据此,焊接工艺评定的程序,如图8-8所示。根据工艺评定施焊记录、无损检测记录、热处理记录和接头力学性能试验结果记录,整理焊接工艺评定试验报告。......
2023-06-15
现以锅炉产品为例,焊接工程师可依据TSG G0001《锅炉安全技术监察规程》中第4.3.2.4条对焊接工艺评定文件的规定:“①施焊单位应当按照产品焊接要求和焊接工艺评定标准编制用于评定的预焊接工艺规程(pWPS),经焊接工艺评定试验合格,形成焊接工艺评定报告(PQR),制订焊接工艺规程(WPS)后,方能进行焊接;②焊接工艺评定完成后,焊接工艺评定报告和焊接工艺规程应当经过制造单位焊接责任工程师审核,技术负责人批准后存入技术档案,保存至该工艺评定失效为止,焊接工艺评定试样至少保存5年”,开展相关的焊接工艺评定试验工作。
1.焊接工艺评定的工作程序
焊接工艺评定工作程序的主要步骤为:提出焊接工艺评定项目申请,编制预焊接工艺规程(pWPS)及评定工作所需的其他相关工艺文件,实施焊接工艺评定试验工作(包括试样制备、焊接、热处理、无损检验、理化力学性能试验),编写焊接工艺评定报告(PQR)。
由于各锅炉、压力容器制造单位实际生产组织机构及能力不完全相同,因此焊接工艺评定的工作程序在细节上总是存在些差异。本节在调研大部分锅炉、压力容器制造单位实际生产组织机构及其焊接工艺评定的工作程序基础上,编制了以下两种较为普遍采用的焊接工艺评定的工作程序,供入门者学习和参考,并尽快融入各企业的工作模式。
图10-2所示的焊接工艺评定流程图(一)适用于该企业具备单独的焊接试验室,并具有常规无损检验资质,同时具有出具理化力学性能报告资质的理化力学性能试验室;图10-3所示的焊接工艺评定流程图(二)适用于该企业没有单独设置焊接试验室,并具有常规无损检验资质,但不设立理化试验室或理化试验室资质不全的企业。
在焊接工艺评定过程中,总是难免会遇到工艺评定结果不合格的情况。如果遇到焊接工艺评定试件的性能试验结果不符合焊接工艺文件的规定,应作评定不符合处理,不允许加倍取样复试。此时,焊接工艺评定试验的负责人应分析具体原因,提出改进措施,重新编制焊接工艺文件,再次进行评定试验,直至评定合格为止。
2.焊接工艺评定的规则
国家能源局批准颁发的NB/T 47014—2011《承压设备焊接工艺评定》标准,是在JB 4708—2000的基础上,参照ASME《锅炉压力容器规范》第IX卷,并适当吸收欧洲标准中的有关条款,结合我国法规和国内实际情况所制定的,其同时适用于锅炉、压力容器和压力管道三类产品。
作为刚进入锅炉、压力容器制造企业的焊接工作者,如何尽快掌握这些评定规则,并加以合理利用,不仅可以提高评定的适用范围和节约评定的工作量,同时对企业来说也节约了大量资源。对于NB/T 47014—2011标准的具体条款,这里不作详细解读。本文主要从生产实践角度,描述如何合理地利用标准允许的范围,尽可能减少工艺评定的工作量。
(1)材料类别 根据NB/T 47014,当采用该标准以外的母材进行焊接工艺评定时,应根据该材料的化学成分、力学性能、焊接工艺性参照NB/T 47014的表1进行归类,并填写归类报告。这样,该评定就可以适用于符合NB/T 47014同类别中其他母材的焊接。这样可以减少大量的焊接工艺评定工作。
(2)焊接材料类别 根据NB/T 47014,当采用该标准以外的焊接材料进行焊接工艺评定时,应根据该焊接材料的化学成分、力学性能、焊接工艺性参照NB/T 47014表2~5进行归类,并填写归类报告。这样,该评定就可以适用于符合NB/T47014同类别中其他焊接材料的焊接。这样可以减少大量的焊接工艺评定工作。
(3)厚度范围 根据NB/T 47014标准,当试板厚度≥38mm,填充金属厚度≥20mm时,其适用的厚度范围可以达到5~200mm。
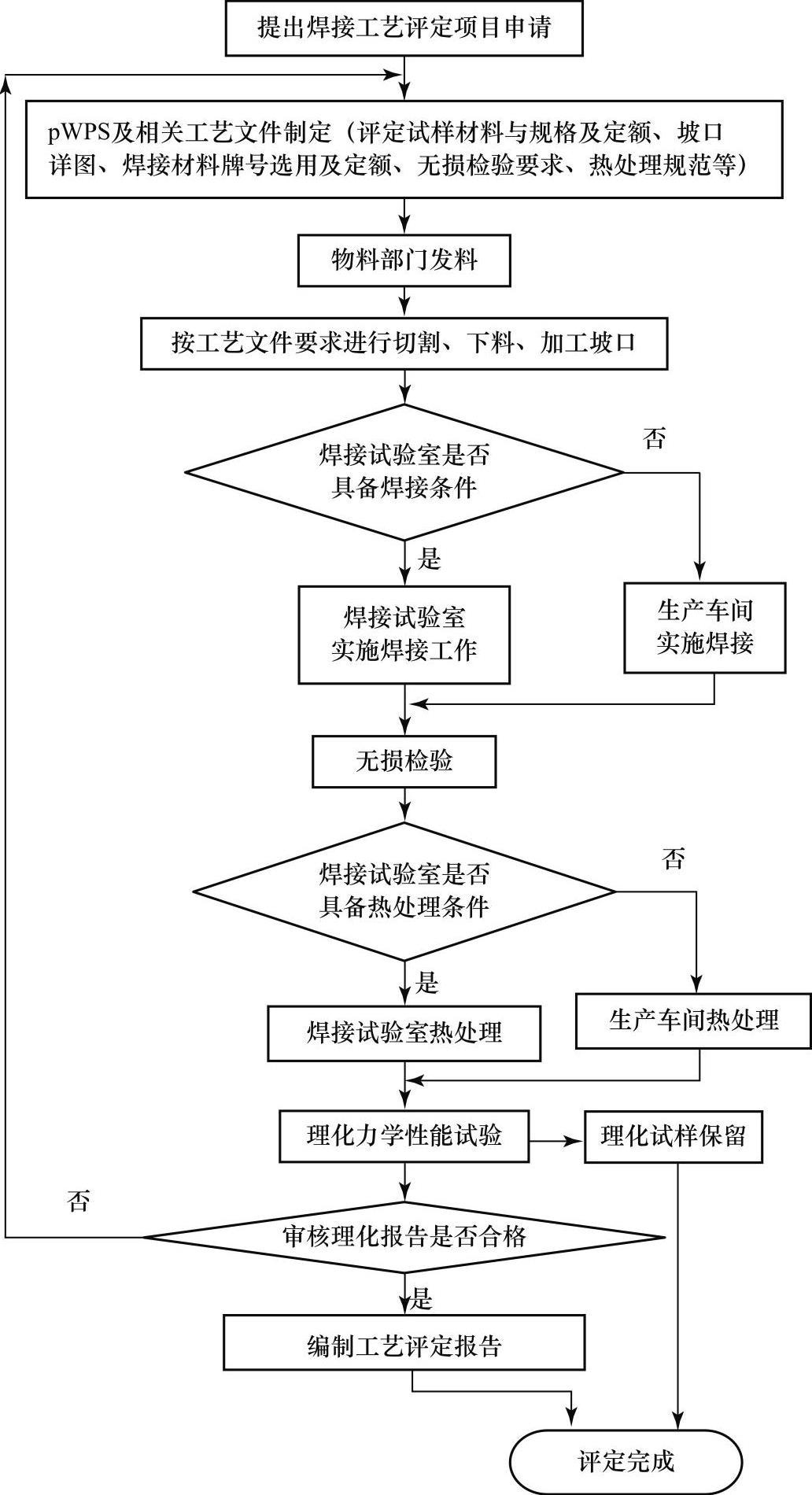
图10-2 焊接工艺评定流程图(一)
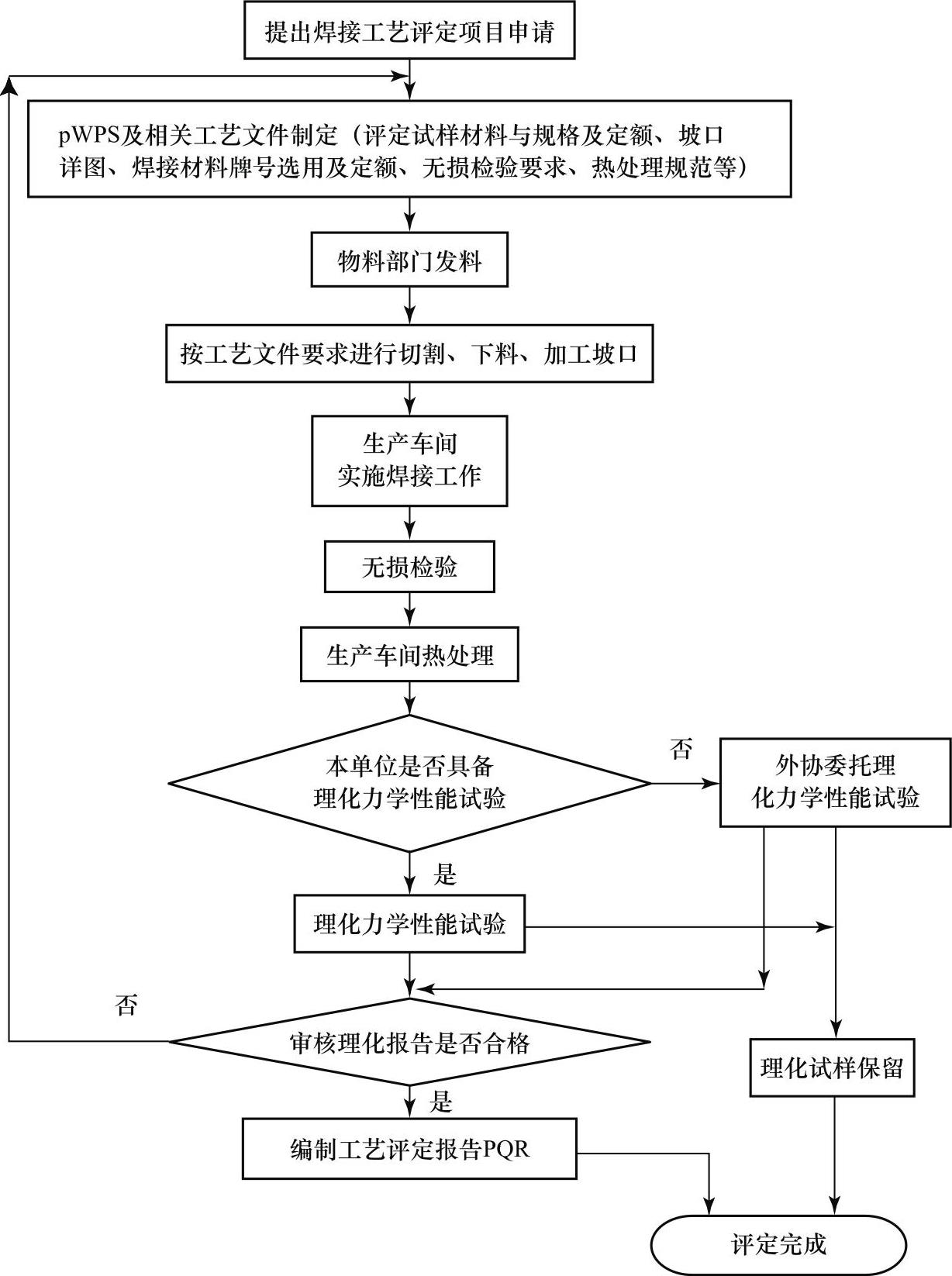
图10-3 焊接工艺评定流程图(二)
例如,采用厚度为45mm的试板或管子,采用GTAW+SMAW+SAW组合焊接对接焊缝,GTAW打底焊接厚度控制在5mm,SMAW和SAW焊接方法的填充金属厚度都分别焊到20mm厚,则在不要求冲击韧度考核的前提下,除了GTAW母材适用厚度范围达到200mm,填充金属厚度达10mm外,另两种焊接方法的每一种焊接方法无论母材适用范围还是填充金属适用范围均可以达5~200mm。该评定项目不仅可用于板对接,还可用于管对接,也适用于任意厚度的角焊缝焊接。同时该评定中的每一种焊接方法还可以单独使用。
只要制造企业具备准备这样厚度的母材条件,我们就可以少做很多的焊接工艺评定试验。
3.焊接工艺评定的编写方法
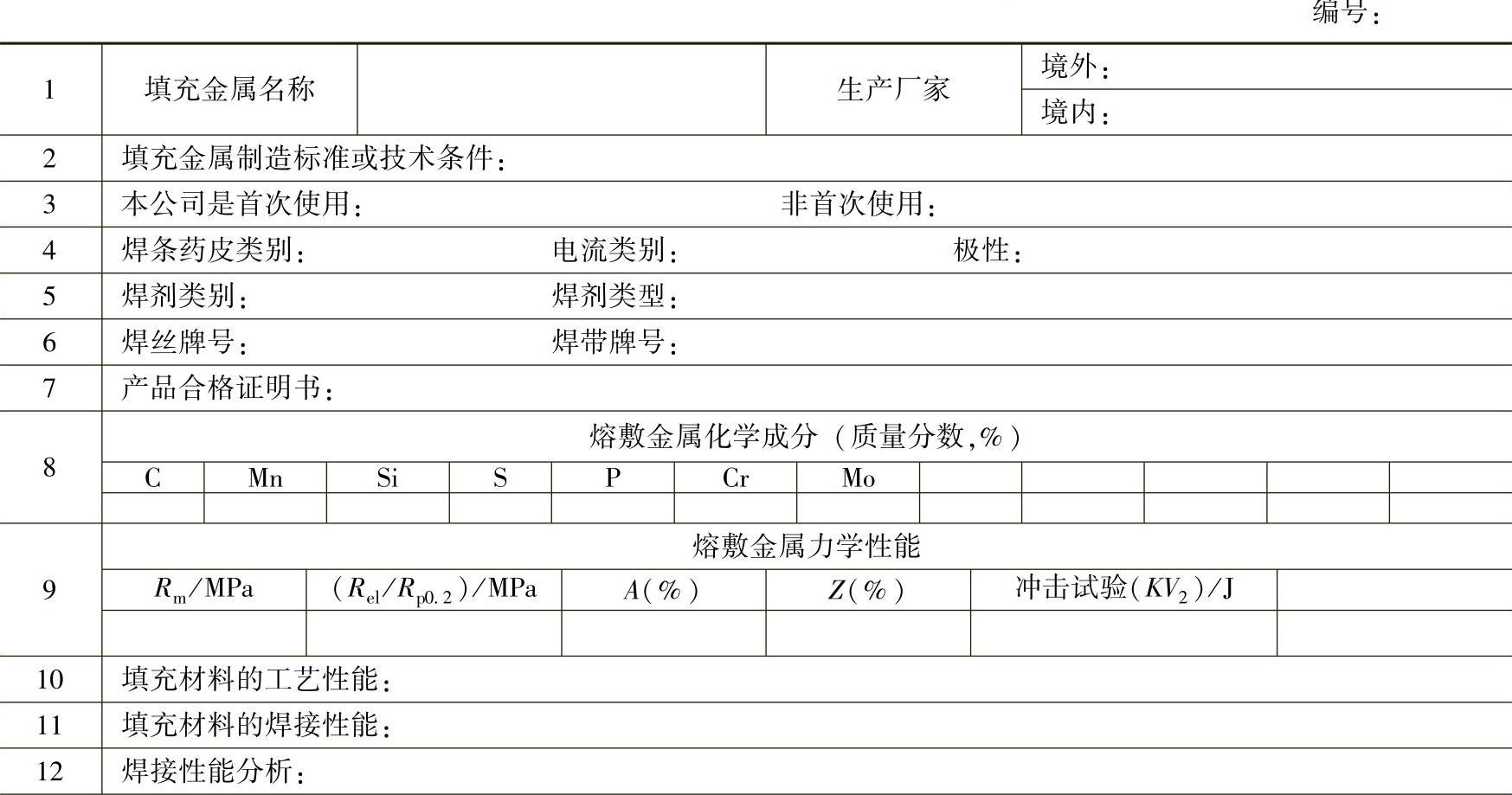
按照NB/T 47014—2011标准中附录F,推荐了焊接工艺评定报告、焊接工艺规程等样表。各企业单位可以在此基础上修订适合本企业的焊接工艺评定报告、焊接工艺规程的表格形式,也可以直接引用。在整理焊接工艺评定报告时,应注意当采用NB/T 47014标准中未列出的母材或焊接材料时,还需要编写相应的母材归类报告、填充金属的归类报告,见表10-8和表10-9。
表10-8 承压设备母材归类报告
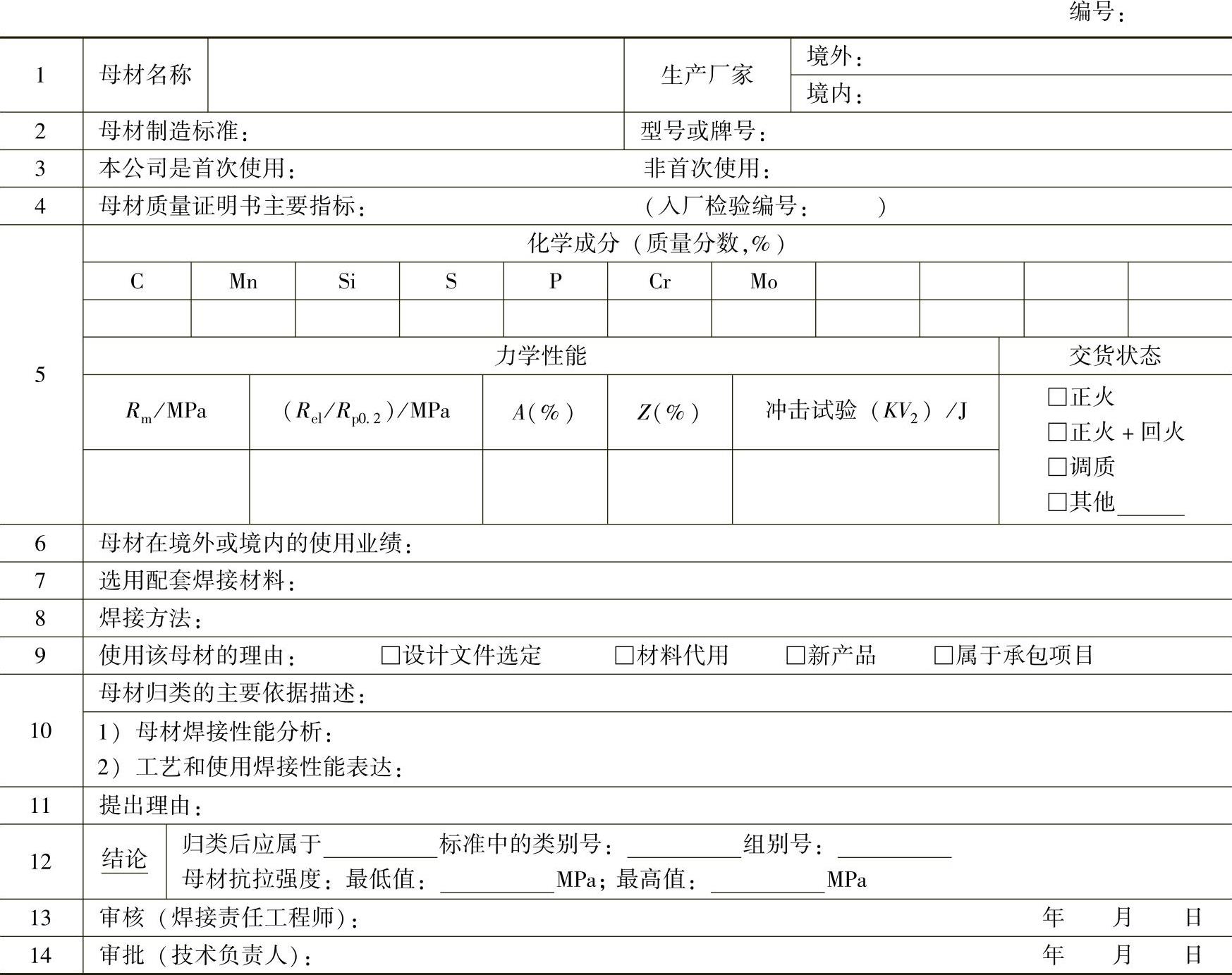
注:1.母材归类、归组与焊接材料归类分别进行,不同一张表。
2.每一类母材(钢号)归类,自成一份,专门编号,集中归档,并接受监检人员核查。
表10-9 承压设备填充金属归类报告
(续)
以下针对NB/T 47014—2011附录F推荐的预焊接工艺规程和焊接工艺评定报告的表式,并结合对部分关键栏目的填写内容进行具体解读,供读者参考。
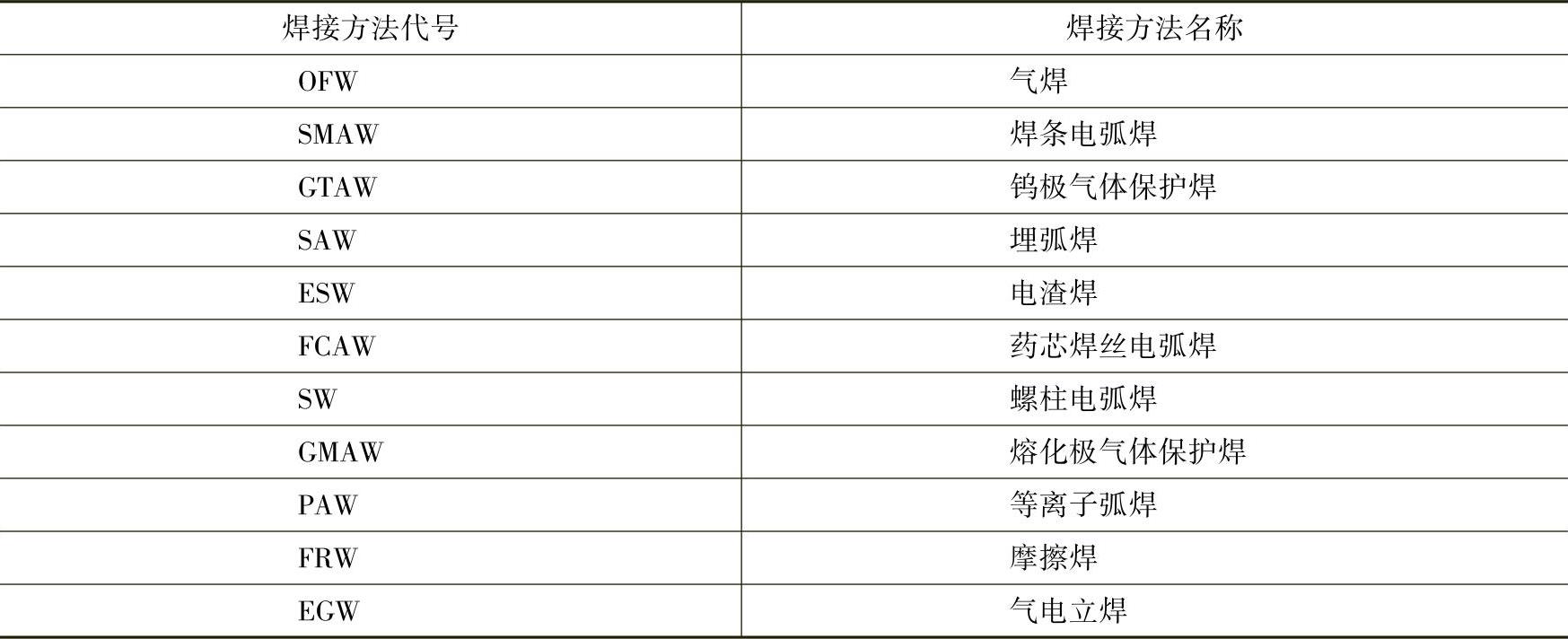
1)焊接方法:中文(英文缩写),常用的焊接方法及其代号参见表10-10,各制造企业也可以在此基础上自行扩充一些可以辅助描述堆焊、全位置焊接、机械化、多丝及热丝等代码。
表10-10 焊接方法代号一览表
2)自动化等级:分自动、手工、机械或半自动几种情况,需根据实际情况填写。
3)接头及简图:对于pWPS主要填写所要指导工艺评定的接头类型,如单V形对接、双V形对接、X形对接、V形坡口角焊缝、角接等及焊接坡口形式;当采用衬垫焊接时,还需注明衬垫材料及其规格。对于PQR主要填写实际评定时的坡口角度、试板尺寸、焊道及焊层截面布置示意图以及焊接顺序等。
4)母材:填写适用于评定所需要试板的材料类别号、组别号或(和)标准、代号及适用的母材厚度范围。
5)填充金属:填写每一种焊接方法对应的焊接材料类别、焊接材料标准、焊接材料规格、焊接材料型号、焊接材料牌号、填充金属类别及熔敷金属厚度范围等。对于PQR报告还需要根据实际评定情况填写每种焊接方法对应的熔敷金属厚度;堆焊评定还需分别描述过渡层、面层堆焊厚度。
6)预热:填写适用于工艺评定的情况,分别填写最低预热温度、最高层间温度,以及是否需要去氢处理及后热缓冷处理。
7)焊后热处理:填写焊后热处理的保温温度范围和保温时间范围及其他特殊规定。
8)气体:根据焊接方法及评定需要,填写保护气、尾部保护气、背面保护气的气体种类、混合比和流量的要求以及其他特殊规定。
9)电特性:根据焊接方法及评定需要,填写是否需要脉冲电流、最大热输入、钨极尺寸和类型、金属过渡方式等。
10)施焊技术:根据焊接方法及评定需要,填写是否采用摆动、摆动的技术要求(摆动速度、两侧停留时间等)、喷孔或喷嘴尺寸、背面清根方法、导电嘴至工件的距离等。
11)焊接规范:应按层填写,当有冲击韧度考核时,焊接规范的最大热输入应符合NB/T47014的规定。
12)实际焊接记录:填写每一层/道焊缝的实际焊接参数,当焊层/道数较多填不下时,可以将采用相同焊接参数的焊道合并填写。并将原始焊接记录作为工艺评定报告的附件一起入库。
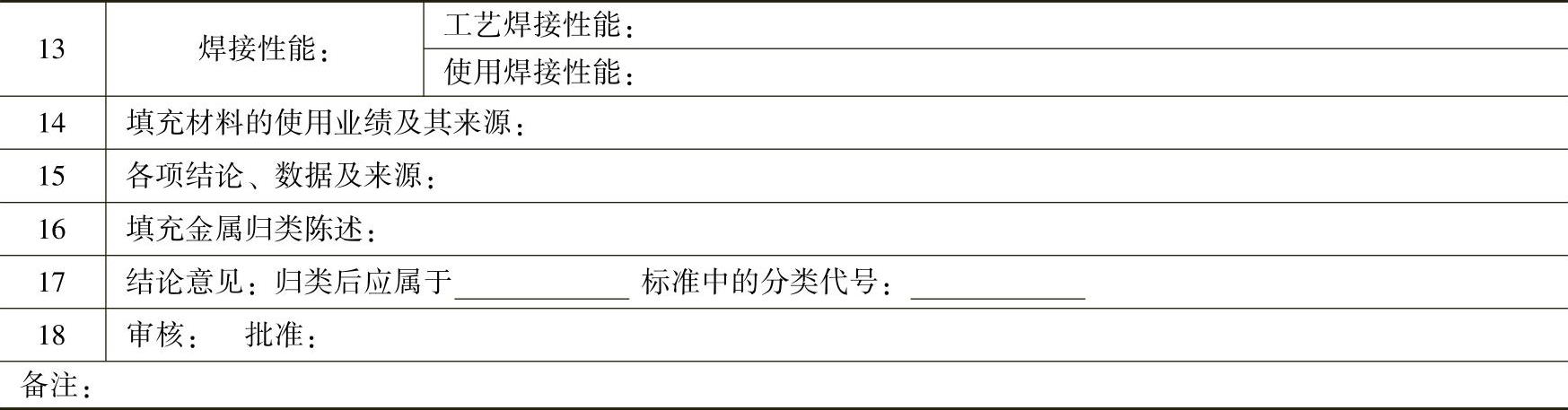
13)试验数据:根据理化试验报告结果,分别填写试验数据及试验报告编号。
14)其他:作为一份完整的PQR报告,还需要附上以下附件来补充说明工艺评定的真实有效。例如,焊接工艺评定试件的焊接过程记录(见表10-11)、焊接试件的无损检验报告、焊接试件的热处理曲线、焊接材料质保书、母材质保书、工艺评定理化试验报告、母材归类报告(如有的话)、焊接材料归类报告(如有的话)等。
表10-11 焊接工艺评定施焊过程记录表

4.焊接工艺评定报告的格式及实例
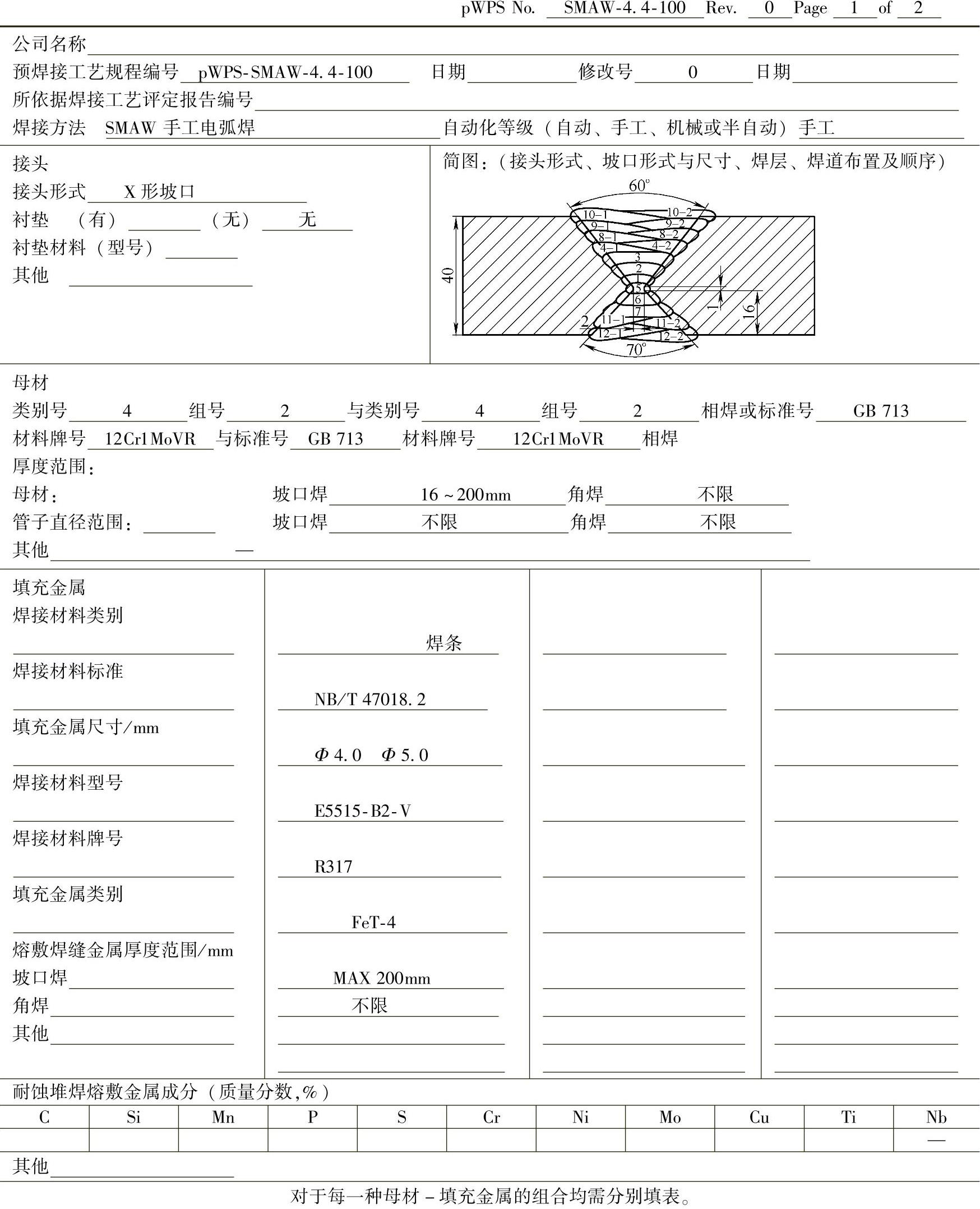
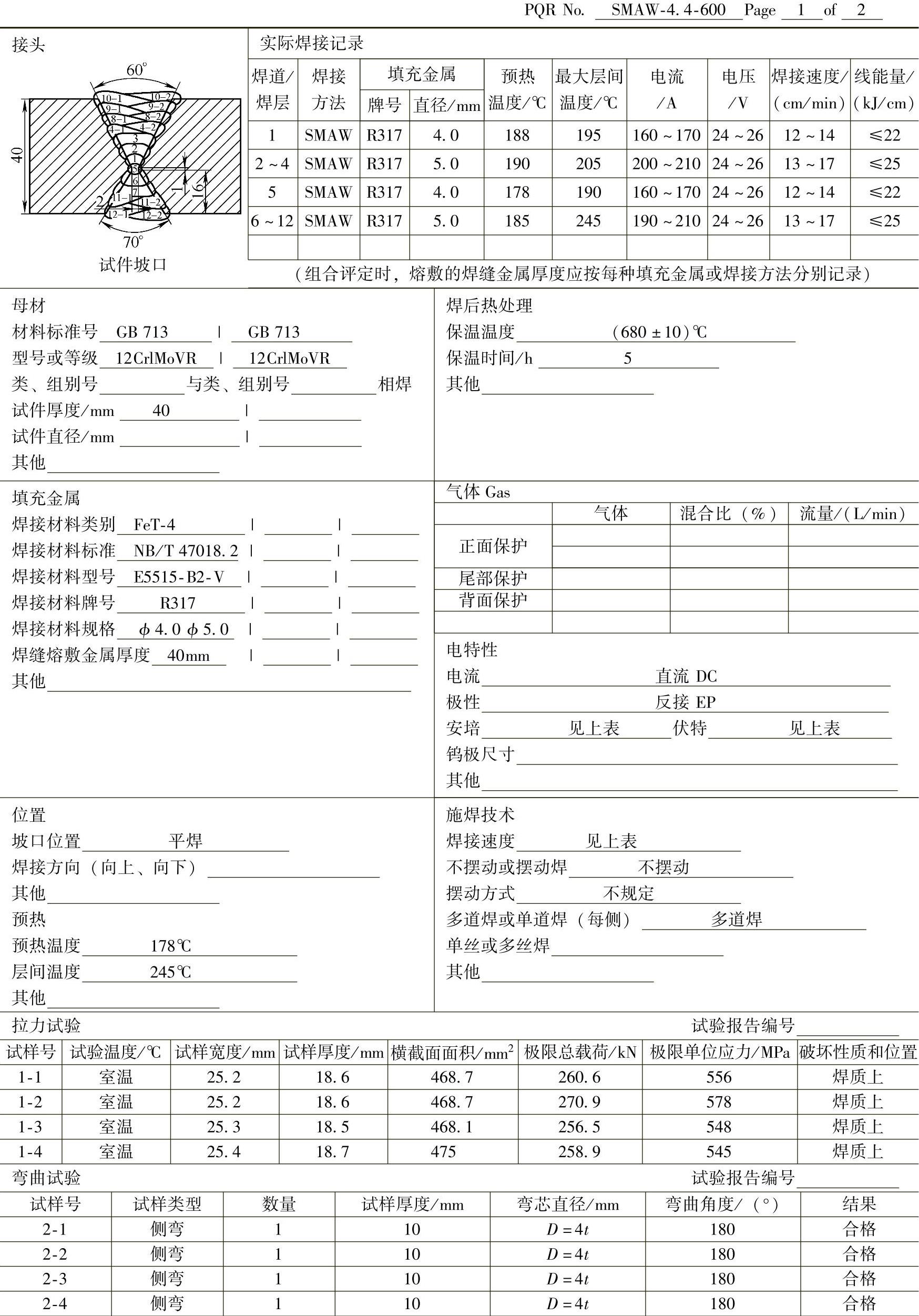
现结合锅炉压力容器用钢12Cr1MoV材料的焊接工艺评定试验,介绍焊接工艺评定报告的格式及内容实例。按照焊接工艺评定的流程,首先应编制一份预焊接工艺规程(pWPS),然后进行相关的焊接试验及检验,最后汇总编制焊接工艺评定报告(PQR),具体格式及内容见表10-12和表10-13。
表10-12 预焊接工艺规程(pWPS)
(续)
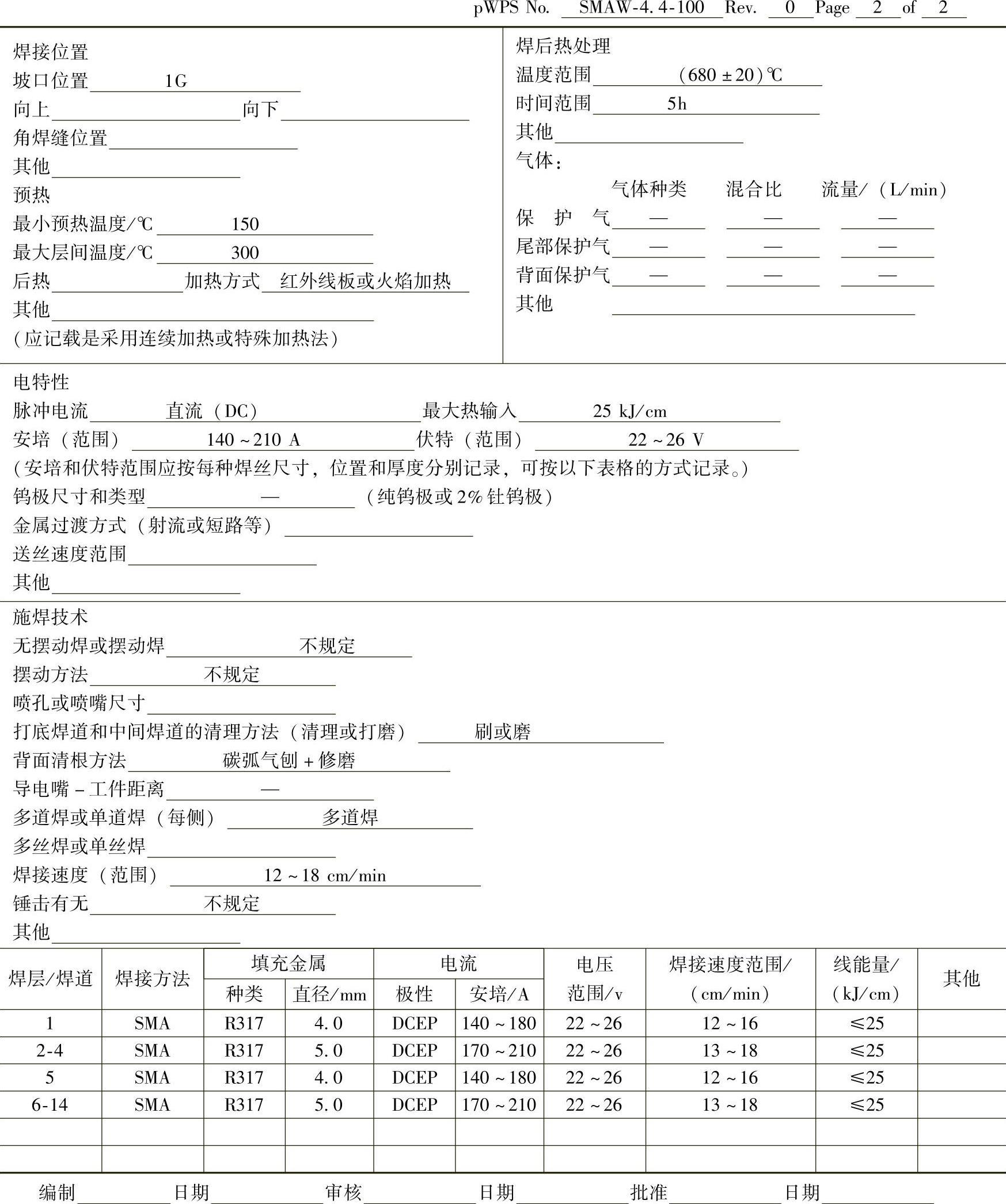
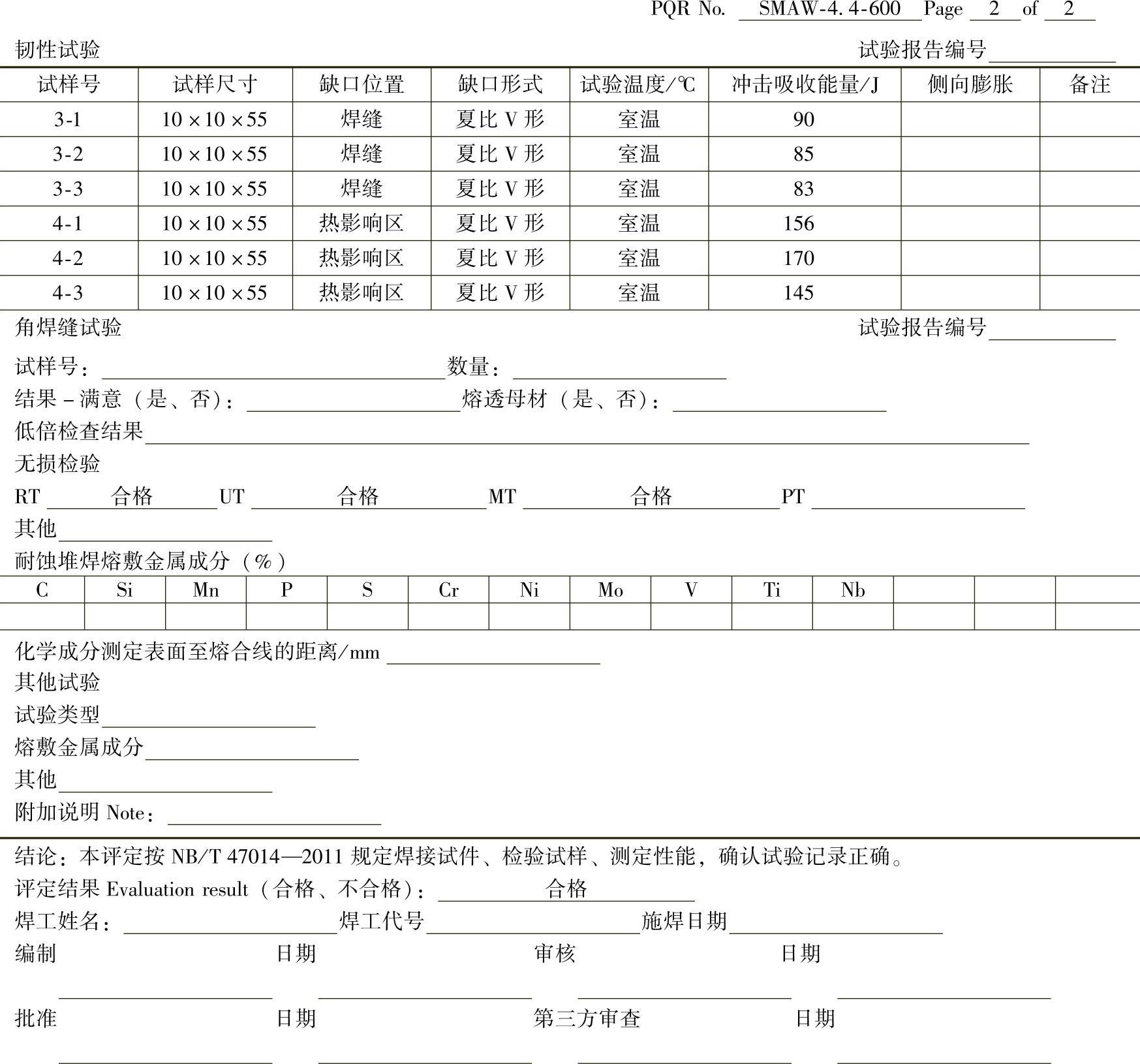
表10-13 焊接工艺评定报告(PQR)

(续)
(续)
有关焊接制造工程基础的文章

据此,焊接工艺评定的程序,如图8-8所示。根据工艺评定施焊记录、无损检测记录、热处理记录和接头力学性能试验结果记录,整理焊接工艺评定试验报告。......
2023-06-15

焊接工艺评定的目的除了验证焊接工艺规程的正确性外,更重要的是评定制造单位的能力。美国ASME规范认为,焊接工艺评定的目的是确定拟建造的产品满足对预定应用场合提出的各项性能要求的能力。焊接工艺评定报告应有企业管理者或管理者代表审查签字,以保证该企业完成的焊接工艺评定程序的合法性,以及试验结果的可靠性。......
2023-06-28

评定合格的焊接工艺,对焊缝金属和母材厚度有一定的使用范围。表53 焊接工艺适用于铸钢件的母材厚度和焊缝金属厚度的有效范围当采用两种或两种以上焊接工艺焊接的试件评定合格后,适用于铸钢件的厚度有效范围不得以每种焊接工艺评定后所使用的最大厚度进行叠加。焊接工艺评定报告有完成该项评定试验的焊接工程师填写并签字,内容必须真实完整。除了上述焊接工艺评定的一般程序外,实际评定中还应考虑下列问题。......
2023-06-28

应经焊接责任人审核、技术负责人批准。9)生产单位技术部门负责将焊接工艺评定资料归档、保存。10)焊接工艺评定试样一般由焊接试验室保存,保存期应符合相关安全技术规范的规定。12)对焊接工艺评定结果不合格的,应由焊接责任人召集有关人员分析原因,修改焊接参数,重新制定“焊接工艺评定指导书”,并按上述程序重新进行焊接工艺评定试验。......
2023-06-23

焊接工艺评定所选用的设备、仪表和辅助机械均应处于正常工作状态;钢材与所用的焊接材料必须符合相应的标准;需由本单位技能熟练的焊工焊接试件,焊缝的热处理也必须由专门从事热处理的工人进行。表8-7 焊接工艺评定的次要因素(续)注:符号“√”表示对该焊接方法为次要参数。④类别号为Ⅱ、组别号为Ⅵ-1母材的评定适用于该类别号或该组别号母材与类别号为Ⅰ母材所组成的焊接接头。......
2023-06-15
焊接工艺评定试件应由该工程施工企业中持证的焊接人员施焊。焊接工艺评定结果不合格时,允许在原焊件上重新加倍取样进行检验。对于焊接难度等级为A、B、C级的钢结构工程,其焊接工艺评定有限期为5年。Ⅲ、Ⅳ类中钢材的栓钉焊接工艺评定试验不得相互替代。非熔化极气体保护焊时,下列条件之一发生变化,应重新进行工艺评定:1)保护气体种类的变换。......
2023-08-22

因此,可以用碳当量数值的大小来间接评定钢材焊接性的优劣,并据此提出防止产生焊接裂纹的工艺措施。焊接热裂纹的敏感指数法根据材料化学成分对焊接热裂纹敏感性的影响,在试验的基础上提出可预测和评估低合金高强度结构钢焊接热裂纹敏感性方法。......
2023-07-02

相关推荐