在确定整个焊接结构的生产工艺过程时,应根据该焊接结构的生产特点和工艺特点,尽量采用现代化焊接技术,并结合现有条件,采取必要措施解决生产技术问题。焊接结构生产的工艺过程包括以下内容。2)在脆性转变温度以下工作的焊接结构,在焊后应进行消除应力回火处理,以减小结构产生脆性破坏的可能性。在制定钢结构的生产工艺时,同时要制定出检验内容和检验程序。......
2023-06-15
焊接工艺方案主要包括以下几方面内容:
1.焊接设备的准备
每个制造企业的焊接设备各有特色,不尽相同。作为焊接技术人员在制定焊接工艺方案前,首先要了解本企业具备哪些设备,其次要了解市场上有哪些现成的专用设备,尤其是遇特殊情况,还必须有针对性地与科研单位和(或)专业设备厂家联合开发专用焊接设备。
制造企业通常都在每年四季度根据各自企业的技术发展规划、产能评估情况、设备完好状态等因素,经综合评估后制订下一年度的设备采购计划。一般情况下,焊接设备可分为标准设备和非标准设备两大类。标准焊接设备比较常见的有:焊条电弧焊机、手工氩弧焊机、CO2气体保护半自动焊机、小车式埋弧焊机、焊条烘箱、焊剂烘箱等。非标准的焊接设备主要指一些专用设备,例如:锅炉膜式壁水冷壁管屏拼排焊机、锅炉受热面管直管拼接焊生产线、筒体窄间隙埋弧焊设备、筒体马鞍形管座埋弧焊机、压力容器壳体内壁带极堆焊设备等。
通常企业在下达设备采购计划后,由焊接技术人员根据焊接设备的标准属性制定相应的选型表或非标设计任务书。标准的焊接设备一般填写选型表,具体表示方法的样例参见表10-3。然而针对非标准的焊接设备需编制非标设计任务书,尤其遇到大型关键焊接设备的采购,还会要求焊接技术人员进行相关可行性分析,然后再编制非标设计任务书。以下简要概述设备采购可行性分析报告和非标设计任务书所包含的主要内容。
(1)可行性分析报告所包含的内容
1)设备名称。
2)设备用途。
3)项目来源。
4)可行性分析内容。
①背景情况简述。
②生产能力、工艺水平、设备负荷、产品质量等因素分析。
③设备主要性能及技术参数要求。
④技术与经济性分析。
⑤设备预估价格及推荐厂商情况。
⑥设备工艺流程布置情况。
5)结论。
(2)非标设计任务书所包含的内容
1)设备名称。
2)项目来源。
3)设备用途。
4)设备组成。
5)技术要求及技术规格。
①产品焊接对象的适用范围。
②焊接电源及焊接参数的技术要求。
③焊接设备及控制系统的要求。
6)设备设施危险源和环境因素的识别。
7)设备动力配置。
8)需提供的技术文件。
9)备品备件。
当焊接设备选型表、非标设计任务书、可行性分析报告完成后,就可逐步进入招投标、技术协议谈判和签订、焊接设备原地验收和入厂验收等工作。
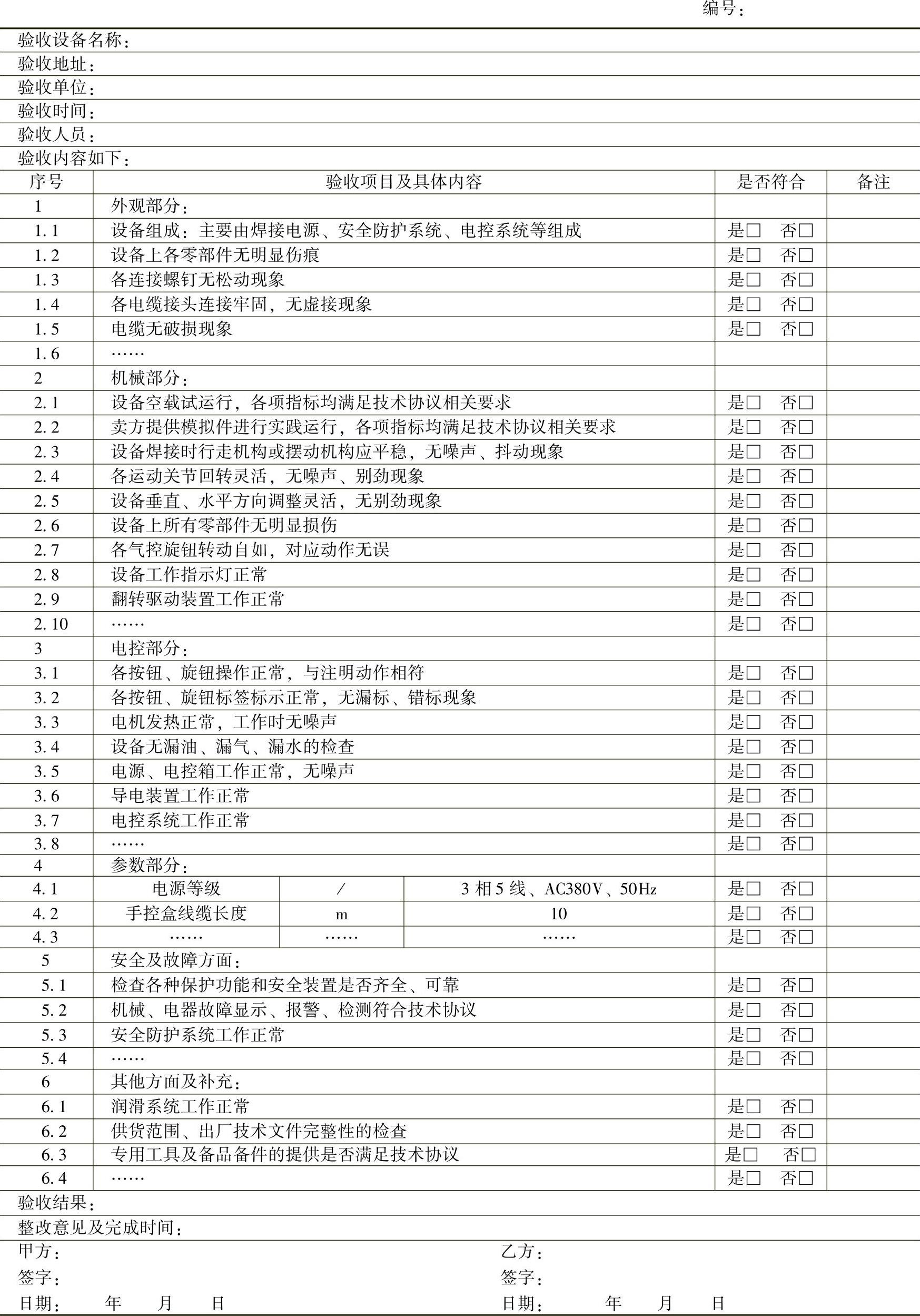
在招投标阶段,一般需要焊接技术人员参与对投标方的技术评审工作,主要对投标方的技术能力、水平及应用业绩进行综合打分及评价。在技术协议谈判和签订过程中,将根据设备承制方的实力进一步细化和补充选型表或设计任务书无法体现的技术要求、操作要求、验收要求以及备品备件清单等。对于非标准的焊接设备,在进行原地验收和入厂验收之前,有的制造企业还要求焊接技术人员编写验收大纲。验收大纲主要体现实际设备满足技术协议中所提到的各种技术参数、设备组成、控制系统等要求,样张设计可参见表10-4。
表10-3 标准设备选型表

表10-4 焊接设备验收大纲
2.新材料试验项目的立项研究
新材料试验项目的提出,通常基于制造企业根据市场未来发展趋势、结合新产品的研发,由设计部门提出新材料的应用需求,焊接工程师对新材料的焊接工艺性能列出各种试验研究方案,并按照TSGG0001《锅炉安全技术监察规程》中第2.5条要求:“新材料的研制采用没有列入本规程的新材料时,试制前材料的研制单位应当进行系统的试验研究工作,并且应当按照本规程1.6的规定通过技术评审和核准。评审应当包括材料的化学成分、物理性能、力学性能、组织稳定性、高温性能、耐蚀性、工艺性能等内容”,提出对新材料的焊接工艺性能试验项目的立项申请。对于新材料的焊接工艺性能试验,通常可以从冷裂纹敏感性试验、热裂纹敏感性试验、再热裂纹敏感性试验、产品接头热处理模拟试验等几个方面,结合项目特点有针对性地开展。
3.焊接材料申请单的编制
当设计部门将产品图样主要零部件的材料、规格以及主要焊缝的接头坡口结构形式明确后,焊接工艺技术人员就可以开始进行各类焊接接头焊接材料的估算。焊接材料的估算包含两个方面:一方面是某个焊接接头的理论消耗定额,其计算方法可参照10.4.2焊接材料定额的计算;另一方面是考虑该焊接接头由于设备、操作技能等引起的合格率允许范围内的返修引起的焊接材料损耗。在生产实践中,后一种损耗系数是最难把握的。一般情况下,通用焊接材料可多可少,可以在同类型产品中互相消耗和补充。对于特殊焊接材料,则预估时适当增加采购余量,同时在生产制造过程中应及时关注其实际消耗情况,必要时提出紧急补充采购通知。
焊接工艺技术人员综合以上各种因素,确定焊接材料预估值后,根据各制造企业管理程序文件的规定,需要填写焊接材料申请单(见表10-5),以便采购人员及时进行焊接材料的资源锁定和采购工作。
4.焊接工装任务书的编制
在制造企业中,往往习惯性地将焊接设备的备品备件作为焊接工装的一部分。例如,埋弧焊、气体保护焊用的导电嘴/送丝嘴;氩弧焊用的保护气体喷嘴等。焊接工装还包括焊接设备无法永久性完整提供的、需要结合产品实际结构、为确保焊接设备正常运转并获得合格焊接质量的焊缝而需要进行不断调整的零部件。
焊接工装是焊接设备为满足产品结构要求确保正常运转的关键手段,是保证生产有序开展的重要环节。一般情况下,焊接工艺技术人员在焊接工艺方案策划过程中,需结合项目具体情况,在确定焊接工艺方法的同时,就需要根据专用焊接设备使用情况,梳理相应的焊接工装,当现有的焊接工装无法满足产品结构制造要求时,就必须要设计相应焊接工装,从而要求焊接工程师依据焊接生产的条件,编制焊接工装设计任务书(见表10-6)。比较常见的焊接工装有装配及焊接用定位芯轴、背面保护装置等。
表10-5 焊接材料申请单样张

表10-6 工艺装备设计任务书样张

5.焊接工艺评定试验项目的申请
在锅炉、压力容器焊接工艺方案策划过程中,焊接工艺评定试验是非常重要的。现以锅炉产品为例,介绍焊接工艺评定试验项目的申请程序。根据TSGG0001《锅炉安全技术监察规程》中第4.3.2条规定的焊接工艺评定范围:“锅炉产品焊接前,施焊单位应当对以下焊接接头进行焊接工艺评定:①受压元件之间的对接焊接接头;②受压元件之间或者受压元件与承载的非受压元件之间连接的要求全焊透的T形接头或者角接接头”。同时要求,所有支持承压焊缝及重要受力焊缝的焊接工艺评定试验工作必须在产品制造前完成。
焊接工艺评定试验项目的提出,对产品设计信息输入的需求比较多。一般从焊缝两侧的母材牌号、规格,选用的焊接方法,焊接材料,预热温度,后热温度,热处理规范等方面去考虑。焊接工程师应依据产品制造所遵循的法规要求,核对制造企业现有合格的焊接工艺评定项目,要确保每个接头的焊接工艺都有合格的焊接工艺评定支持。如果发现某个接头的焊接工艺没有合格的焊接工艺评定支持,焊接工程师应提出新的焊接工艺评定项目,并按制造企业质保手册所规定程序,提出新的焊接工艺评定试验项目的申请,编制焊接工艺评定试验项目申请单,样张见表10-7。
表10-7 焊接工艺评定申请单样张
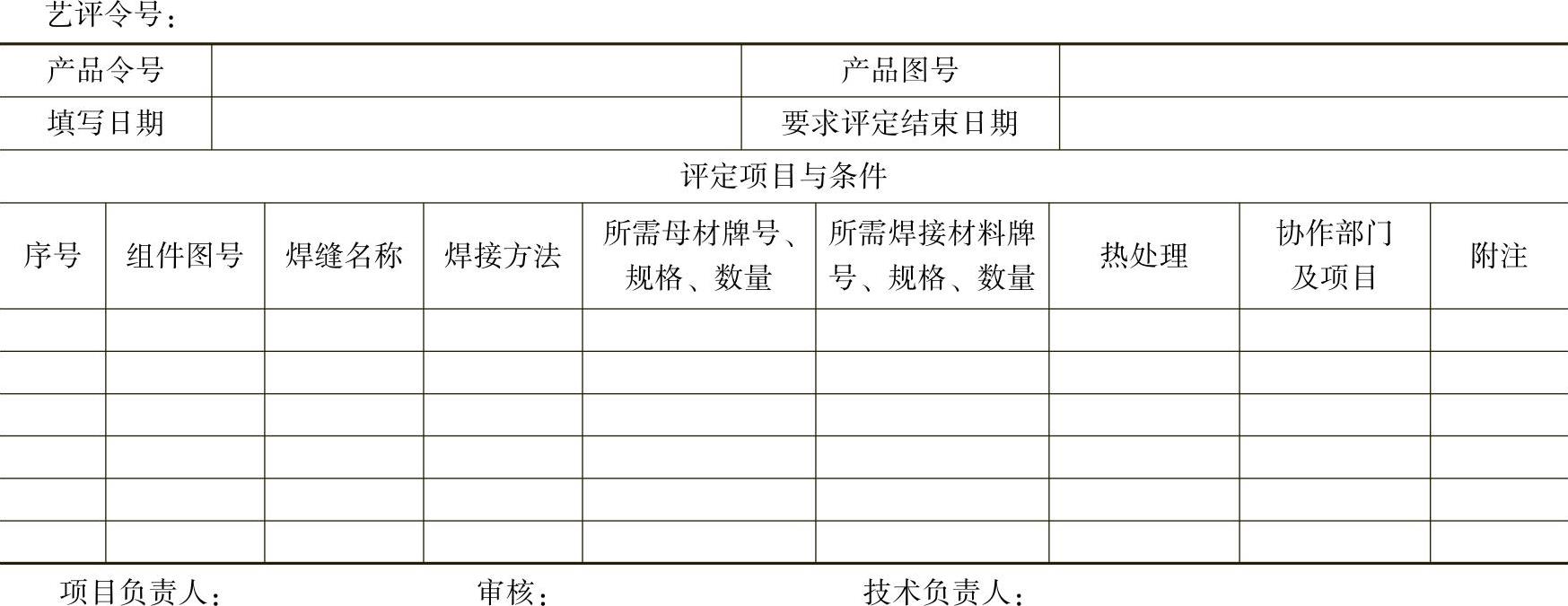
备注:本申请单经技术负责人审核后副页分发有关协作部门。
6.焊工资格审查
焊接操作人员(焊工)属于特殊工种,所有人员必须经过培训、考试才能上岗操作。现以锅炉产品为例,介绍焊工资格审查要求。根据TSGG0001《锅炉安全技术监察规程》中第4.3.1条规定:“焊接锅炉受压元件的焊接操作人员(焊工),应当按照《特种设备焊接操作人员考核细则》(TSG 26002)等有关安全技术规范的要求进行考核,取得《特种设备作业人员证》后,方可在有效期内从事合格项目范围内的焊接工作。”提出焊工考试项目是焊接工艺方案策划过程中的一项重要工作,焊接工程师应了解本企业合格焊工的状况,建立相关的焊工信息管理系统。在项目实施中,如果采用新工艺、新材料、新结构时,就有可能出现本企业中现有的焊工资格不能覆盖新产品工作需要的情况,这就需要焊接工程师,立即提出新焊工考试项目,并制定焊工培训和考试方案,及时提醒生产车间提前做好相关的焊工培训和焊工考试工作。
有关焊接制造工程基础的文章

在确定整个焊接结构的生产工艺过程时,应根据该焊接结构的生产特点和工艺特点,尽量采用现代化焊接技术,并结合现有条件,采取必要措施解决生产技术问题。焊接结构生产的工艺过程包括以下内容。2)在脆性转变温度以下工作的焊接结构,在焊后应进行消除应力回火处理,以减小结构产生脆性破坏的可能性。在制定钢结构的生产工艺时,同时要制定出检验内容和检验程序。......
2023-06-15

工程机械厂金属结构车间 图11-4为某金属机械厂的金属结构车间平面布置图。车间全长106.5m,宽48m。另外有1t摇臂吊车16台,铲车2台,装卸料车1台,自动焊机1台,半自动气体保护焊机40台,焊条电弧焊机11台,焊接变位机若干。......
2023-07-02

搅拌摩擦焊本身也存在如下缺点:1)不同的结构需要不同的工装夹具,设备的灵活性差。焊接速度 图2-4-21为焊接速度对铝锂合金搅拌摩擦焊接头抗拉强度的影响。......
2023-06-26

表3-18 熔制法配制熔剂的工艺参数熔炼工艺是先将KCl、NaCl按上表规定的配料比例准确称取后装入炉内升温熔化。出炉温度应控制在850℃以下,控制每炉熔剂的熔制时间不得超过6h。NaCl+KCl+CaF2(4.4)+Na2AlF6(6.6)铝合金用熔剂的配制工艺1)按配比称取各组元,放入干净的容器内。......
2023-06-26
电弧喷涂的主要工艺参数有:喷涂电压、喷涂电流、雾化空气压力和流量、喷涂距离。由此可见,电弧电压对喷涂质量影响很大,在保证电弧稳定燃烧的前提下,应选择尽可能低的喷涂电压值。表2-7 常用材料的喷涂工作电压2.工作电流用于电弧喷涂的电源应具有平特性或略带上升的外特性,喷涂过程中,电弧电压保持不变,工作电流随送丝速度的增大而增大。......
2023-06-18
工频感应电炉常用于熔炼锡青铜,它可有效减少甚至避免偏析现象的产生,熔炼时多采用木炭或碳质材料如石油焦等作为覆盖剂。硅青铜的熔炼特点与铝青铜相似,其熔体的吸气性比较强。......
2023-06-22

镍基合金含有Al、Ti等易氧化元素,与钢铁合金相比,熔体的粘度较大,导热性差,电阻大,因此在选择电渣重熔工艺参数时有其自身的特点。表5-5 镍基合金电渣重熔所用组元在不同渣系中的含量2)渣系中各组元的作用。Al2O3:增加渣系的电阻,提高渣温和熔化速度。确定熔炼电流与电压,进行电渣重熔1)选择工作电流I。熔炼期的电流称为工作电流,工作电流大小一般由电极的电流密度来确定。......
2023-06-22
表5-12 钛合金铸造用铝基中间合金的配制工艺(续)(续)(续)① 配制铝钒中间合金时,因金属钒价格昂贵,而V2O5价格低廉,故应尽量使用V2O5而不使用金属钒作炉料,以简化工艺降低成本。......
2023-06-26
相关推荐