根据AWS A5.11/A5.11M—2005焊条电弧焊镍和镍合金焊条标准,应选用ENiCrMo-3焊条,该合金的线胀系数与9%Ni钢母材最接近。焊接施工后,对焊缝进行目视、渗透和射线检查,均符合标准要求。3)焊条烘烤:E7016焊条焊前应在350℃下烘干并保温2h,焊接时焊条存放在焊条保温筒内,随用随取,E9018-G焊条不要求烘烤。......
2023-07-02
1.工业纯铝卧式储罐的焊接
图7-61所示为4m3工业纯铝卧式储罐的外形。材料为1035工业纯铝,筒体由三个筒节拼焊组成,壁厚6mm;封头壁厚8mm,拼焊后冷压成形。采用手工交流钨极氩弧焊焊接。
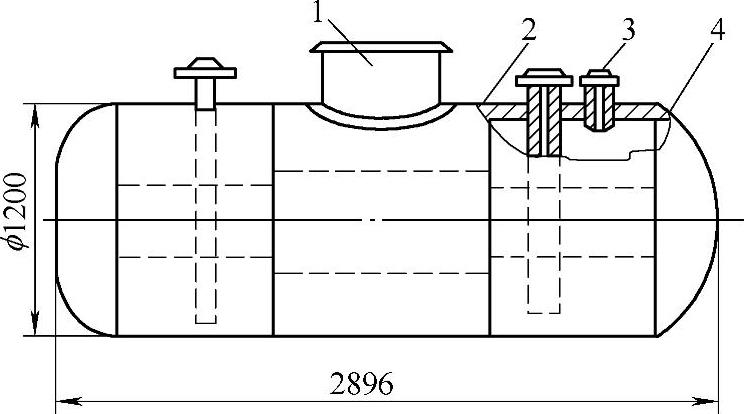
图7-61 4m3工业纯铝卧式储罐
1—人孔 2—筒体 3—管接头 4—封头
(1)焊前准备 筒体纵缝对接不开坡口,间隙为2mm;封头拼焊开70°的V形坡口,钝边为1~1.5mm,对接间隙为3mm。焊前对焊件进行清理,先用丙酮清洗油污,然后用直径小于0.15mm不锈钢钢丝刷对坡口及其两侧来回刷几次,并用刮刀清理坡口内的氧化膜。焊丝使用前,用化学方法清洗。
(2)焊接材料 焊丝采用与母材同牌号的焊丝;氩气纯度(体积分数)为99.99%;钨极采用铈钨极。
(3)焊接参数 对于6mm厚的板,焊丝直径为5~6mm,钨极直径为5mm,焊接电流为190A,喷嘴直径为14mm,电弧长度为2~3mm,焊前不预热;对于8mm厚的板,焊丝直径为6mm,钨极直径为6mm,焊接电流为260~270A,喷嘴直径为14mm,电弧长度为2~3mm,焊前预热150℃。
焊后,对储罐所有的环缝、纵缝进行渗透检测及100%X射线无损检测,未发现任何焊接缺陷,质量合格。
2.大直径钢管窄间隙热丝TIG焊接
图7-62所示为大直径钢管窄间隙热丝TIG焊接接头坡口,钢管材料为SA335-P12无缝钢管,规格ϕ356mm×60mm。化学成分(质量分数,%):C0.12,Mn0.47,Si0.38,Mo0.55,S0.010,P0.012。
1)焊接设备为法国Polysoude公司生产的窄间隙TIG焊接系统,由PC600直流焊接电源、热丝电源、冷却系统、NG焊枪和WP焊枪构成的焊接机头、送丝机、控制系统、焊接机床及操作机等构成。气动卡盘式旋转机床与焊接机头联动控制,通过编程实现自动焊接。焊接过程中,接头位于管件正上方,管件转动。
2)电极为铈钨极,ϕ4mm,填充丝为TIG-1C,ϕ1.0mm。
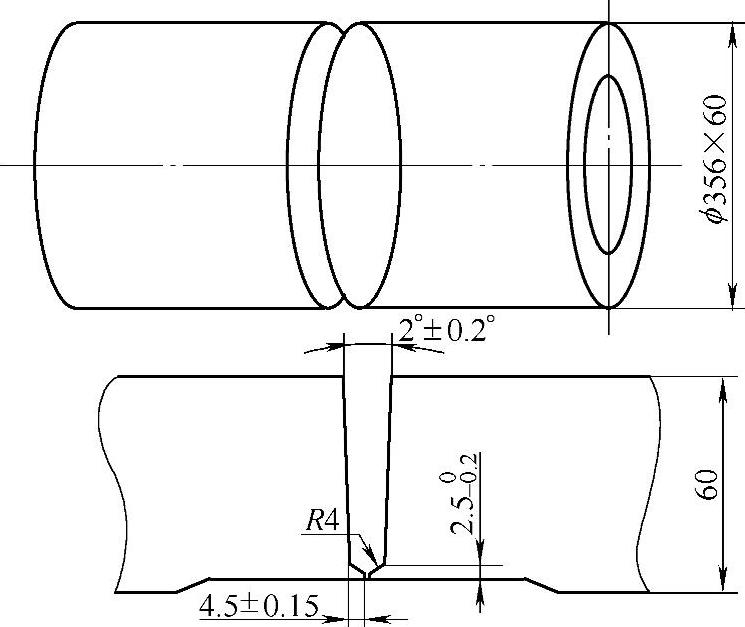
图7-62 窄间隙热丝TIG焊接接头坡口
3)焊接时,先用NG焊枪进行打底焊,并填充至坡口深度40mm处,然后用WP焊枪继续焊接,填满整个坡口并进行盖面。优化的焊接参数见表7-24。
表7-24 焊接参数

4)焊后检查,焊缝成形美观,鳞片均匀,超声检测未见内部焊接缺陷。
有关焊接制造工程基础的文章

根据AWS A5.11/A5.11M—2005焊条电弧焊镍和镍合金焊条标准,应选用ENiCrMo-3焊条,该合金的线胀系数与9%Ni钢母材最接近。焊接施工后,对焊缝进行目视、渗透和射线检查,均符合标准要求。3)焊条烘烤:E7016焊条焊前应在350℃下烘干并保温2h,焊接时焊条存放在焊条保温筒内,随用随取,E9018-G焊条不要求烘烤。......
2023-07-02

650℃高温持久强度试验表明,激光填丝焊接头的高温持久强度明显优于热丝TIG焊。图7-113所示为双光束激光焊接整体壁板及其T形接头。最近,对X100壁厚11.7mm管道的试验还表明,如采用GMAW焊接,一个焊口至少需要4个焊道。图7-114 管线钢X100激光根焊/GMAW填充焊坡口图7-115 VPL光纤激光焊接系统......
2023-07-02

表7-26 化学清洗工艺参数将铝储罐分为罐底、罐顶及筒体三部分分别拼焊,然后进行总装焊接。焊接接头为搭接形式。为了满足高压汽轮机主蒸汽参数8.83MPa、550℃的高温高压恶劣运行工况下的强度要求,焊接隔板材料见表7-30。隔板四个坡口的焊接采用直径1.2mm的ER55-B2-MnV耐热钢焊丝。4)在窄间隙MAG焊接平台上进行隔板焊接。表7-31 隔板MAG焊焊接参数5)将隔板放入热处理炉中,按照图7-96所示的隔板退火工艺曲线退火,消除隔板焊接应力。......
2023-07-02

焊接智能制造是一种由智能机器和人类专家共同组成的人机一体化系统。与传统制造相比,焊接智能制造系统应具有以下几方面的特征:1)设计优化能力。它是焊接智能制造的一个显著特征,是实现高水平人机一体化的关键技术之一。图12-5概括了作为智能焊接制造系统必须具备的感知、决策、控制、学习、通信五大基本功能。......
2023-07-02
合理组织焊接制造过程,使焊接制造过程始终处于最佳状态,是保证企业获得良好经济效益的重要前提之一。合理组织焊接制造过程要考虑以下四个方面:1.焊接制造过程的连续性焊接制造过程的连续性是指产品和零件在制造过程的各个环节上的运动,自始至终处于连续状态,不发生或少发生不必要的中断、停顿和等待现象。因此,实现焊接制造过程的节奏性必须把三个方面统一安排。......
2023-07-02

焊接更容易制造水密性与气密性要求高的结构,已广泛用于压力容器、舰船、储罐等结构的制造。焊接结构的服役性能和安全性,是当今焊接结构设计与制造关注的首要问题,特别像核电站、大型客机、石油化工企业等,一旦发生事故,往往造成生命财产的巨大损失。因此焊接结构在使用过程中,不应产生弹性失效、塑性失稳及断裂等突发的致命破坏。图1-3为影响焊接结构制造性能的主要因素。焊接结构在制造过程中,消耗了大量材料及能源。......
2023-07-02

1)具体产品,若车间的制造属于品种单一的大量制造,计算制造能力时,用的制造率定额是该产品的时间定额或制造该产品的产量定额。车间制造能力是以代表产品产量表示。焊接车间计算制造能力时,实际常用报告期所达到的制造焊接件的重量水平来计算焊接车间的制造能力。......
2023-07-02
工作中应严格控制其含氧量。动火管理是为防止火灾和爆炸事故发生而设定的管理制度。在禁火区内,需动明火,必须办理动火申请手续,采取有效的防范措施,经过审核批准,才可动火。一级动火必须由要求进行焊接、切割作业的车间或部门的主要负责人填写动火申请表,报厂主管防火工作的保卫或安全部门审批。二级动火由要求执行焊割的部门填写申请表,经单位负责防火部门现场检查,确认符合动火条件并签字后,交动火人执行动火作业。......
2023-07-02
相关推荐