图7-72 双丝熔化极气体保护焊组成示意图双丝焊专用焊枪结构紧凑,如图7-74所示。窄间隙熔化极气体保护焊机头 由于接头坡口窄而深,实现高质量、高可靠性的窄间隙焊并非易事。......
2023-07-02
熔化极气体保护焊,是指使用自动送进并连续熔化的焊丝作电极,以氩气或氦气等惰性气体或活性气体进行保护,利用电极与焊件之间产生的电弧热熔化母材和填充焊丝的焊接方法,简称GMAW焊。
如图7-63所示,在焊接时焊丝在送丝滚轮的驱动下连续送进,保护气体从焊枪喷嘴中不断地喷出,覆盖在电弧、熔滴、熔池及焊丝组成的焊接区的外围,形成局部气体保护层,机械地将空气与焊接区隔绝,从而保证焊接过程的稳定性,并获得质量优良的焊缝。
在熔化极气体保护焊时,如使用惰性气体(Ar、He或混合气体)保护,称为熔化极惰性气体保护焊,简称MIG焊。利用Ar+O2、Ar+CO2或Ar+O2+CO2等作保护气体时,称为活性气体保护焊,简称MAG焊。完全由CO2气体保护的,叫做CO2气体保护焊。
熔化极气体保护焊也可以按采用的焊丝来分类。大部分情况下,采用实芯焊丝。当焊丝直径小于1.6mm时,常称为细丝气体保护焊,常用这种方法的短路过渡形式焊接厚度小于3mm薄板材料。当焊丝直径大于或等于1.6mm时,常称为粗丝气体保护焊,一般采用大的焊接电流和高的电弧电压来焊接中厚板,熔滴为滴状过渡或喷射过渡。近年来,药芯焊丝和金属粉芯焊丝也逐渐得到应用。
按操作方式,熔化极气体保护焊可分为自动焊及半自动焊两种。对于较长的直线焊缝和规则的曲线焊缝,可采用自动焊;而对于不规则的或较短的焊缝,通常采用半自动焊。为了适应某些特殊应用的需要,目前又派生出下列的一些方法:如电弧点焊、气体保护立焊、窄间隙焊、气体与焊渣联合保护焊等。
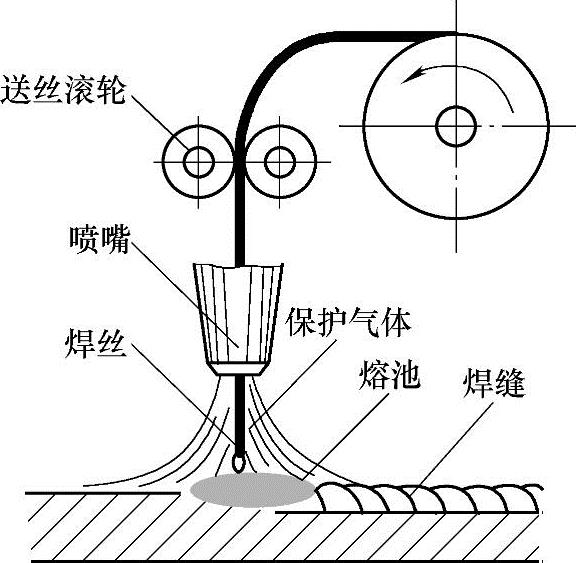
图7-63 熔化极气体保护焊示意图
目前,熔化极气体保护焊得到了广泛应用,主要是因为以下优点:
1)和焊条电弧焊相比,可以得到中间无接头的长焊缝,熔敷率高,焊接速度快。当采用短路过渡时,可以焊接薄板,焊接变形较小,焊接生产率高。
2)和埋弧焊相比较,能进行全位置焊。
3)与钨极氩弧焊相比较,由于采用焊丝作电极,电流密度大,熔敷效率高,母材熔深大,焊接生产率高。
4)MIG焊采用焊丝为正的直流电弧焊接铝及铝合金时,对母材表面的氧化膜有良好的阴极清理作用。
5)由于产生的焊渣少,可以降低焊后清理工作量。焊接操作简单,容易操作和使用。
主要缺点如下:
1)焊接设备复杂,价格较贵,不便于携带。
2)因焊枪较大,在狭窄处的可达性不好,因而影响保护效果。
3)室外风速大于1.5m/s时,焊缝易产生气孔,所以室外焊接应采取防风措施。
4)GMAW是明弧焊,应注意预防弧光辐射。
熔化极气体保护电弧焊已经成功地应用于工程结构与机械制造业,并逐步取代焊条电弧焊。广泛用于低碳钢、低合金钢的焊接,以及部分高合金钢、有色金属的焊接。如采用CO2气体保护焊,还具有更大的经济优势。该焊接方法的应用范围也越来越广,并在生产中发挥着越来越大的作用。
有关焊接制造工程基础的文章

图7-72 双丝熔化极气体保护焊组成示意图双丝焊专用焊枪结构紧凑,如图7-74所示。窄间隙熔化极气体保护焊机头 由于接头坡口窄而深,实现高质量、高可靠性的窄间隙焊并非易事。......
2023-07-02

焊接参数的可选范围大 与CO2焊相比,MAG焊接薄板时焊接参数的可选范围大,如图1-5-19所示,实线为采用Ar 80%+CO220%混合气体保护焊时的焊接参数范围,虚线为采用CO2气体时焊接参数范围。易实现自动化生产MAG焊的主要缺点是因保护气体中含有较多的惰性气体,焊接成本比CO2焊高一些。......
2023-06-25

(一)熔化极气体保护焊的分类、特点熔化极电弧焊以焊丝与焊件之间的电弧作为热源,在惰性气体、活性气体、混合气体或药芯产生的气渣的保护下,电弧熔化焊丝和母材形成熔池和焊缝。而以CO2气体保护电弧焊、熔化极惰性气体保护焊和药芯焊丝气体保护电弧焊应用最为普遍,本节主要介绍CO2气体保护电弧焊。CO2气体保护电弧焊的特点是:电流密度大、电弧热量集中,焊丝的熔化效率高,焊缝熔深大,焊接速度快,生产效率高。......
2023-06-23
目前逆变式CO2/MAG焊机主要采用IGBT逆变技术,其中采用软开关的IGBT焊机节电性能更好。逆变式CO2/MAG焊机适合于与机器人结合,组成自动焊接生产系统。......
2023-06-25

气电立焊最常用的坡口为I形、V形及X形。送气系统 能在熔池上面提供均匀且没有紊流的保护气体。保护气体可由专门的气箱全部供给,也可以利用焊枪增加部分保护气体。使用实心焊丝时常用富氩混合气体保护,而使用药芯焊丝时常用CO2气体保护。表1-5-18 气电立焊的焊接参数......
2023-06-26

选择GMAW设备的一般原则如下。2)按自动化程度和使用的焊接电流选用焊枪和负载持续率。选择焊枪时还应注意实际焊接电流应小于焊枪的额定电流,负载持续率应满足实际焊接需要。批量大时,可考虑选用焊接专用机;批量小时,应尽量选用通用设备。5)对产品质量有严格要求时,可采用数字化焊机便于应用软件进行联网监控。6)设备应满足现场使用条件,如水、电的供应条件。......
2023-06-25
图1-5-46 窄间隙熔化级气体保护电弧焊的工作原理示意图a)细丝窄间隙焊 b)粗丝窄间隙焊1—喷嘴 2—导电嘴 3—绝缘导管 4—焊丝 5—电弧 6—母材 7—衬垫窄间隙焊主要用于焊接低碳钢、低合金钢、高合金钢、铝合金及钛合金等,可以全位置焊,焊接板材厚度范围为30~300mm。......
2023-06-26

1)STT表面张力过渡控制技术是使熔滴在电磁收缩力和表面张力的作用下,实现从焊丝端头向熔池过渡的一种波形控制技术。2)CMT冷金属过渡控制技术的原理是将送丝与熔滴过渡协同控制。随即电弧重新引燃,电源提供燃弧峰值电流快速熔化焊丝。上述CO2焊熔滴过渡控制技术均能获得低飞溅甚至是无飞溅的CO2焊。......
2023-06-26
相关推荐