本实训环节要件较多,能力较强的学生可以根据图4-2的爆炸图部分的提示互相讨论建立装配模型;部分同学可参考基本装配约束的操作步骤互相讨论模仿学习建立数字模型。图4-208下盖的装配集3.上盖的装配再次点击(装配)按钮,在弹出的对话框中选择名称为的零件文件,点击。......
2023-06-22
装配间隙在坡口接头上称根部间隙,是焊前在接头根部之间预留的间隙,须通过装配来保证。根部间隙对焊缝成形、填充材料消耗和焊接变形产生影响。其他条件不变的情况下,根部间隙过小,则焊缝根部不易焊透;根部间隙过大,则易烧穿,且填充材料消耗大,焊接变形也增加。当坡口的钝边减小或没有钝边时,以及采用穿透力强的焊接方法时,根部间隙可减小至零,单面焊背面带永久性衬板的接头,装配间隙可放宽,以焊透为度。因此,必须根据接头坡口准备的实际情况和焊接工艺条件在工艺规程中规定装配间隙的要求。国家标准GB/T 985—1988和GB/T 986—1988分别对气焊、焊条电弧焊、气体保护焊和埋弧焊各种焊缝坡口的根部间隙范围作了规定,可以在给定范围内在保证熔透又不致烧穿的前提下进行调节。也可以按表9-21提供的在一定板的厚度范围内给出根部间隙的名义尺寸,然后给出偏差值的要求。
对于装配件的相互位置偏差,可以根据表9-22提出要求。
表9-21 坡口焊缝的根部间隙
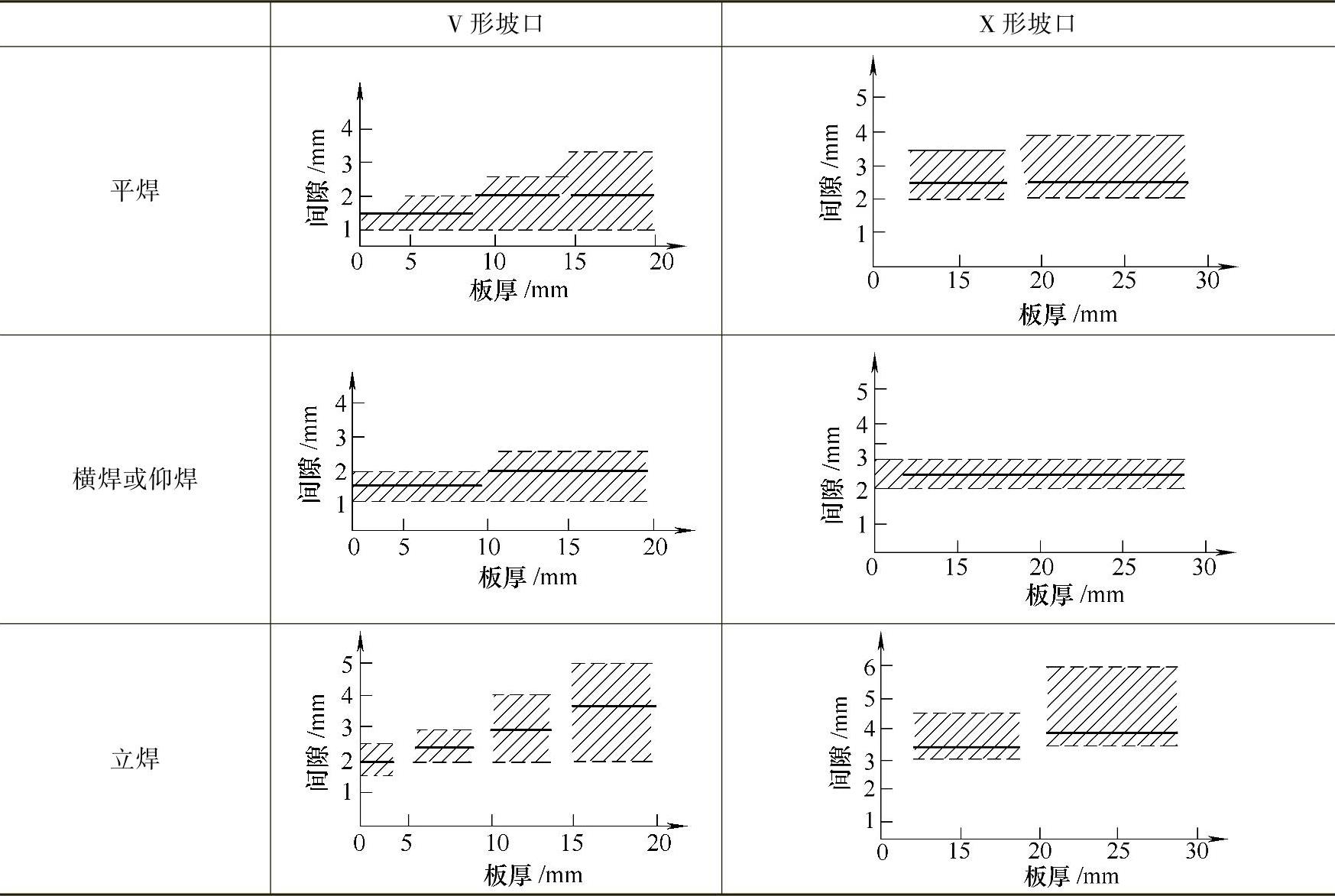
注:图中实线为根部间隙的名义尺寸,虚线为允差。
表9-22 装配件的相互位置偏差(单位:mm)

(续)

(续)

注:e——搭接边的长度或腹板与板缘的距离。
有关焊接制造工程基础的文章

本实训环节要件较多,能力较强的学生可以根据图4-2的爆炸图部分的提示互相讨论建立装配模型;部分同学可参考基本装配约束的操作步骤互相讨论模仿学习建立数字模型。图4-208下盖的装配集3.上盖的装配再次点击(装配)按钮,在弹出的对话框中选择名称为的零件文件,点击。......
2023-06-22

Step4.添加图17.9.6所示的零件rack_main并定位。图17.9.6 添加衣架并定位图17.9.6 添加衣架并定位图17.9.7 定义中心约束1图17.9.7 定义中心约束1图17.9.8 定义中心约束2图17.9.8 定义中心约束2图17.9.9 定义接触面1和2图17.9.9 定义接触面1和2说明:在添加衣架主体后时,可通过选择下拉菜单命令,将片体类型进行隐藏。......
2023-06-22

所以实际的逆变电路基本都采用PWM 控制方式。PWM 控制方式也正是由于在逆变电路中的成功应用,才在电力电子装置中得到了广泛的应用。PWM控制即脉冲宽度调制技术,通过对一系列脉冲的宽度进行调制来等效地获得所需要波形的一种控制技术。本章主要分析PWM 控制技术的基本原理,讨论单相、三相SPWM 逆变电路及其控制方法,介绍PWM 控制技术的应用及PWM 控制电路的仿真。......
2023-06-23

装配方式可按照结构的类型、生产批量、工艺过程、工艺方法及工作地点等进行分类。容易控制和减小焊接应力,从而减小焊接变形 焊接结构的焊接应力和焊接变形,与焊缝在结构中所处的位置及数量有着密切的关系。一般都是将总装配时的焊接量减小到最少,以减小可能引起的焊接变形。......
2023-06-15

图17.8.1 添加夹子并定位图17.8.1 添加夹子并定位图17.8.2 添加弹簧片并定位图17.8.2 添加弹簧片并定位图17.8.3 定义接触面1图17.8.3 定义接触面1图17.8.4 定义接触面2图17.8.4 定义接触面2图17.8.5 添加接触约束后图17.8.5 添加接触约束后图17.8.6 定义中心约束面图17.8.6 定义中心约束面图17.8.7 添加中心约束后图17.8.7 添加中心约束后图17.8.8 定义平行面1图17.8.8 定义平行面1图17.8.9 定义平行面2图17.8.9 定义平行面2Step4.添加图17.8.10所示的零件clamp01并定位。Step4.添加图17.8.10所示的零件clamp01并定位。......
2023-06-22

各类预制构件及其连接构造应按从生产、施工到使用过程中可能产生的不利工况进行设计,对预制非承重构件尚应符合2.13.6节8的规定。装配整体式结构的梁柱节点处,柱的纵向钢筋应贯穿节点;梁的纵向钢筋应满足2.13.3节的锚固要求。......
2023-08-28
1)流量控制机制该机制主要用于确保发送端发送的数据量不超过接收端的最大处理能力。TCP的流量控制具体通过滑动窗口算法来实现。地面网络常用TCP的拥塞控制机制主要包括TCP-Tahoe,TCP-Reno,TCP-SACT等。......
2023-07-02
PWM 控制的理论基础是面积等效原理,即冲量相等而形状不同的窄脉冲加在具有惯性的环节上时,其效果基本相同。对于正弦波的负半周,也可以用同样的方法得到PWM 波形。像这种脉冲宽度按正弦规律变化而和正弦波等效的PWM 波形,称为SPWM 波形。图6.2冲量相等的各种窄脉冲的响应波形图6.3用PWM 波代替正弦半波要改变等效输出正弦波的幅值时,只要按照统一比例系数改变上述各脉冲的宽度即可。......
2023-06-23
相关推荐