等离子弧切割设备主要由切割电源、高频发生器、控制箱、供气系统、割炬等部分组成。割炬是产生等离子弧并施行切割的关键部件,直接决定了切割效率和质量。等离子弧切割用的割炬大体上与等离子弧焊枪相似,其割炬的具体结构形式取决于切割的电流等级,小电流的割炬多采用风冷结构,利用高压气流对喷嘴及枪体进行冷却。对于水再压等离子弧切割系统需要供给喷射水的,需要配置高压泵。几种工作气体在等离子弧切割中的适用性见表8-8。......
2025-09-29
以工业领域最为常见的CO2激光切割系统为例,介绍激光切割设备的组成。它主要由激光器、导光系统、数控运动系统、割炬、操作台、气路、水路及排风系统组成。图8-17是工业常见的CO2激光切割设备示意图。其中,激光电源主要供给激光振荡器用的高压电源,振荡器是产生借光的主要设备,反射镜用于激光导向所需要的方向,割炬主要包括枪体、聚焦透镜和辅助气体喷嘴等零件,切割工作台用于安放切割工件,通常由伺服电动机驱动,能按照程序正确而精确地进行移动,割炬驱动装置主要有伺服电动机和丝杠组成,用于执行程序命令驱动割炬沿X轴和Z轴方向运动,数控装置对切割平台及割炬的运动进行控制,同时也控制激光的输出,气瓶供给激光工作介质和供给切割用辅助气体,冷却水循环装置用来冷却激光振荡器,空气干燥器用于输送洁净的干燥空气,以保持通路和反射镜的正常工作。
CO2激光器有轴流式和横流式激光器之分,激光切割一般使用的是轴流式激光器。激光切割时通过数控运动系统控制割炬进行操作,割炬结构如图8-18所示,它主要由割炬体、聚焦透镜、反射镜和辅助气体喷嘴组成。其中,聚焦透镜用于将传入的平行激光束进行聚焦以获得较小的光斑和较高的功率密度,其形状有双凸形、平凸形和凹凸形三种。透镜的焦距对聚焦后光斑直径和焦点深度有很大影响。激光切割时为了提高功率密度希望聚焦光斑直径尽可能小,但是透镜焦距减小时,焦点深度也减小,在切割厚度较大工件时难以获得垂直度好的切割面。另外,当透镜焦距较小时,透镜与工件之间的距离也在减小,容易被切割过程中的飞溅物弄脏,影响切割的正常进行。反射镜的功能是改变来自激光器的光束方向,对固体激光可以用玻璃制造的反射镜,而对CO2气体激光切割装置中的反射镜,常用铜或反射率高的金属制造,使用过程中还需要对反射镜进行冷却。喷嘴被用来向切割区域吹射辅助气体,它的结构形状对切割效率和质量有一定的影响,激光切割一般采用同轴喷嘴,为避免气流出现紊流影响切割过程,喷嘴的孔壁应保持光滑。为了保证切割过程的稳定性,一般应尽量减小喷嘴端面至工件表面的距离,常取0.5~2mm,当用惰性气体切割某些金属时,为保护切口区域的金属不发生氧化或氮化,还需要使用加保护罩的喷嘴。
对于工业领域常用的激光熔化切割和激光反应熔化切割技术来说,激光切割过程的实质是激光光束、辅助气体和工件之间的相互作用。因此,激光切割的工艺参数主要包括光束参数、辅助气体两大类参数。
(1)光束横模 光束横模即激光束垂直于传播方向上的空间分布,一般来说,基模是切割最理想的模式,主要出现在功率小于1kW的激光器上,多模是高阶模的混合,多出现在大功率激光器上。单模激光的切割能力要优于多模,300W的单模激光与500W的多模激光具有同等的切割能力。
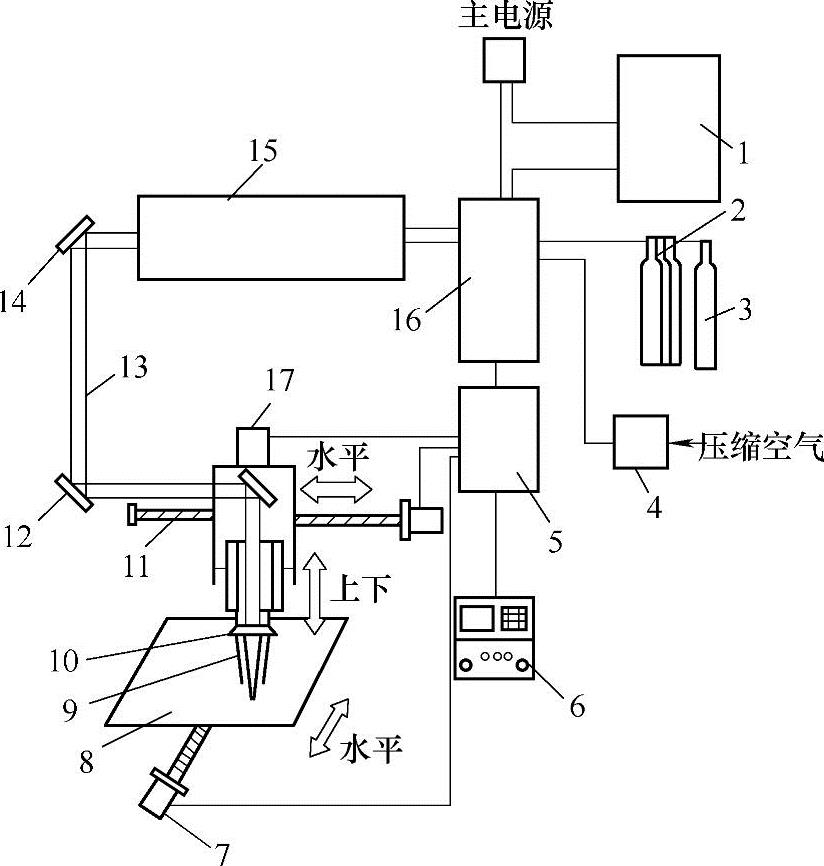
图8-17 典型CO2激光切割设备的构成
1—冷却水装置 2—激光气瓶 3—辅助气体瓶 4—空气干燥器 5—数控装置 6—操作盘 7—伺服电动机 8—切割工作台 9—割炬 10—聚焦透镜 11—丝杆 12、14—反射镜 13—激光束 15—激光振荡器 16—激光电源 17—伺服电动机和割炬驱动装置
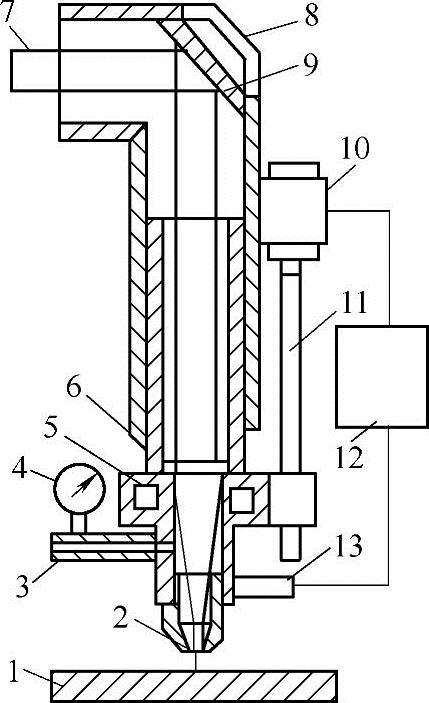
图8-18 激光切割割炬示意图
1—工件 2—切割喷嘴 3—氧气进气管 4—氧气压力表 5—透镜冷却水套 6—聚焦透镜 7—激光束 8—反射冷却水套 9—反射镜 10—伺服电动机 11—滚珠丝杆 12—放大控制及驱动电器 13—位置传感器
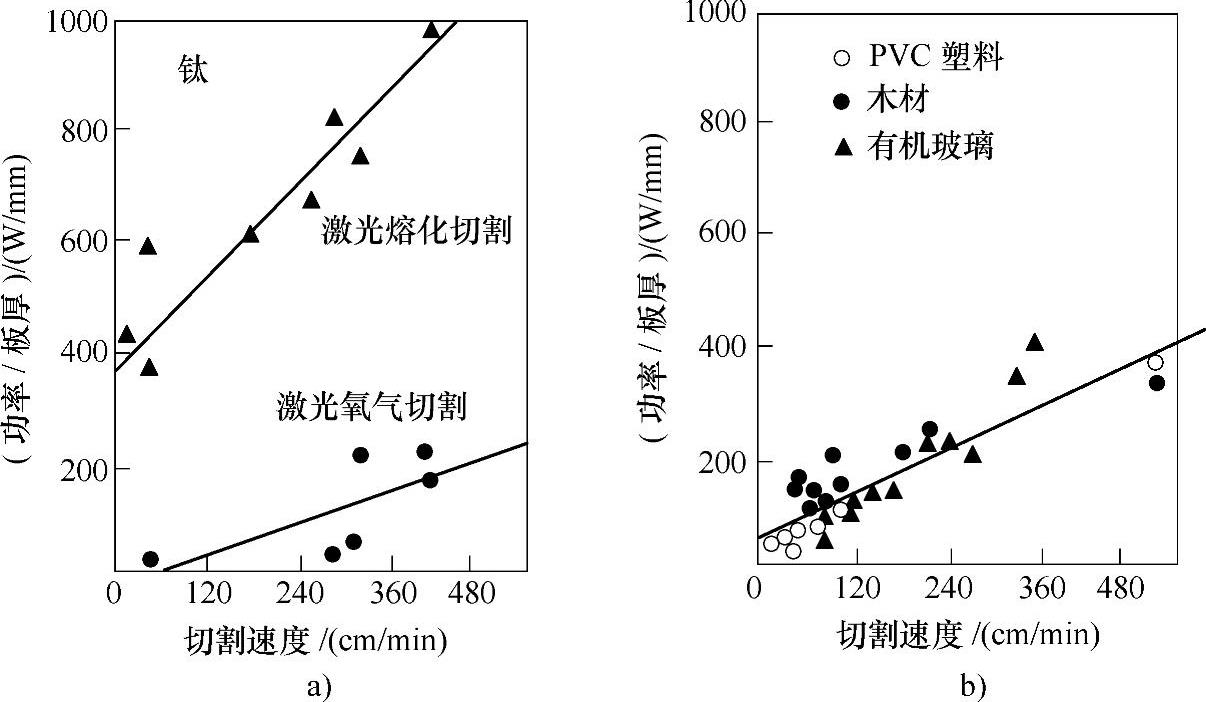
(2)激光功率 激光切割所需要的功率主要取决于切割类型及被切割材料的热物理性质。激光功率对切割厚度、切割速度和切口宽度都有很大的影响。一般随着激光功率的增大,所能切割材料的厚度也增加,切割速度加快,切口宽度也有所加大(见图8-19)。
(3)焦点位置与焦点深度 切割碳钢时一般把聚焦的光斑设置于工件表面,即离焦量为零,有时也设置在离焦量为+0.5mm,这样可提高切口前沿的温度,从而获得较高的切割速度。
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图8-19 激光功率与板厚和切割速度的关系
切割较厚的钢板时,应采用焦点深度大的光束,以获得垂直度好的切割面。但是焦点深度大,光斑直径也增大,功率密度减小,会降低切割速度。切割薄板时宜采用较小的焦点深度,这样光斑直径小,切割速度很快。
(4)切割速度 切割速度将直接影响切口宽度和切口表面质量。不同材料的板厚,不同切割气体压力,切割速度有一个最佳值,大约是最大切割速度的80%。
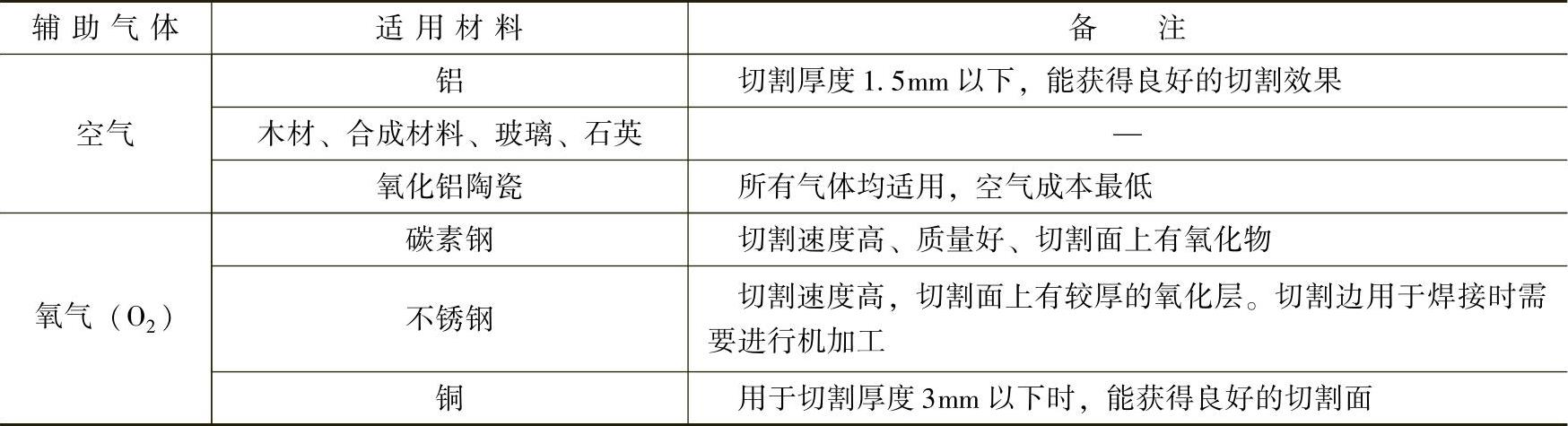
(5)辅助气体种类与压力 激光切割时需要根据被切割材料选用合适的辅助气体(见表8-11)。比如,切割碳钢时多采用氧气为辅助气体,这样可以利用铁氧燃烧反应促进切割过程,使得切割速度快,切口质量较好。切割不锈钢时,还可使用氧气氮气混合气体或者双层气流,以改善切口底边挂渣的情况。
氧气纯度对切割速度有较大的影响。研究表明,氧气纯度降低2%,切割速度会降低50%。切割碳素钢和不锈钢成形零件,为了获得最佳的切割效果,氧气纯度宜为99.8%~99.9%。
适当增大气体压力有助于提高切割时的排渣能力,这样可以采用更高的切割速度,但是气体压力过大,切割面反而会变粗糙。因此,当板厚一定时,有一个最佳的氧气压力,使得切割速度最大。此外,气体压力还取决于切割的板厚,比如用1kW的CO2激光切割碳素钢板时,当工件厚度小于3mm时,氧气压力可以取0.3MPa,而切割工件厚度大于5mm时,氧气压力宜降低至0.1~0.15MPa。
表8-11 激光切割用主要辅助气体的适用材料
在进行激光切割操作时,首先需要根据材料调整光束焦点在工件的位置,由于激光束一般很难为肉眼所见,因此可以采用如图8-20所示的楔形丙烯块检测出焦点位置,然后通过调节割炬来调节激光束的焦点位置。有的零件需要从板材内部开始切割,需要先在板材上打孔,打孔时需要注意适当增大辅助气体的压力,同时略微增大喷嘴的孔径以及喷嘴与工件的距离。另外也可以采用脉冲激光器进行打孔操作,待贯穿工件后再转为连续激光进行切割。用连续激光切割带有锐角的零件,有可能发生局部区域的自烧熔现象,需要调整好适合的切割参数,或者用脉冲激光切割。
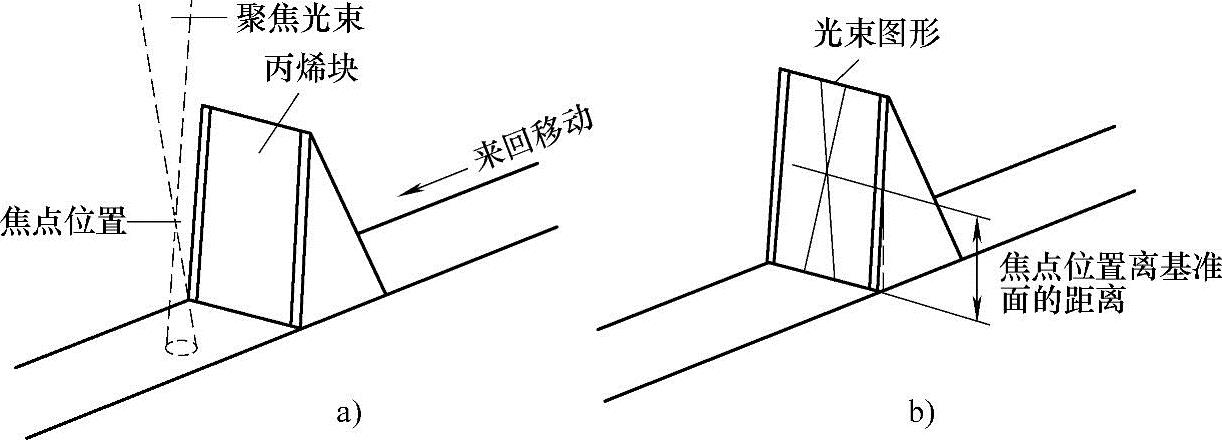
图8-20 利用丙烯块检测焦点位置的方法
激光束是一种高能密度能量束,亮度很高,很容易对眼睛和裸露皮肤造成伤害。因此,在进行激光切割操作时必须注意安全防护。为了避免发生伤害,首先要对设备和场地采取必要的防护措施,激光切割设备要可靠接地,光路系统应尽可能封闭,工作台应采用玻璃等防护设备,在进行操作的场地和设备上应有明显的安全标志、危险警告标志和信号,并设置栅栏、隔墙屏风等。现场操作人员和工作人员必须戴对激光不透明的防护眼镜,切割加工场所应配备有效的通风和排风设施,有可能受到激光照射或者强反射的地方不要堆放易燃、易爆物品。
相关文章

等离子弧切割设备主要由切割电源、高频发生器、控制箱、供气系统、割炬等部分组成。割炬是产生等离子弧并施行切割的关键部件,直接决定了切割效率和质量。等离子弧切割用的割炬大体上与等离子弧焊枪相似,其割炬的具体结构形式取决于切割的电流等级,小电流的割炬多采用风冷结构,利用高压气流对喷嘴及枪体进行冷却。对于水再压等离子弧切割系统需要供给喷射水的,需要配置高压泵。几种工作气体在等离子弧切割中的适用性见表8-8。......
2025-09-29

通过真空除气器后水中残余的CO2可低于3mg/L,残余的O2可低于0.05mg/L。真空除气器所用填料与填料塔基本相同,如需提高水温,则应考虑水温对填料的影响,例如超过40℃则不应采用硬PVC拉西环,存水部分的大小应根据处理水量的大小及工艺要求的停留时间确定,也可在下部设卧式贮水箱,以加大存水部分的容积。......
2025-09-29

CO2激光能量转换率约为10%左右,输出功率大,目前常用功率为2~5kW,国外已用100kW的CO2激光焊机进行焊接。图7-105为灯泵浦固体激光器示意图。光学谐振腔除了提供光学正反馈维持激光持续振荡以形成受......
2025-09-29

火焰钎焊夹具应能适应钎焊组件加热后的膨胀。火焰钎焊中常用的钎料系统是BAg、BCuP和RBCuZn。尽量不要把火焰直接作用在钎料上以及缝隙处的钎剂上,直接加热钎焊材料容易使它们过热、出现烟气,甚至导致钎焊材料失效。......
2025-09-29

图2-25 陶瓷膜用激光切割自由成形机粘接、切割陶瓷膜而成的工件为陶瓷生坯件,它的强度很低,需进行后处理,即去除粘结剂和烧结致密化。表2-4 抗弯强度比较图2-27 激光切割自由成形的陶瓷件图2-27是激光切割自由成形的陶瓷件。单相陶瓷件强度为400MPa,复合陶瓷件为500MPa。采用Al2O3制作了三种零件:法兰盘、三层结构的陶瓷片和液流增幅器,并得到实用。......
2025-09-29

使用不同聚合度的浆粕来生产不同强度的Lyocell纤维,开发Lyocell纤维的系列化产品,使纤维潜在的性能得以充分的利用,这是今后产品开发的一个重要方向。Lyocell纤维生产中,溶剂回收的耗能几乎占了总耗能的一半,提高凝固浴浓度可有效减少溶剂回收量。Lyocell纤维目前较高的生产成本实际上限制了其作为黏胶纤维、涤纶等替代品的可能性。......
2025-09-29
高的切割速度1200W的CO2激光切割2mm厚低碳钢板的切割速度达到0.1m/s,切割5mm厚有机玻璃的切割速度0.2mm/s;激光切割钢板生产率达到冲模下料的30%左右。试验设备和材料 其试验设备采用波长为10.6μm、功率为4kW的快速轴流CO2激光器,光束聚焦使用125mm的透镜。......
2025-09-29

(一)塑料排水带的制造方法塑料排水带按其带芯与外包滤布的形式不同分成分离式和整体式。分离式塑料排水带,是将外包滤布通过缝纫机将两者缝成一体。整体式塑料排水带,滤膜包紧板芯,包覆时用热合法或黏合法。(二)塑料排水带的制造设备及工艺1.塑料排水带的制造设备塑料排水带的制造设备包括挤出机、模头、牵引、冷却水槽、缝纫或热合、黏合设备、成盘装置等。......
2025-09-29
相关推荐