图2-23 激光切割自由成形机原理图激光切割自由成形机的工作过程见图2-24,成形结束后得到包含成形件和废料的叠层块,成形件被废料小网格包围,剔除这些小网格之后,便可得到三维成形件。图2-24 激光切割自由成形机的工作过程a)工作台下降一层的高度送进新一层纸 b)热粘压 c)切割轮廓线和网格线......
2025-09-29
目前工业领域切割技术所用的激光器主要是CO2激光器和和Nd:YAG激光器两种,但无论是哪种激光器,切割的原理是相同的,都是利用高功率密度的激光束照射材料表面,在极短的时间内将材料加热至熔化、汽化、烧蚀或达到燃点,同时借助高速气流吹除熔融物质,从而将工件割开(见图8-1c)。
激光切割过程中,激光切割区的示意图如图8-16所示,在切口终端处接近垂直的表面,称为烧蚀前沿。激光和气流在该处进入切口,一部分激光能量为烧蚀前沿所吸收,另一部分穿过切口或经烧蚀前沿向切口空间反射。烧蚀前沿的材料由吸收的激光和切割过程中的放热反应所加热而熔化或汽化,并被气流吹除。部分热量通过热传导传入基体材料,或通过辐射损耗以及对流换热被气流带走。此外,激光进入切口,四周被工件材料包围,除反射损失外,材料被加热蒸发还有可能形成小孔。在小孔内一部分激光直接被材料吸收,一部分在材料壁上多次被反射后吸收,这个小孔可看成充分吸收激光能量的黑体。熔化的材料被与光束同轴的气流吹除,在金属板的下方以锥形喷射出去。当激光束向前运动时,小孔前移并留下一条切缝。只要熔化产物能在它被冷气流凝固前去除,切割过程将继续进行,这时在金属板下方的射流锥形前方受到熔化金属的阻碍而变扁。随着热源移开,熔化金属冷却,表面张力加大,当熔化金属移除速度不够快时,便在切缝两侧形成挂渣。
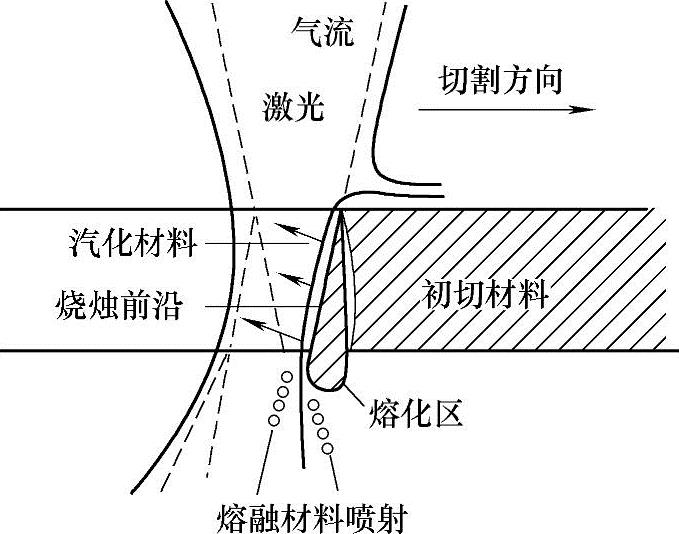
图8-16 激光切割区的示意图
激光切割的工艺方法很多,根据切割原理的不同,激光切割技术可以分为激光汽化切割、激光熔化切割、激光反应熔化切割与激光控制断裂切割四类。
激光汽化切割是利用高能密度的激光束加热工件,表面温度迅速上升,极短时间内达到材料的沸点,材料开始汽化并形成蒸气,在蒸气喷出的同时,材料上形成切口。这种技术多用于极薄的金属材料和非金属材料的切割。由于材料的汽化热一般很大,所以激光切割时需要很大的功率和能量密度。
激光熔化切割是利用激光加热使材料发生熔化,然后通过与光束同轴的喷嘴喷射辅助气体将熔化金属吹出形成切口。激光熔化切割不需要使材料发生汽化,因此所需的功率密度要低,大约为107W/cm2,是汽化切割的1/10左右。
激光反应熔化切割也称为激光氧气切割,其原理类似于氧乙炔切割。这种方法主要用于钢的切割,是应用最广的激光切割方法。它是用激光作为预热热源,用氧气等活性气体作为切割气体。吹出的气体一方面与切割金属发生氧化反应,释放大量的氧化热,另一方面把熔融的氧化物和熔化物从反应区吹出,形成切口。由于切割过程中的氧化产生了大量的热,所以激光反应熔化切割时所需要的能量只是熔化切割的1/2左右,而且切割速度要远远大于激光汽化切割和熔化切割。(https://www.chuimin.cn)
激光控制断裂切割主要用来切割易受热破坏的脆性材料,比如玻璃和陶瓷。它是利用激光加热后在材料局部区域引起大的温度梯度和机械变形,导致材料形成裂纹,由此进行的高速可控的切断。只要通过加热保持均衡的温度梯度,激光束就可引导裂纹在任何所需的方向上产生,这种方法切割速度很快,并且不需要太高功率的激光,否则会引起工件表面熔化,破坏切缝边缘。
与其他方法相比,激光切割的特点是速度快,质量高,具体包括以下几个方面:
(1)切割质量好 由于激光光斑小,能量密度高,因此激光切割能够获得较好的切割质量,激光切割切口细窄,切割零件的尺寸精度可达到±0.05mm,割缝两边平行且与表面垂直,割缝宽度一般为0.1~0.2mm,边缘垂直度好,切割表面光洁美观、无毛刺,表面粗糙度一般控制在Ra12.5μm以上,零件无需机械加工,可直接使用。此外,激光切割的变形和热影响区很小,材料的性能几乎不受影响。
(2)切割速度快,效率高 激光切割速度极快,用1200W的激光器切割2mm厚的低碳钢板,切割速度可以达到0.6m/min。此外,考虑到激光切割时不需要装夹固定,也节省了上下料的辅助时间。此外,由于激光的传输特性,激光切割机上一般配有多台数控工作台,整个切割过程可以全部实现数控,操作时只需要改变数控程序就可以对不同形状、尺寸的零件进行切割,还可以实现三维切割。
(3)非接触式切割,绿色环保 激光切割时割炬与工件无直接接触,不存在工具的磨损。对于不同形状的零件,只需改变激光器的输出参数就可以进行切割。切割过程没有强烈的辐射、噪声和环境污染,为操作者提供了良好的工作场所。
激光切割技术的不足在于,激光切割设备费用高,一次性投资大。由于激光器功率和设备体积的限制,激光切割只能切割薄板以及中小厚度的板材和管材,而且随着工件厚度的增加,切割速度明显下降。
相关文章

图2-23 激光切割自由成形机原理图激光切割自由成形机的工作过程见图2-24,成形结束后得到包含成形件和废料的叠层块,成形件被废料小网格包围,剔除这些小网格之后,便可得到三维成形件。图2-24 激光切割自由成形机的工作过程a)工作台下降一层的高度送进新一层纸 b)热粘压 c)切割轮廓线和网格线......
2025-09-29

图4-1-39列出了影响激光切割质量的主要材料特性。激光模式及光束质量对切割质量的影响 激光模式决定了聚焦焦点的能量分布,对切割质量影响非常大。而多模激光的能量分布是不对称的,所以不同方向的切口宽度可能不均一,质量也可能不同。......
2025-09-29

等离子弧切割是一种典型的热切割方法,它的工作原理如图1-7-13所示,既可以采用氧化切割方式,也可以采用熔化切割模式,或者两种模式共存。等离子弧切割方法的主要特点有以下方面:①应用面广,适用于切割多种材料,特别适用于不锈钢、有色金属和难熔金属的切割。②等离子弧的热量集中,被切割材料的热输入低,切割件的热变形小。⑥切口质量好,使用精细等离子弧或水射流等离子弧切割可以获得很高的切割质量。......
2025-09-29

所谓激光器就是激光自激振荡器。它通常由以下三部分组成:产生激光的工作物质、能够使工作物质处于粒子数反转分布状态的激励源(泵浦源)、能够完成频率选择及反馈作用的光学谐振腔。其结构如图3-79所示。......
2025-09-29
因为形成的熔深大,激光深熔焊适合于较厚材料的焊接和高速焊接。只有当工件上的激光功率密度超过阈值,等离子体才会产生,这标志着稳定深熔焊的实现。焦点位置 激光焊时,为了达到一定的功率密度,焦点位置至关重要。激光终止控制 激光深熔焊时,不管焊缝深浅,小孔现象始终存在。......
2025-09-29
激光淬火畸变微小,可基本保持原用精度。图7-1所示为齿面激光淬火形貌。齿轮激光淬火的扫描方式及其应用见表7-5。2)亚共析钢[w0.1%~0.8%]激光加热后,组织中除奥氏体均匀化程度较高外还会存在渗碳体片;当激光淬火后,可以获得细小马氏体+较少量的残留奥氏体+少量渗碳体。......
2025-09-29

2)珩磨特别适合深孔的加工,加工精度较高。经珩磨的内孔的尺寸公差等级可达IT5~IT6。珩磨能有效消除孔的形状误差达到较高的形状精度,圆度和圆柱度可达到0.003~0.005 mm。同理,珩磨在消除工件孔的直线度误差上也是无效的。5)与研磨相比较,珩磨的生产率较研磨高。图18-2所示为柴油机缸体套,加工工艺见表18-1,珩磨工艺由粗珩磨、精珩磨达到加工精度要求。......
2025-09-29

相关推荐