反之,焊接电流太小时,易形成未焊透缺陷焊缝。可精确控制电弧能量及其分布,易于控制焊缝成形。高频脉冲电弧在10A以下小电流区域仍然非常稳定,利用这些特点进行0.5mm以下超薄板的焊接,特别是对不锈钢超薄件的焊接,焊缝成形均匀美观。图7-45的焊接电流波形,能够发挥高、低频两种焊接工艺的优点,获得成形更为优良的焊缝。但短弧焊的热量集中,电弧对熔池的压力大,使焊缝反而容易成形。......
2025-09-29
1.激光焊的基本参数
(1)激光波长 常用激光器中,CO2激光器输出10.06μm的红外光,Nd:YAG激光器输出1.06μm的红外光。这些红外光的波长长,频率低,因而光子能量小,与物质作用时属于“激光热加工”,主要用于焊接、切割和表面处理等。其中1.06μm的红外光可以在光纤中传播,而10.06μm的红外光不能在光纤和普通玻璃中传播,因为这些材料对10.06μm的红外光不透明。准分子(KrF)激光器输出0.249μm的紫外光,其波长短,频率高,因而光子能量大,甚至可高于物质分子的结合能,直接深入到材料内部进行加工,属于“激光冷加工”,适用于激光化学沉积和激光刻蚀等。
(2)激光束模式 激光束横截面上光强的分布情况称为激光横模,一般笼统地把横模当作激光模式。模式与光束的聚焦特性密切相关,可以用符号TEMmn表示各种横向模式,TEM表示横向电磁波,m、n均为正整数,分别表示在x轴和y轴方向上光强为零的那些点的序数,称为模式序数。模式越低,聚焦后的光点越小,功率密度就越大。对切割和焊接,要求激光器输出基模或低阶模。图7-100分别示出了几种不同激光束横模的光斑,图7-101给出了沿着光束直径上的功率密度分布。TEM00称为基模,其他如TEM10、TEM20等称为高阶模。

图7-100 激光的模式与mn值
a)轴对称横模 b)旋转对称横模

图7-101 激光光束直径上的功率密度分布
a)基模TEM00 b)环形模TEM01
(3)光束质量 理论上激光具有高度准直性、良好的方向性,光束传输很远的距离不会明显扩散。采用光学透镜或凹面反射镜汇聚于一个小光斑内。实际激光都有一定的发散,发散角的最小值决定于光束的衍射。由于激光系统不可避免地存在缺陷,激光的实际发散角均大于其衍射极限。CO2激光的基模与多模光束发散角全角为1~3mrad,YAG激光的多模光束发散角全角为1~5mrad。
沿着传输方向,任何激光束都可以用束腰位置Z0、束腰半径ω0、远场发散角θ0三个参数来表征,如图7-102所示。
可以用光束传播因子K值或光束衍射极限因子M2来表征激光束的光束质量,其定义为:

如果M2=1(即K=1),激光光束的质量就达到了衍射极限。K值和M2值是测量激光束物理极限和聚焦能力的标准化参数,用这两个参数之一可以表征激光束是否接近理想的光束质量。K值的范围为0.1~1;M2值的范围为1~10。
光束的传播特性,可用光束参数积(beam parameter product,BPP)表示,定义为光束的束腰半径ω0和激光束远场发散角θ0的乘积,即

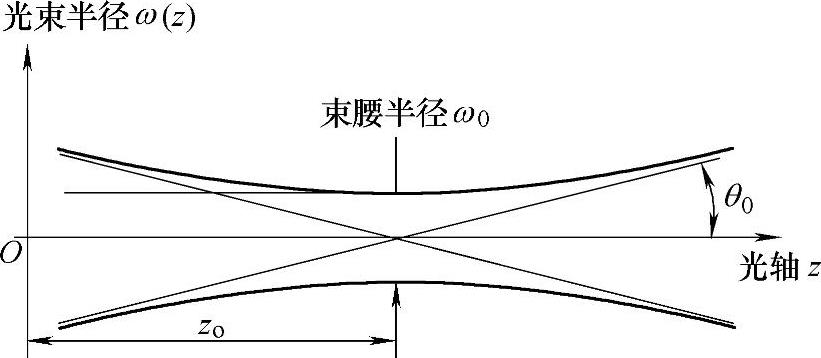
图7-102 激光束表征参数
衍射极限光束的BPP为λ/π,如激光器提供的光束与衍射极限相距较远,即K远小于0.1或M2远大于10,通常用BPP替代K或M2作为激光器光束的特征参数。
2.激光深熔焊接的主要参数
(1)激光功率 激光功率是指激光器的输出功率。激光焊中存在一个激光能量密度阈值,如果激光功率低于此阈值,工件仅发生表面熔化,也即焊接以稳定热传导型进行。只有当工件上的激光功率密度超过阈值(与材料有关),等离子体才会产生,熔深会大幅度提高,这标志着稳定深熔焊的进行。当激光功率密度处于小孔形成的临界条件附近时,深熔焊和传导焊交替进行,成为不稳定焊接过程,导致熔深波动很大。
激光焊的熔深与激光功率密度相关,是激光功率和光斑直径的函数。对一定的光斑直径,焊接熔深h随着激光功率的增加而增加。尽管在不同的试验条件下可能有不同的试验结果,但熔深随激光功率P的变化大致有两种典型的试验曲线,可近似地表示为
h∞Pk (7-7)
式中 h——熔深,单位为mm;
P——激光功率,单位为kW;
k——常数,k≤1,k的典型试验值为0.7和1.0。
(2)焊接速度 焊接速度对熔深有明显的影响,提高焊接速度则热输入下降,焊接熔深变浅,但焊接速度过低又会导致材料过度熔化、工件焊穿。所以,对一定激光功率和一定厚度的某特定材料有一个合适的焊接速度范围,并在适当的焊接速度时获得最大熔深。一般焊接速度与熔深有以下近似关系,
h≈v-r (7-8)
式中 h——熔深,单位为mm;
v——焊接速度,单位为mm/s;
r——小于1的常数。
激光深熔焊时,激光功率同时控制熔透深度和焊接速度。对于给定的激光功率等条件,存在维持深熔焊接的最小焊接速度。若焊接速度过低,熔深不会再增加,反而熔宽增大。其主要原因是,激光深熔焊时,维持小孔存在的主要动力是金属蒸气的反冲压力,在焊接速度低到一定程度后,热输入增加,熔化金属越来越多,当金属气化所产生的反冲压力不足以维持小孔的存在时,小孔不仅不再加深,甚至会崩溃,焊接过程蜕变为热传导型焊接,因而熔深不会再增大。另一个原因是随着金属气化的增加,小孔区温度上升,等离子体的浓度增加,对激光的吸收增加。
(3)光斑直径 光束斑点大小是激光焊接的重要变量,因为它决定功率密度。焊接时为增加熔深,要求激光光斑的功率密度高。但对高功率激光来说,对光斑的测量是一个难题。一般用光斑直径代表照射到焊接表面的光斑尺寸。最简单的实测方法是等温度轮廓法,即用厚纸烧焦和穿透聚丙烯板后测量焦斑和穿孔直径。这种方法要通过测量实践,掌握好激光功率大小和光束作用的时间。
对于高斯分布的激光,有几种不同的方法定义光斑直径。一种是当光子强度下降到中心光子强度e-1时的直径;另一种是当光子速度下降到中心光子强度e-2时的直径,前者在光斑中包含光束总能量的60%,后者则包含了86.5%的激光能量。提高功率密度的方式有两个:一是提高激光功率P,它和功率密度成正比;二是减小光斑直径,功率密度与直径的平方成反比。因此,减小光斑直径比增加功率有效得多。低阶模聚焦后可以获得更小的光斑。对焊接和切割来说,希望激光器以基模或低阶模输出。在激光器结构一定的条件下,照射到焊件表面的光斑大小取决于透镜的焦距f和离焦量Δf。(https://www.chuimin.cn)
(4)透镜焦距 焊接时通常采用聚焦方式会聚激光,一般选用63~254mm焦距的透镜。聚焦光斑大小与焦距成正比,焦距越短,光斑越小。但焦距长短也影响焦深,即焦深随着焦距同步增加,所以短焦距可提高功率密度,但因焦深小,必须精确保持透镜与工件的间距,且熔深也不大。由于受焊接过程中产生的飞溅物和激光模式的影响,实际焊接使用的最短焦深多为焦距126mm。当接缝较大或需要通过加大光斑尺寸来增加焊缝宽度时,可选择254mm焦距的透镜,在此情况下,为了达到深熔小孔效应,需要更高的激光输出功率。
当激光功率超过2kW时,特别是对于10.6μm的CO2激光束,由于采用特殊光学材料构成光学系统,为了避免聚焦透镜遭光学破坏的危险,经常选用反射聚焦方法,一般采用抛光铜镜作反射镜。由于能有效冷却,它常被推荐用于高功率激光束聚焦。
(5)离焦量 离焦量Δf是指焊接时焊接表面离聚焦激光束最小斑点的距离。激光束通过透镜聚焦后,有一个最小光斑直径,如果焊件表面与之重合,则Δf=0;如果焊件表面在它下面,则Δf﹥0,称之为正离焦量;反之则Δf﹤0,称为负离焦量。
在Δf﹤0时,激光经孔壁反射后向孔底传播,在小孔内部维持较高的功率密度。当Δf﹥0时,光线经小孔壁的反射传向四面八方,并且随着孔深的增加光束是发散的,孔底处功率密度比前种情况低得多,因此熔深变小,焊缝成形也变差。当要求熔深较大时,采用负离焦;焊接薄材料时,宜用正离焦。
(6)材料对激光的吸收率 材料对激光的吸收取决于材料的一些重要性能,如吸收率、热导率、熔化温度、蒸发温度等,其中最重要的是吸收率。当光束照在清洁磨光的金属表面时,一般都存在着强烈的反射,影响能量吸收。首先,金属对光束的反射能力与它所含的自由电子密度有关,自由电子密度越大(即电导率越大),则反射越强。反射率还与入射光的波长有关,波长较长的红外线主要与金属中的自由电子发生作用,而波长较短的可见光和紫外光还与金属中的束缚电子发生作用,结果使反射降低。因此,波长越短反射率越低,吸收率越高。
当能量为E0的激光照射到材料表面时,部分能量被反射,用ER表示;部分能量被吸收,用EA表示;对透明材料还有部分被透射,用ET表示,则
E0=ER+EA+ET (7-9)
也可表示为

1=ρR+ρA+ρT (7-11)
式中 ρR——反射率;
ρA——吸收率;
ρT——透射率。
焊件温度会影响材料对激光光束的吸收率,经测量发现材料吸收率与电阻率的平方根成正比,而电阻率又随温度而变化;CO2激光器的输出波长通常为10.6μm,陶瓷、玻璃、橡胶、塑料等非金属对它的吸收率在室温就很高,而金属材料在室温时对它的吸收很差,直到材料熔化乃至气化,它的吸收才急剧增加。其次,材料的表面状态(或者表面粗糙度)对光束吸收率有较重要的影响,从而影响焊接效果。采用表面涂层或表面生成氧化膜的方法,有效提高材料对光束的吸收。
(7)保护气体 激光焊时采用保护气体有两个作用:其一是保护焊缝金属不受有害气体的侵袭,防止氧化污染,提高接头的性能;其二是影响焊接过程中的等离子体,这直接与光能的吸收和焊接机理有关。此外,还可以保护聚焦透镜免受金属蒸气污染和液体熔滴的溅射,特别在高功率激光焊接时保护透镜更为必要。
通常使用氦、氩、氮等气体作保护,使工件在焊接过程中免受氧化。不同气体下等离子体有所差别,这首先是由于气体分子的电离程度不同,另外也由于保护气体密度的不同引起金属蒸气扩散差别。常用气体和金属的相对原子(分子)质量及电离能见表7-32,氦气电离程度最小,密度最小,它能很快地驱除金属熔池产生的金属蒸气。所以用氦作保护气体,可最大程度地抑制等离子体,从而增加熔深,提高焊接速度;由于氦气轻,有利逸出,不易造成气孔。从实际焊接效果看,氩气比较便宜,密度较大,所以保护效果较好,焊件表面要比使用氦气保护时来得光滑。但它易受高温金属等离子体作用电离,结果屏蔽了部分光束射向工件,减少了焊接的有效激光功率,降低焊接速度与熔深。氮气作为保护气体最便宜,但只适于某些特定材料的焊接。等离子云对熔深的影响在低焊接速度区最为明显,当焊接速度提高时,它的影响就会减弱。
表7-32 常用气体和金属的相对原子(分子)质量及电离能

保护气体是通过喷嘴以一定的压力射出到达工件表面的,喷嘴的形状和出口直径十分重要。喷口必须足够大,使喷出的保护气体覆盖焊接表面。但为了有效保护透镜,阻止金属蒸气污染或金属飞溅损伤透镜,喷口大小也要加以限制。流量也要加以控制,否则保护气形成紊流,将空气卷入熔池,最终形成气孔。为了提高保护效果,可用附加的侧向吹气的方式,即通过较小直径的喷管将保护气体以一定的角度直接射入深熔焊接的小孔。保护气体不仅抑制了工件表面的等离子体云,而且对孔内的等离子体及小孔的形成施加影响,能进一步增加熔深,获得深宽比较为理想的焊缝。但是,此种方法要求精确控制气体的流量和方向,否则容易产生紊流而破坏对熔池的保护。
3.脉冲激光焊焊接参数
脉冲激光焊与连续激光焊不同的是,有三个脉冲焊接参数,它们是脉冲能量、脉冲宽度和功率密度,其他参数可参见前述内容。
(1)脉冲能量和脉冲宽度 脉冲能量决定加热能量的大小,它主要影响金属的熔化量;脉冲宽度决定焊接时的加热时间,它影响熔深及热影响区尺寸。脉冲能量一定时,对于不同的材料,各存在最佳的脉冲宽度,此时焊接熔深最大。它主要取决于材料的热物理性能,特别是热导率和熔点。导热性好、熔点低的金属易获得较大的熔深。脉冲能量和脉冲宽度在焊接时有一定的关系,而且随着材料厚度与性质的不同而变化。焊接时,激光的平均功率P由式(7-12)决定。

式中 P——激光功率,单位为W;
E——激光脉冲能量,单位为J;
Δτ——脉冲宽度,单位为s。
(2)功率密度 激光焊时,功率密度决定焊接过程和机理。在功率密度较小时,焊接以传热焊的方式进行,焊点的直径和熔深由热传导所决定,当激光斑点的功率密度达到一定值(106 W/cm2)后,焊接过程中将产生小孔效应,形成深宽比大于1的深熔焊点,这时金属虽有少量蒸发,并不影响焊点的形成。但功率密度过大后,金属蒸发剧烈,导致气化金属过多,在焊点中形成一个不能被液态金属填满的小孔,不能形成牢固的焊点。脉冲激光焊时,功率密度由式(7-13)决定。
Pd=4E/πd2Δτ (7-13)
式中 Pd——激光光斑上的功率密度,单位为W/cm2;
E——激光脉冲能量,单位为J;
d——光斑直径,单位为cm;
Δτ——脉冲宽度,单位为s。
脉冲激光焊时,焊件几乎没有温升,焊接变形极小。所以脉冲激光焊广泛用于微电子元器件及仪器、仪表制造,如焊接集成电路内外引线等。脉冲激光焊除可焊接一般金属材料外,尚可焊接钨、钼、钽、锆等难熔金属,实现异种金属焊接等。
相关文章

反之,焊接电流太小时,易形成未焊透缺陷焊缝。可精确控制电弧能量及其分布,易于控制焊缝成形。高频脉冲电弧在10A以下小电流区域仍然非常稳定,利用这些特点进行0.5mm以下超薄板的焊接,特别是对不锈钢超薄件的焊接,焊缝成形均匀美观。图7-45的焊接电流波形,能够发挥高、低频两种焊接工艺的优点,获得成形更为优良的焊缝。但短弧焊的热量集中,电弧对熔池的压力大,使焊缝反而容易成形。......
2025-09-29

埋弧焊焊接参数的选择对焊缝成形和质量有着重要影响。图7-19 焊丝伸出长度对焊丝熔敷率的影响图7-20 焊丝伸出长度对焊缝熔深的影响6.电源种类与极性电源种类和极性可以改变焊缝的形状和尺寸。焊剂与焊丝合理匹配是获得高质量焊缝的关键,......
2025-09-29

GMAW的焊接参数主要有焊丝直径、送丝速度、焊接电流、电弧电压、焊接速度、气体流量、焊丝伸出长度、电源极性、焊枪角度及焊接方向等。焊接参数的设定,一般应从质量、成本及生产效率等方面综合考虑。表1-5-7 直径0.5~5.0mm焊丝的适用范围2.焊接电流与送丝速度焊接电流的选择主要是根据工件厚度、焊丝直径及焊接位置的要求来确定。电弧电压对焊接过程的稳定性、焊缝成形、飞溅大小及短路频率等影响很大。......
2025-09-29
电子束焊的主要焊接参数有加速电压Ua、电子束流Ib、聚焦电流If、焊接速度vw及工作距离h。电子束功率密度与电子束的功率以及束斑点大小密切相关。电子束焊时,焦点的位置相对于焊件表面有上聚焦、下聚焦和表面聚焦3种。焦点位置对焊缝形状影响很大。图4-2-10 真空度对焊缝形状的影响7.脉冲电子束采用脉冲电子束焊,可有效地增加熔深,如图4-2-11所示。......
2025-09-29

电流过大,LED会缩短寿命;电流过小,达不到所需光强。② 注意辨认各类LED引脚线的排列,以防极性装错。⑥ 安装时,LED的壳体不得与引脚相碰,要保证1mm左右的安全距离。图3-25 LED安装示例2.LED焊接技术与注意事项在焊接LED的过程中,应严格遵守以下操作要求。静电和电流的急剧升高将会对LED产生损害,因此必须做好静电防护工作。......
2025-09-29

在自动化开坡口的厚板焊接中,目前多采用摆动跟踪技术来保证接缝位置的对中。在摆动跟踪焊接过程中,焊枪的摆动频率和幅度、焊接电参数以及接头形状尺寸等都对熔深有着很大的影响。如何在自动化焊接过程中检测出产生这两类缺陷的相应信息是一个重要的实际课题。图9-54给出了在不同摆动频率下电弧电压与焊接电流概率密度分布的一个例子,图9-55是数据处理示意图。......
2025-09-29


相关推荐