闪光对焊又可分为连续闪光对焊和预热闪光对焊。闪光对焊时,在加热过程中虽有熔化金属,但实质上是塑性状态下的固相焊接。闪光对焊的热源及加热特点 闪光对焊时的热源是焊接区析出的电阻热。由于电阻的上述特点,闪光对焊时接触电阻rc对加热起主要作用,其产生的热量占总析出热量的85%~90%。......
2023-06-26
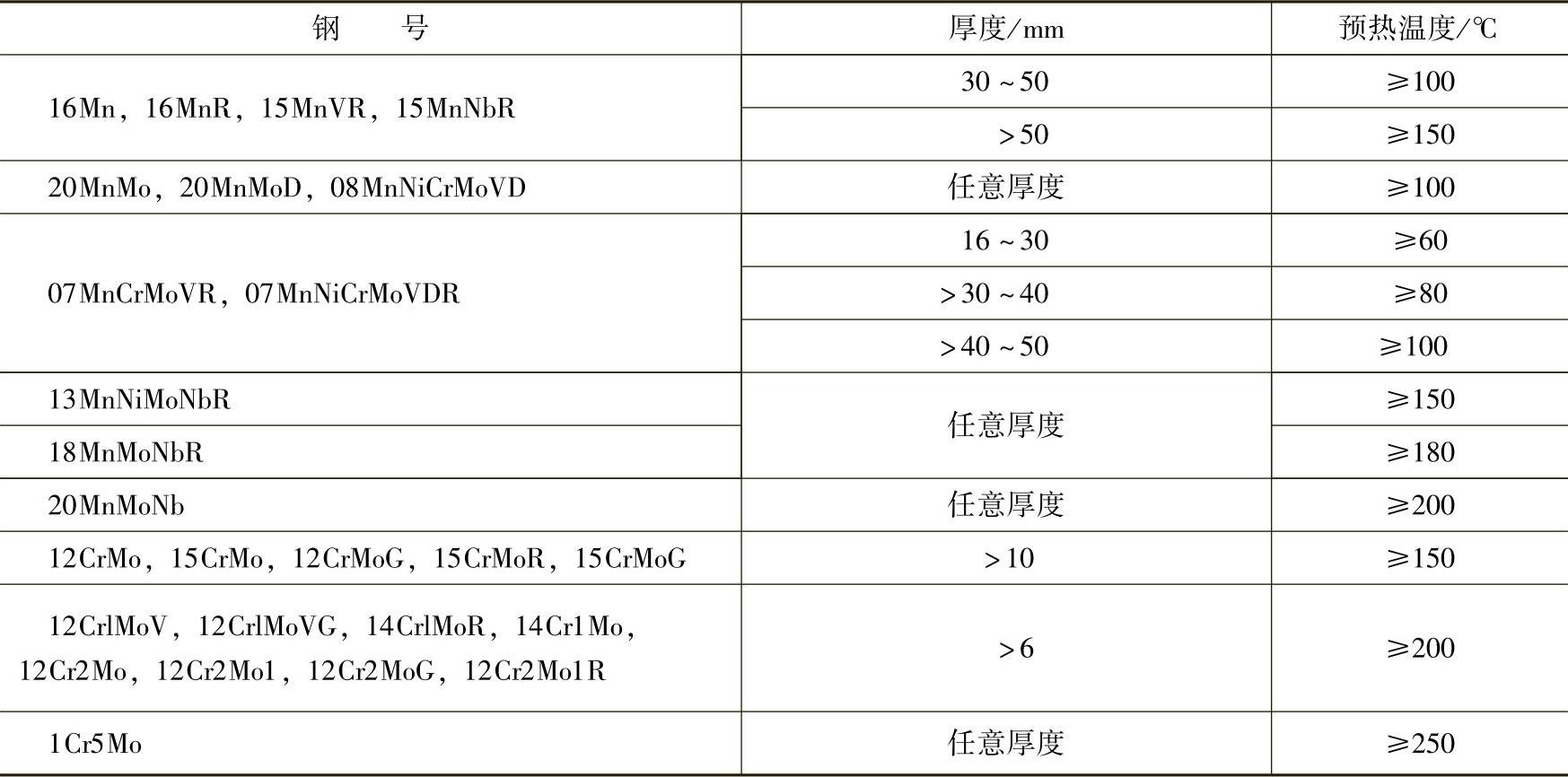
焊前预热的目的是减缓接头在焊接加热时的温度梯度及冷却速度,适当延长在800~500℃区间的冷却时间,改善焊缝金属和热影响区的显微组织,从而减少和避免产生淬硬组织,有利于氢的逸出并可防止冷裂纹的产生。根据不产生裂纹的最低预热温度建立了一些确定预热温度的计算公式,在局部预热条件下(气体火焰喷嘴、多喷嘴、电加热等),许多资料给出了根据板厚和材料裂纹敏感指数PW确定预热温度的方法。但这些公式和图线都有其应用范围,使用时应予以注意。实际上,除依据母材成分、焊接性能、板厚考虑预热外,焊接接头的拘束程度、焊接方法和焊接环境等都应综合考虑,必要时通过试验决定。不同钢号(或不同工件如管座与主管、非承压件与承压件)相焊时,按预热温度要求较高的钢号与工件选取。采用局部预热时,应防止局部应力过大。预热范围为焊缝两侧各不小于焊件厚度的3倍,且不小于100mm,较厚工件(如大于35mm)的焊接接头预热时的升温速度应符合热处理升温规定。需要预热的焊件在整个焊接过程中应不低于预热温度,层间温度不低于规定预热温度下限,且不高于400℃。当用热加工方法下料、开坡口、清根、开槽或施焊临时焊缝时,也需考虑预热要求。表9-27为常用钢号推荐的预热温度。
表9-27 常用钢号推荐的预热温度

(续)
有关焊接制造工程基础的文章

闪光对焊又可分为连续闪光对焊和预热闪光对焊。闪光对焊时,在加热过程中虽有熔化金属,但实质上是塑性状态下的固相焊接。闪光对焊的热源及加热特点 闪光对焊时的热源是焊接区析出的电阻热。由于电阻的上述特点,闪光对焊时接触电阻rc对加热起主要作用,其产生的热量占总析出热量的85%~90%。......
2023-06-26

铜及铜合金焊丝及焊件的焊前化学清理见表5-5。为了防止预热热量的散失,预热时,铜及铜合金焊件应采取隔热措施。对于要求较高的铜合金焊接接头,在焊后采用高温热处理,消除焊接应力和改善焊后接头韧性。例如,锡青铜焊后加热至500℃,然后快速冷却,可以获得最大的韧性;对于铝的质量分数为7%的铝青铜厚板的焊接,焊后要经过600℃退火处理,并且用风冷消除焊接内应力。......
2023-06-15

高速工具钢的淬火曲线如图5-24所示,可以看出,高速工具钢的淬火温度明显高于其他模具用钢,需要快速均匀加热并防止渗碳和脱碳。图5-24 高速工具钢的淬火曲线高速工具钢的预热通常分600~650℃和800~850℃两步进行,为抑制热变形有时还会在300℃增加一次预热。就SKH51钢来说,淬火温度是1220℃,模具内外温度差消失后的保温时间是2min。所以通常基体钢的淬火温度和回火温度低于一般高速工具钢,1100~1150℃是其较适宜的淬火温度[12]。......
2023-06-23

铝及铝合金的焊接接口 通常,铝及铝合金对接焊时的坡口形式,见表4-7。由于铝及铝合金表面硬度较软,清理焊件表面时,不允许用各种砂纸、砂布或砂轮进行打磨,以免在打磨时脱落的砂粒被压入铝及铝合金表面,影响焊接质量。表4-10 常用的铝及铝合金焊后清理方法......
2023-06-15

2)提高基体温度,减小涂层与基体间的温差,从而减小两者间热胀冷缩的差别,有助于减少涂层与基体之间以及涂层内部的热应力,可有效防止涂层剥落或产生裂纹。实践证明,恰当的预热处理不仅对提高结合强度有利,而且能明显提高涂层的使用寿命。采用喷枪焰流预热时要注意,焰流不能太靠近工件表面,避免工件表面产生骤热现象,也不应产生加热不均匀现象,这两种情况均会导致表面出现过度氧化或引起较大的热应力。......
2023-06-18
旧式隧道窑的排烟孔分散分布在预热带约70%的范围内。自然通风时,水平支烟道多设于两侧窑墙下部,为砖砌通道,截面通常为半圆拱下接一个矩形,也有四边形的。主烟道的截面形状为半圆拱下接一个矩形,其尺寸应考虑便于排烟,便于清灰,便于排烟总闸的控制。(四)搅动气幕与循环气幕搅动气幕和循环气幕是用来减小预热带上下温差的装置,只有少数旧式隧道窑设置此装置,现代隧道窑基本不设此结构。......
2023-10-11

电热元件的最高使用温度应比炉膛温度高出50℃~100℃。图6-1硅碳棒电热元件4.二硅化钼电热元件二硅化钼熔点为2030℃,硅钼棒的最高工作温度为1700℃。这样既可以迅速达到所需的炉温,又能避免电热元件过热。图6-2硅钼棒电热元件......
2023-10-11

钛及钛合金焊前,将待焊处及其周围必须仔细进行清理,去除油、污、锈、垢并保持干燥。表面氧化皮清理完后,应该立即进行酸洗,以确保无氧化和油脂污染。......
2023-06-15
相关推荐