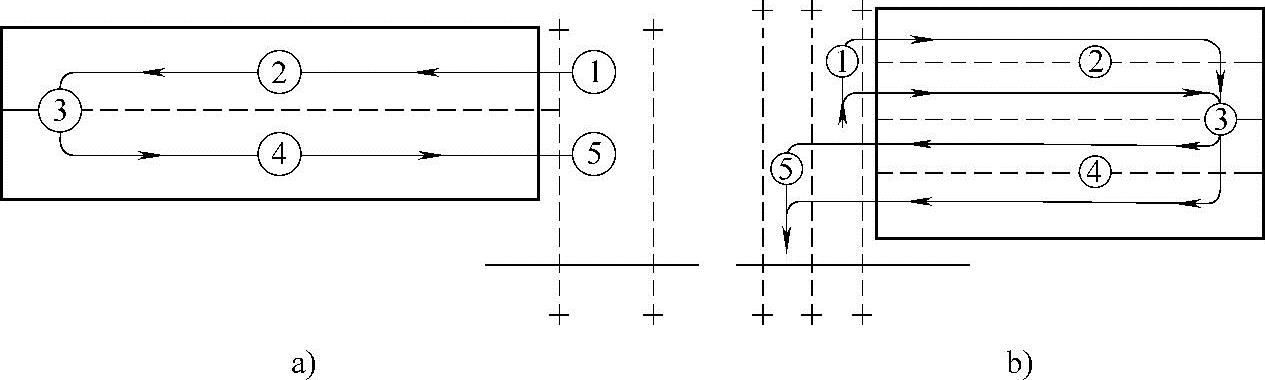
图11-2 工艺路线迂回流水布置方案
a)车间面积较小 b)车间面积较大 ①—原材料库 ②—备料工段 ③—中间仓库 ④—装焊工段 ⑤—成品仓库
(3)纵横混合流水方案 图11-3所示为工艺路线纵横混合流水布置方案。
图11-3a的工艺路线布置方案,备料设备既集中又分散布置,调配灵活,各装焊跨度可根据多种产品不同要求分别组织制造。共同使用的设备布置在两端。路线顺而短,又灵活、经济。但厂房结构复杂,建筑费用较高。适用于多种产品,单件小批,成批制造性质的炼油化工容器车间,车间年产量为10000~30000t。
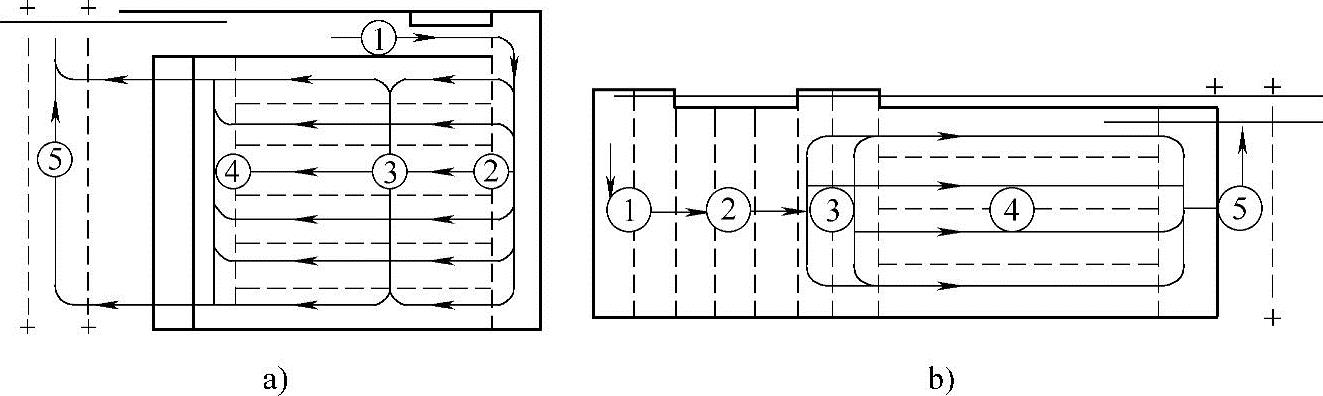
图11-3 工艺路线纵横混合流水布置方案
a)产品种类多、质量小 b)产品种类多、质量大 ①—原材料库 ②—备料工段 ③—中间仓库 ④—装焊工段 ⑤—成品仓库
图11-3b的工艺路线布置方案,制造工艺路线短而紧凑。同类设备布置在同跨内便于调遣使用,工段划分灵活,中间半成品库调度方便;备料设备可利用柱间布置,面积可充分利用。共用的设备布置在两端,工艺路线顺而短,又灵活、经济,装焊各跨可根据产品的不同要求分别布置。适用于产品品种多而杂,并且量大的重型机器、矿山设备制造性质的车间。车间年产量为20000t。
相关文章

常见的变化是为了匹配井道尺寸,使上、下桁架的水平段作延长和缩短;或者在无中间支承的大提升高度扶梯中,对桁架加强设计。水平段的特别设计多数出现在井道已建造完成的情况下。这种情况下需要对桁架作加强设计。显然,此桁架结构在挠度和强度增加的同时,其自身重量也将显著增加,需要设计者在设计时进行仔细检验,合理配置,在满足使用要求的同时使桁架自重最轻。......
2025-09-29

常规下承式拱桥拱肋和吊杆垂直桥面设置,大沽桥限定的1.3 m 梁高很难满足32 m 桥宽要求,因此将拱肋向内侧平移,使得人行道在拱肋外侧,拱肋间距为24 m。图2-2拱结构示意图为了使拱肋窈窕,并且满足拱的稳定问题,大沽桥单侧拱对应两排吊杆,形成三维空间结构。由于桥位处为软土地基,拱脚与钢箱梁固定,钢梁内设置系杆,形成系杆拱桥的结构方案。这种结构体系称为“敞开式四索面倾斜拱肋系杆拱桥”。......
2025-09-29

施工总平面布置是对拟建工程项目施工现场的总体布置,表示全工地在施工期间所需各项设施和永久性建筑之间的合理布局。施工总平面图是一个具体指导现场施工部署的行动方案,对于指导现场进行有组织、有计划的文明施工具有重大意义。施工总平面布置除应遵循本部门其他有关专业规程、规范外,还应参照执行各有关专业部门颁布的规程、规范和规定。......
2025-09-29

选中工具,鼠标框选多边形ADEFGJB,右键单击,然后依次单击线段ADE、GJ和KL、MN、OP,将其分别选为不伸缩线、伸缩线和分割线,鼠标在分割线下方右键单击,弹出对话框,输入平均伸缩量值“0.5”,结构线展开,如图4-319所示,单击按钮即可。选中工具,生成翼展省上衣纸样。......
2025-09-29


相关推荐