焊后,对储罐所有的环缝、纵缝进行渗透检测及100%X射线无损检测,未发现任何焊接缺陷,质量合格。1)焊接设备为法国Polysoude公司生产的窄间隙TIG焊接系统,由PC600直流焊接电源、热丝电源、冷却系统、NG焊枪和WP焊枪构成的焊接机头、送丝机、控制系统、焊接机床及操作机等构成。图7-62 窄间隙热丝TIG焊接接头坡口3)焊接时,先用NG焊枪进行打底焊,并填充至坡口深度40mm处,然后用WP焊枪继续焊接,填满整个坡口并进行盖面。......
2023-07-02
新型奥氏体钢HR3C(TP310NbN),属于25Cr20Ni系列,是蒸汽温度为620℃的超临界或超超临界锅炉过热器和再热器首选材料。钢管为日本住友金属生产,规格ϕ48mm×10mm。填充材料为住友金属的T-HR3C焊丝,直径ϕ1mm。
1)焊接设备为Rofin公司DC035CO2激光器,最大输出功率3500W,管束模式为TEM00。光束采用抛物铜镜反射聚焦系统,焦距300mm,聚焦光束直径0.26mm。焊接时,管接头旋转,双层喷嘴侧吹保护气。
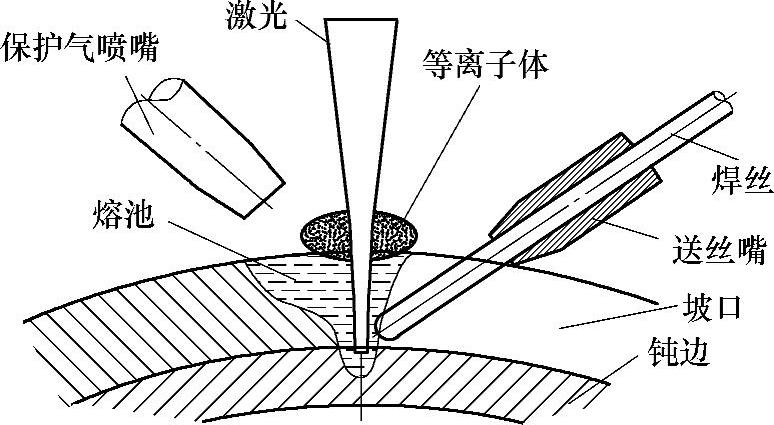
图7-111 焊接过程示意图
2)采用窄间隙激光填丝多层焊接技术。U形坡口对接,钝边6mm,间隙1.8mm。焊接过程示意图如图7-111所示,焊接参数见表7-37。
表7-37 焊接参数

3)焊后检查,焊缝正反面成形良好,焊缝横截面形状如图7-112所示。经X射线和渗透检测,焊缝内部没有缺陷。650℃高温持久强度试验表明,激光填丝焊接头的高温持久强度明显优于热丝TIG焊。
2.飞机铝合金壁板T形接头的焊接
采用激光焊接制造飞机铝合金整体壁板,替代传统铆接结构,已在欧洲空中客车公司等航空器制造业得到应用。针对我国大飞机的研制,壁板材料为Alcon公司生产的2060-T8和2099-T83高强铝锂合金,板材厚度2mm。填充焊丝ER4047(AlSi12),焊丝直径1.2mm。图7-113所示为双光束激光焊接整体壁板及其T形接头。

图7-112 焊缝横截面形状
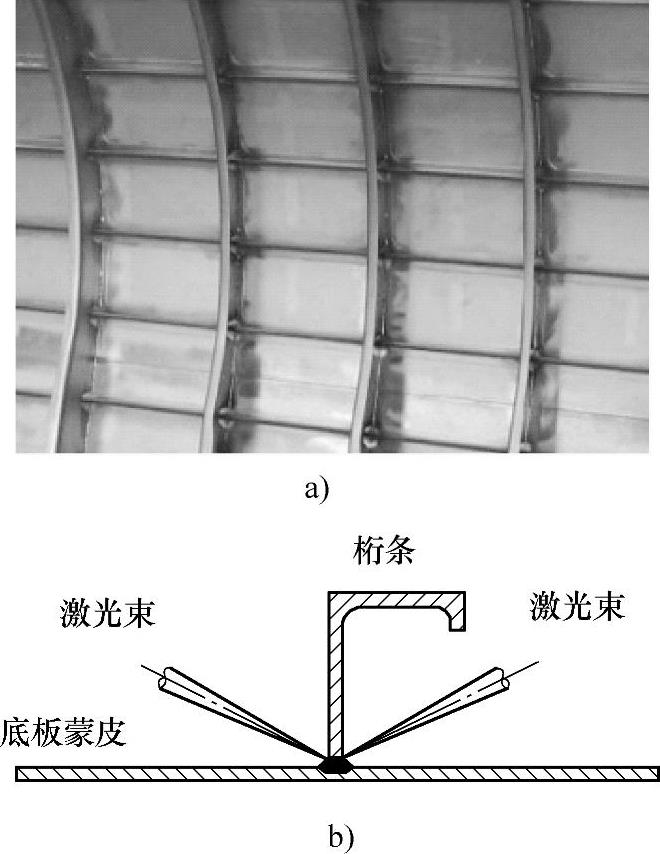
图7-113 双光束激光焊接整体壁板及其T形接头
a)焊接整体壁板 b)T形接头
1)两个激光器分别为4kW的DS040HQ碟片激光器和6kW的YLS-6000光纤激光器,波长分别为1030nm和1070nm。两台激光器的光束质量相当,均采用芯径为200μm的光纤传输,使用焦距为200mm准直镜和300mm聚焦镜聚焦,聚焦光斑约0.3mm,激光束与底板蒙皮夹角20°。
2)为了防止T形接头焊缝的气孔,焊前要用机械及化学铣削的方法,去除0.15mm厚的表面氧化层。焊接时,激光功率为3kW,焊接速度为6m/min,送丝速度为3~9m/min。填充焊丝从熔池前方送入,焊接保护气体为氩气,保护气喷嘴位于熔池后方。增加送丝速度,增加熔池中填充金属的量,有利于减小焊缝热裂纹的产生,但是当送丝速度超过9m/min时,焊缝成形不好。如长桁开双面60°坡口,中间留1mm钝边,在焊缝成形良好的同时,有利于获得没有气孔和裂纹的焊缝。
3.天然气长输管线的激光焊接
最近采用激光根焊/GMAW填充焊技术对管线进行现场焊接。管材为X100,壁厚19mm。窄间隙坡口如图7-114所示。
1)根焊激光功率7.6kW,管材预热100℃,根焊速度1.5m/min,Ar气保护,流量20L/min。填充焊采用4个TandemGMAW焊接,送丝速度均为14.5m/min,焊接电流233A,焊接电压24V,焊丝为CarbofilNiMo1,焊丝直径1mm,Ar气保护,预热100℃。
2)焊接接头Charpy冲击试样的缺口位于根焊道,上平台冲击吸收能量为200J,下平台冲击吸收能量为50J,韧脆转变温度-60℃。由于焊缝主要由GMAW焊接完成,因此激光根焊,随后采用GMAW填充焊,完成的焊接接头冲击韧度与GMAW根焊的结果相似。焊缝硬度(HV0.2)约为280,也与GMAW根焊的结果类似。
最近,对X100壁厚11.7mm管道的试验还表明,如采用GMAW焊接,一个焊口至少需要4个焊道。如采用激光焊完成根焊道,GMAW填充焊只需1个焊道即可,显著提高了焊接生产效率。
德国Vietz公司,根据长输管线现场焊接的要求,采用10kW大功率光纤激光器,开发了VPL专用激光焊接系统,用于壁厚大于10mm管线的焊接,如图7-115所示。激光焊接头安装在环形导轨上,焊接过程能自动对中焊缝。对壁厚20mm的管线环缝,焊接速度可达2.3m/min,不需要填充焊丝,生产速度和成本为常规焊接方法的1/3。VPL-2000型系统的激光输出功率20kW,波长1070nm,光纤直径200μm,长度50~100m。
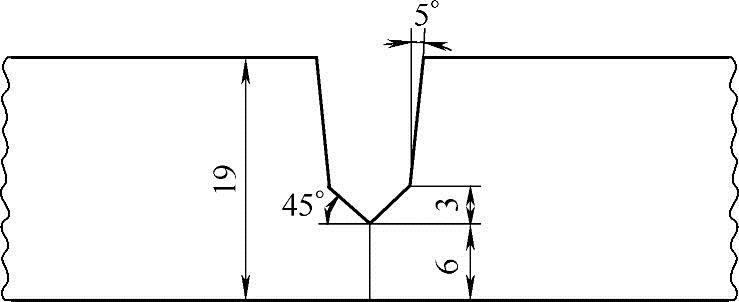
图7-114 管线钢X100激光根焊/GMAW填充焊坡口(单位:mm)

图7-115 VPL光纤激光焊接系统
有关焊接制造工程基础的文章

焊后,对储罐所有的环缝、纵缝进行渗透检测及100%X射线无损检测,未发现任何焊接缺陷,质量合格。1)焊接设备为法国Polysoude公司生产的窄间隙TIG焊接系统,由PC600直流焊接电源、热丝电源、冷却系统、NG焊枪和WP焊枪构成的焊接机头、送丝机、控制系统、焊接机床及操作机等构成。图7-62 窄间隙热丝TIG焊接接头坡口3)焊接时,先用NG焊枪进行打底焊,并填充至坡口深度40mm处,然后用WP焊枪继续焊接,填满整个坡口并进行盖面。......
2023-07-02

根据AWS A5.11/A5.11M—2005焊条电弧焊镍和镍合金焊条标准,应选用ENiCrMo-3焊条,该合金的线胀系数与9%Ni钢母材最接近。焊接施工后,对焊缝进行目视、渗透和射线检查,均符合标准要求。3)焊条烘烤:E7016焊条焊前应在350℃下烘干并保温2h,焊接时焊条存放在焊条保温筒内,随用随取,E9018-G焊条不要求烘烤。......
2023-07-02
造型特征分析●戒指主体形状呈交叉对称结构,可以用镜像工具产生该结构。在顶视图中,使用镜像工具实例复制多边形,形成对称结构。使用“快速切片”工具,在前视图对戒圈的顶部进行快速切割,形成戒指凸起部分的特征结构线,见图12-15。......
2023-06-20

表7-26 化学清洗工艺参数将铝储罐分为罐底、罐顶及筒体三部分分别拼焊,然后进行总装焊接。焊接接头为搭接形式。为了满足高压汽轮机主蒸汽参数8.83MPa、550℃的高温高压恶劣运行工况下的强度要求,焊接隔板材料见表7-30。隔板四个坡口的焊接采用直径1.2mm的ER55-B2-MnV耐热钢焊丝。4)在窄间隙MAG焊接平台上进行隔板焊接。表7-31 隔板MAG焊焊接参数5)将隔板放入热处理炉中,按照图7-96所示的隔板退火工艺曲线退火,消除隔板焊接应力。......
2023-07-02
焊接智能制造是一种由智能机器和人类专家共同组成的人机一体化系统。与传统制造相比,焊接智能制造系统应具有以下几方面的特征:1)设计优化能力。它是焊接智能制造的一个显著特征,是实现高水平人机一体化的关键技术之一。图12-5概括了作为智能焊接制造系统必须具备的感知、决策、控制、学习、通信五大基本功能。......
2023-07-02
合理组织焊接制造过程,使焊接制造过程始终处于最佳状态,是保证企业获得良好经济效益的重要前提之一。合理组织焊接制造过程要考虑以下四个方面:1.焊接制造过程的连续性焊接制造过程的连续性是指产品和零件在制造过程的各个环节上的运动,自始至终处于连续状态,不发生或少发生不必要的中断、停顿和等待现象。因此,实现焊接制造过程的节奏性必须把三个方面统一安排。......
2023-07-02
作为开放式标准向所有制造商提供的LonWorks系统是一个平台,使控制系统体系结构以开放式、高度分布的互可操作系统取代专用的集中系统。i.LON 600 LonWorks/IP路由器就是这样的设备。把包括路由器在内的LonWorks设备连接到信道上;把传统I/O点连接到LonWorks设备上。......
2023-08-29
焊接更容易制造水密性与气密性要求高的结构,已广泛用于压力容器、舰船、储罐等结构的制造。焊接结构的服役性能和安全性,是当今焊接结构设计与制造关注的首要问题,特别像核电站、大型客机、石油化工企业等,一旦发生事故,往往造成生命财产的巨大损失。因此焊接结构在使用过程中,不应产生弹性失效、塑性失稳及断裂等突发的致命破坏。图1-3为影响焊接结构制造性能的主要因素。焊接结构在制造过程中,消耗了大量材料及能源。......
2023-07-02
相关推荐