在高处焊接、切割作业时,由于作业的活动范围比较窄,如出现安全事故前兆很难紧急回避,所以,发生安全事故的可能性比较大。高处焊接与切割作业时,容易发生的事故主要有触电、火灾、高空坠落和物体打击等。2)高处焊接、切割作业的现场要设专人观察火情,及时通知有关部门采取措施。2)6级及6级以上的大风或雨天、雪天、大雾天等恶劣天气,禁止从事高处焊接、切割作业。3)酒后禁止从事高处焊接、切割作业。......
2023-06-15
下面以切割V形、Y形、X形焊接坡口为例,介绍气体火焰切割技术在工业生产中的应用。
手工气割坡口设备简单方便,操作灵活,但是切割质量很大程度上取决于操作工人的熟练程度,对于重要构件的焊接坡口,如压力容器和化工容器,需要采用半自动机械切割设备来进行切割,以保证切口的质量和效率。
(1)V形坡口的气割 可以采用手工方法切割单边V形坡口,气割前按照坡口尺寸划好线,然后将割嘴按照坡口角度定好,以向前或者向后的操作方法进行切割。为了得到宽窄一致和角度相等的坡口,可将喷嘴靠在扣放的角钢上进行切割(见图8-8a,b),还可将割嘴安装在角度可调的滚轮架上(见图8-8c)。
(2)Y形坡口的气割 Y形坡口可以采用单割炬二步切割的方法,即先切割直边,再切割坡口斜边,如图8-9所示,也可以采用双割炬一次完成坡口的制备,如图8-10所示。
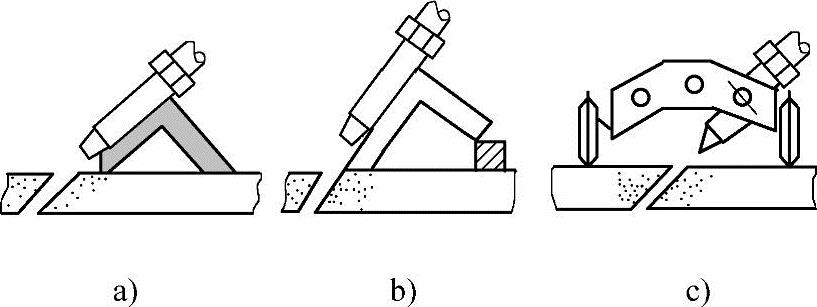
图8-8 单边V形坡口切割示意图
图8-9 单割炬切割Y形坡口的示意图
(3)X形坡口 不带钝边的X形坡口可采用单割炬分两次切割,也可采用双割炬一次割出;带钝边的X形坡口可采用单割炬分次切割,也可采用三割炬一次加工出来,如图8-11所示。表8-7列出了普通割嘴一次切割X形坡口的工艺参数。
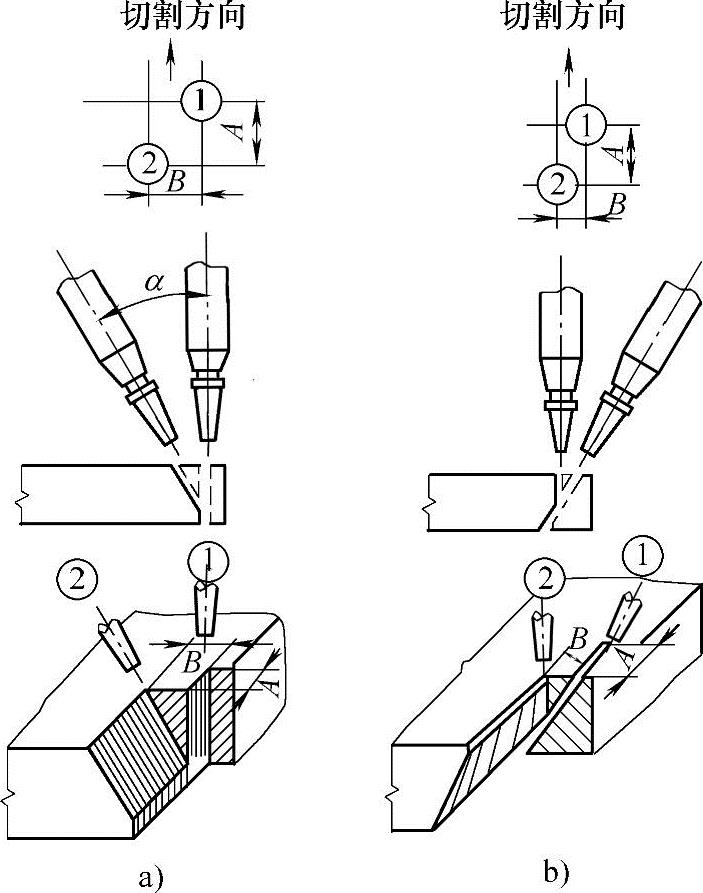
图8-10 双割炬切割Y形坡口的示意图
a)切割Y形坡口 b)切割倒Y形坡口
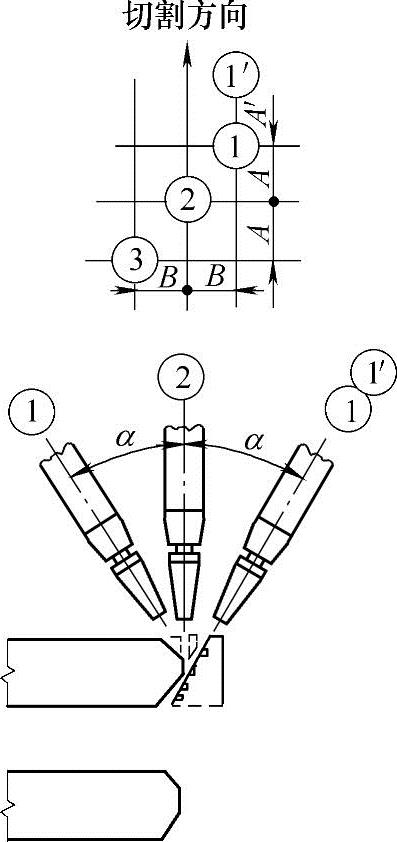
图8-11 带钝边X形坡口一次切割的示意图
表8-7 普通割嘴一次切割X形坡口的工艺参数

有关焊接制造工程基础的文章

在高处焊接、切割作业时,由于作业的活动范围比较窄,如出现安全事故前兆很难紧急回避,所以,发生安全事故的可能性比较大。高处焊接与切割作业时,容易发生的事故主要有触电、火灾、高空坠落和物体打击等。2)高处焊接、切割作业的现场要设专人观察火情,及时通知有关部门采取措施。2)6级及6级以上的大风或雨天、雪天、大雾天等恶劣天气,禁止从事高处焊接、切割作业。3)酒后禁止从事高处焊接、切割作业。......
2023-06-15

水下焊接与切割作业是潜水和焊接、切割的综合性作业,其操作环境是十分复杂和相当恶劣的。在进行水下焊接、切割作业时,必须严格遵守国家标准《水下焊接与切割中的安全技术》及有关潜水规定,采取安全防范措施,确保水下焊接与切割作业安全进行。3)潜水焊工身体健康,具有水下焊接与切割作业的专业知识和操作技能。......
2023-06-15

图12-14给出了热切割技术的发展趋势。在装备方面,激光/等离子一体设备同时具有激光切割和等离子弧切割两种模式,根据钢板的厚度、切割精度、效率、热影响区大小以及加工成本,由用户决定采用激光还是等离子弧切割,或采用混合切割。图12-14 热切割技术的发展趋势3D激光切割也已在汽车制造、航空航天、电站设备等领域得到日益广泛的应用。图12-15所示为3D五轴CO2激光切割及加工零件。......
2023-07-02

工业用乙炔含有杂质硫化氢和磷化氢,磷化氢的自燃点很低,在100℃就会发生自燃,是引起乙炔发生器着火爆炸的原因之一。安全规则规定,乙炔中含的磷化氢不得超过0.08%。2)气焊或气割盛装过易燃易爆物、强氧化物或有毒物的各种容器、管道及设备时,必须经过彻底清洗和气体置换后,方可进行作业。......
2023-07-02
高压水射流切割作为一项高新技术在某种意义上讲是切割领域的一次革命,有着十分广阔的应用前景,随着技术的成熟及某些局限的突破,对其他切割工艺是一种完美补充。而便携式超高压水切割弹药销毁系统,应用超高压水射流“冷态切割”这一高新技术,将弹体切开,并利用高压水冲洗使炸药和弹体分离,再分别销毁和回收钢材和炸药。......
2023-06-24
按金属切断方式划分,热切属热切割类。3.3升华切割原理升华切割主要指激光切割,就是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。......
2023-06-23
在昏暗的环境下或夜间进行焊接与切割作业时,必须有照明设备,确保焊工安全行走和作业安全。在尚未判明存放潮湿活性炭的受限空间中气体成分和含氧量时,因处理紧急事故又必须进入现场,这时,需要佩戴防护面具,经有关主管单位的批准,根据安全规程规定,可以进入现场实施紧急救助。......
2023-06-15
相关推荐