盐酸、氢氧化钠等化学试剂,强酸性阳离子ZG106Na+、ZG106Ca2+,强酸性阳离子99Na+320、99Ca2+320。......
2023-06-22
气割的主要设备包括氧气瓶、减压器、燃气瓶、割炬、回火保险器等,如图8-2所示。
氧气瓶是贮存高压氧气的容器,工业用氧气瓶是优质碳素钢或低合金钢冲压而成的圆柱形无缝容器,容量一般为40L,额定压力为15MPa,头部配有瓶阀与瓶帽,瓶体上有两道橡胶防振圈。氧气瓶瓶体漆成天蓝色,并印有黑色“氧气”字样。必须注意的是,生产中所使用的氧气气瓶必须使用符合国家相关安全规程并经过定期检查。氧气的纯度对气割效率和质量有很大的影响,氧气纯度不够会明显影响燃烧效率和切割效果。气割时为了实现切口下缘无粘渣,氧气纯度(体积分数)至少应在99.5%以上。
减压器是用来将气瓶中高压气体调节到气割所需压力的一种调节装置,减压器不仅仅能降低压力和调节压力,还能使输出气体压力保持稳定。按照所使用气体的不同,减压器有氧气减压器、乙炔减压器、丙烷减压器等。

图8-2 气割用设备示意图
按照工作原理和结构的不同,减压器又有单级正作用减压器、单级负作用减压器和双极减压器之分,单级正作用减压器内,高压气体的压力作用在活门下方,具有帮助打开活门的作用,高压气源的压力越大,活门开启程度就越大,当气源压力降低时,活门开启度逐渐减小,输出的低压气体压力也逐渐降低,而单级反作用减压器的工作原理恰好相反,高压气体作用于活门上方,因此高压气体源压力高时活门开启小,当气源压力降低时,活门开启度逐渐增大,低压气体压力反而升高,这种方式更有利于保持活门的气密性,能使瓶内气体得到更为充分的利用。单级减压器结构简单,使用方便,但是输出气体的稳定性不够理想,冬天易发生冻结现象。双级减压器实际上是两个单级减压器串联组合而成,两个不同作用方式的单级减压器串联可以形成四种组合方式。双级减压器结构比较复杂,但输出气体的压力要稳定得多,常用于工作气体流量较大和管道供气的场合,并且,双级减压器内高压气体经过两级膨胀,低压室温度变化较为缓和,因此减压器发生冻结的情况较少出现。气体减压器的压力也应该进行定期检查,以保证其正常工作。
气割中常用的燃气主要有乙炔、丙烷、石油气、天然气及混合气。由于乙炔在加压状态下容易爆炸,因此工业应用中乙炔被储存于特制的钢瓶中,在乙炔钢瓶内充满浸透丙酮的多孔物质,再用压气机将乙炔压入钢瓶,乙炔由于溶解于丙酮储存起来。使用时打开瓶阀,乙炔以气态的形式逸出。乙炔瓶的瓶体被漆成白色,并刷有红色的“乙炔不可近火”字样。国家标准规定,乙炔瓶内压力在15℃时不得大于1.52MPa。使用时必须用乙炔减压器将乙炔压力降到低于0.103MPa方可使用,并且瓶内必须保持一定的剩余压力。
丙烷是乙炔比较理想的代用燃料,目前丙烷的使用量在乙炔代用燃气中用量最大,与乙炔相比,丙烷气燃点高,不易发生回火,所以它的安全性能优于乙炔。丙烷以液体形式储存于高压气瓶内,丙烷瓶体被漆成棕色,并刷有白色的“液化丙烷”字样。
液化石油气是石油工业的一种副产品,主要成分包括丙烷、丁烷、丙烯、丁烯等碳氢化合物的混合物,这几种主要成分均能与空气或氧气形成有爆炸性的混合气体,但是爆炸混合比值范围较小,并且比乙炔价格便宜。一般通过专用供气设备进行调节,根据用量和使用方式,液化石油气钢瓶容量也有所不同,工业常用30kg容量的钢瓶,其制造材料为优质碳素钢和低合金钢,钢瓶的最大工作压力为1.6MPa,钢瓶外表被漆成棕色(民用液化石油气为银灰色),并标明白色的“液化石油气”字样。
回火保险器是防止火焰向燃气管里或气源回烧的保险装置,通常被装在燃气系统上,根据结构和原理的不同,有水封式和干式两种;按照工作压力可分为低压式(0.01MPa)、中压(0.01~0.15MPa)式回火保险器;按照装置部位不同可分为集中式和岗位式回火保险器。
割炬是火焰气割中重要的工具,气割割炬的作用是向割嘴稳定供应预热用气体和切割用氧气,并控制气体的压力和流量,从而调节火焰的特性。按照燃气和氧气混合方式的不同,可以分为射吸式和等压式两种(见图8-3)。射吸式割炬常见于手工火焰切割,它适用于低压和中压燃气的切割,燃气是靠预热火焰的氧气吸入射吸管内的。而等压式割炬多用于半自动化气割中,预热用氧气和切割用氧气二者压力相当,分别由单独的管道送进,在割嘴内混合,等压式割炬一般只用于中压燃气。
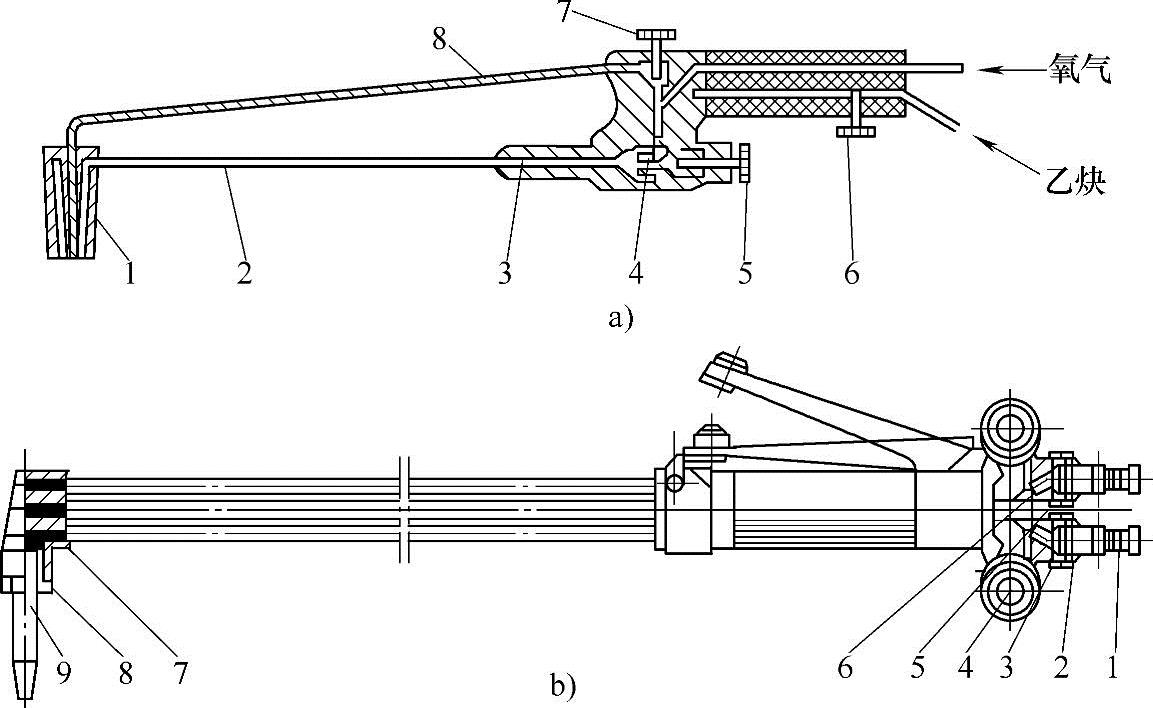
图8-3 割炬结构图
a)射吸式割炬 1—割嘴 2—混合气管 3—射吸管 4—喷嘴 5—预热氧气阀 6—乙炔阀 7—切割氧气阀 8—切割氧气管 b)等压式割炬 1—乙炔软管接头 2—乙炔螺母 3—乙炔接头螺纹 4—氧气软管接头 5—氧气螺母 6—氧气接头螺纹 7—割嘴接头 8—割嘴螺母 9—割嘴
为了提高生产效率,越来越多的通用或专用的半自动气割机和自动气割机在工业中得到了应用。
目前,通用的半自动气割机主要有手扶式、小车式和仿形式等。图8-4所示为手扶式半自动切割机的一种,工作时切割机由电动装置驱动,操作者扶着手柄按划线操作切割方向。这种切割机可以替代手工割炬,尤其在造船行业应用较多。图8-5所示为常用的半自动小车气割机示意图,切割时小车沿直线导轨行走进行切割,配上半径杆也可以切割半径较大的圆形工件。图8-6所示为一种小型手提式仿形气割机的示意图,这种气割机的体积和质量很小,可直接安放在小型零件和型材上进行切割,它的磁性滚轮直接套在割嘴的上方,利用驱动电磁滚轮沿着钢质样板滚动,就可以带动割炬进行仿形切割。
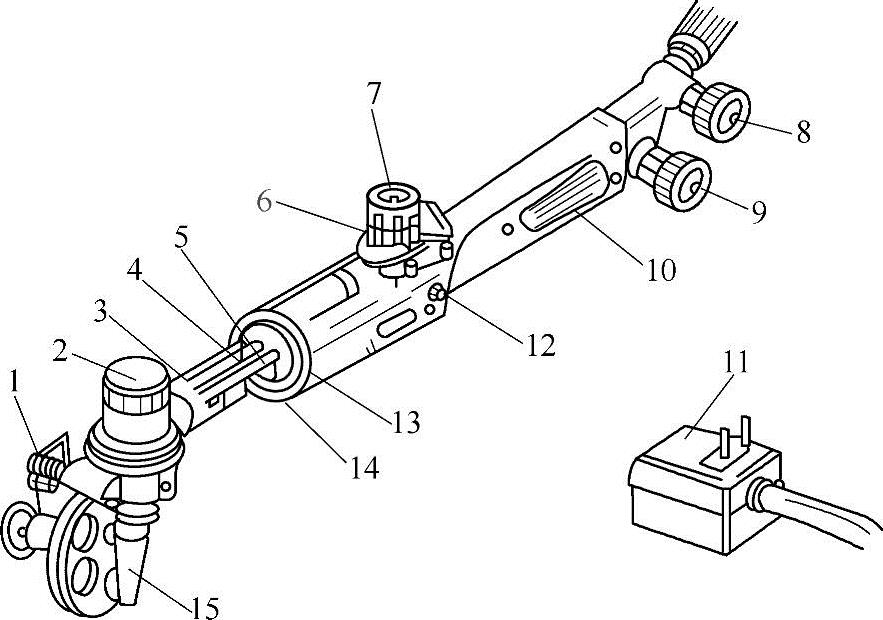
图8-4 手扶式半自动气割机
1—垂直切割驱动装置 2—锁紧旋钮 3—燃气管 4—切割氧管 5—预热氧管 6—驱动开关 7—切割氧阀 8—预热氧阀 9—燃气阀 10—保险管 11—交流/直流转换器 12—进退转换按钮 13—电动机 14—万向联轴节 15—割嘴
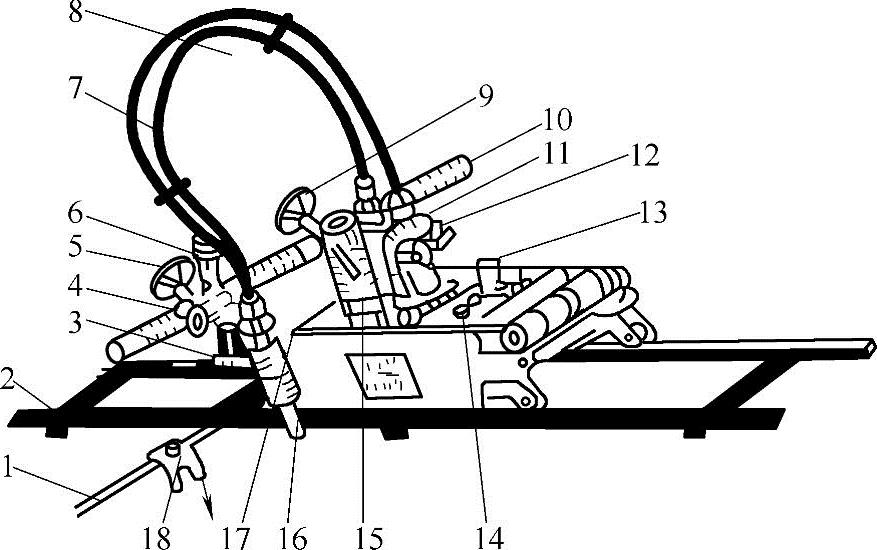
图8-5 CG1-30型半自动小车气割机
1—半径杆 2—导轨 3—夹持器 4—割炬升降手轮 5—割炬横移手轮 6—升降杆 7—氧气软管 8—乙炔软管 9—齿条横移手轮 10—带齿条横移杆 11—乙炔接头 12—氧气接头 13—电源插座 14—调速旋钮 15—压力开关 16—割嘴 17—割炬 18—定位架
根据原理的不同,自动气割机又有光电跟踪气割机、门式切割机和数控气割机等不同种类。光电跟踪气割机是利用光电原理自动跟踪样板图上的线条或者图形边缘,同时带动割炬进行仿形切割的一种自动化切割设备。门式气割机是用于加工大规格钢板的板边、焊接坡口及割样条的大型门架式自动气割设备,主要由驱动装置的门架和规矩组、轨道、电气操作盘和气体操作盘等组成。数控切割机是数字程序控制的自动化切割设备,是热切割技术与计算机技术相结合的产物,主要由数控操作台、伺服系统、传动机构、床身、导轨、割炬升降装置、气路系统组成。数控切割机在切割之前,预先将所要切割的零件形状和尺寸、切割顺序及切割装置数字化,然后按照规定的语言程序规则进行编程,经过计算机处理发出指令由伺服机构控制切割装置进行各种动作,自动切割出给定形状和尺寸的零件。
有关焊接制造工程基础的文章

按规定氧气瓶外表漆成天蓝色,并用黑漆标明“氧气”字样。氧气在高温下遇到油脂,就会有自燃爆炸的危险。必须正确地使用和保管氧气瓶:氧气瓶不应与其他气瓶混在一起;气焊工作地点与其他火源要距氧气瓶5m以上;禁止撞击氧气瓶;严禁沾染油脂等。1)射吸式焊炬:氧气通过喷嘴以很高的速度射入射吸管,将低压燃气吸入射吸管。氧气与燃气以一定的比例混合后从割嘴混合气体孔中流出,点燃后形成所需的预热火焰。......
2023-06-26

绝对黑体:吸收系数等于1 ,并与入射辐射的波长和偏振方向、传播方向无关的物体。常用材料辐射系数推荐值如表12-1所示。图12-2红外线在电磁波谱中的位置图12-3频谱能量分布......
2023-06-27

NB/T47018.1~47018.7—2011《承压设备用焊接材料订货技术条件》,是根据承压设备对焊接材料的要求,在国家标准基础上增加、修改或补充条款而成,也有一部分是重新编写的,适用范围包括锅炉、压力容器、气瓶和压力管道。焊接材料用于承压设备时,应遵从NB/T47018的标准。......
2023-06-23

表A-1 黑色金属的力学性能(续)①此牌号在新标准中已删除。表A-16 铜及铜合金板、带材规格尺寸 (续)注:状态M(软)、Y2(半硬)、Y(硬)、T(特硬)。......
2023-06-26

塑料网挤出成型生产设备 如图7-38所示,塑料网挤出成型生产设备包括挤出机、成型机头、拉伸筒、冷却水槽、牵引辊、卷取装置等。图7-38 塑料网挤出成型生产设备塑料网挤出成型工艺流程塑料圆网(筒网)挤出成型工艺流程如图7-39a所示,塑料平网挤出成型工艺流程如图7-39b所示。图7-40所示为改进后的部分纵向牵引拉伸网的工艺流程。即在图7-40的基础上,再增加图7-41所示的工艺流程,而卷取机16之前的工艺流程保持不变。......
2023-06-15
知识要点集成一、电气材料表1-11电气材料续表1-11续表1-11续表1-11二、有线通信材料及器材表1-12有线通信材料及器材续表1-12经典考题剖析一、2020年考题1.适用于1kV及以下室外直埋敷设的电缆型号是()。矿物绝缘电缆可在高温下正常运行。优点是其模间色散很小,传输频带宽,适用于远程通信。......
2023-10-08

相关推荐