手工钨极氩弧焊适用于焊接0.5~5.0mm的铝及铝合金焊件,机械化(自动)钨极氩弧焊可以焊接1~12mm的环缝或纵缝。所以,铝及铝合金采用手工钨极氩弧焊时,采用交流电源最好。常用铝及铝合金手工TIG焊的焊接参数见表4-11。......
2025-09-29
钨极氩弧焊设备通常由焊接电源、引弧及稳弧装置、焊枪、供气系统、水冷系统和焊接程序控制装置等部分组成,对于自动氩弧焊还应包括焊接小车行走机构及送丝装置。手工焊时,焊枪的运动和焊丝的送进均由焊工的左右手协调操作;自动焊时分别通过焊枪或工件的移动装置及送丝机构完成这两个动作。图7-52所示为手工TIG焊设备系统示意图,其中焊接电源内已包括了引弧、稳弧装置及焊接程序控制装置等,图7-53所示为自动TIG焊的焊枪和导丝机构示意图。
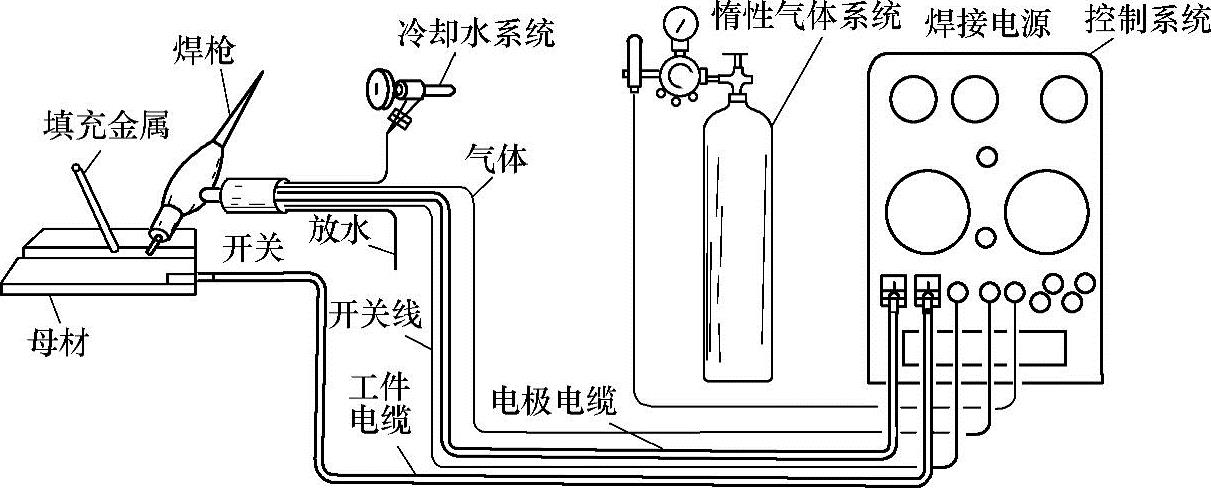
图7-52 手工TIG焊的设备构成

图7-53 自动TIG焊的焊枪和导丝机构
1—钨极 2—喷嘴 3—焊枪 4—调节机构 5—焊丝导管 6—导丝嘴 7—焊丝
1.焊接电源
TIG焊要求使用具有陡降外特性或垂直外特性的弧焊电源,主要是为了得到稳定的焊接电流。按电流种类分为交流电源、直流电源和脉冲电源。如前所述,焊接时选择哪种电源,以及当选定直流电源时,选择哪种极性接法是十分重要的,应该根据被焊材料来选择。
直流电源主要有普通硅弧焊整流器、晶闸管可控整流器、晶体管直流电源和逆变直流电源等类型。高频逆变技术显著减小了变压器、电抗器的体积和重量,使焊机动态响应快速灵敏,有良好的抗电网波动能力和极小的冷态、热态输出电流变化率,逆变直流电源已经成为主流产品。该电源采用半导体功率开关器件、控制组件、超微晶磁性材料制造而成。交流电源经过开关进入整流桥整流滤波后成为直流,供给大功率晶体管逆变器;经脉冲宽度调制(PWM)驱动变成约20kHz中频交流,经中频变压器降压、二次侧整流和高频电抗器平滑滤波后,变为低电压直流焊接电流。
简单的交流电源采用普通焊条电弧焊用交流弧焊变压器,加装引弧、稳弧、消除直流分量和控制装置,即可作为交流钨极氩弧焊电源。由于交流电源稳定性较差,后来又出现了方波交流电源,其中一种是用晶闸管和电抗器控制技术设计的交流弧焊变压器,另一种是双逆变可变极性方波交流电源。后者在逆变直流的基础上,在直流电的输出端再经过二次逆变,成为可变极性方波交流电源。
其TIG焊逆变电源的原理图如图7-54所示。该电源可很容易地用作交直流两用电源,也可以实现交流脉冲和直流脉冲输出。这种电源更多地用计算机智能控制,精度高,稳定性好,可自动诊断故障并分类显示,焊接性能优异,通用性很强,是先进的焊接设备之一。
2.控制装置
钨极氩弧焊的控制系统包括焊接过程动作程序控制、保护气体控制、引弧和稳弧控制、冷却水控制等。
(1)动作程序控制 钨极氩弧焊时,按动焊枪上的启动开关,打开电子气阀送出氩气,接通电源,使高频加在钨极和工件之间,产生高频火花,引燃电弧。焊接回路形成后切断高频,同时加入稳弧脉冲(对交流而言)。当需要结束焊接过程时,仍通过焊枪上的开关使电流衰减及切断,延时一段时间后停止供气。钨极氩弧焊整个程序如图7-55所示。

图7-54 TIG焊逆变电源的原理图

图7-55 焊接程序控制
a)手工TIG焊 b)自动TIG焊
焊接程序控制装置应满足以下要求:
1)焊前1.5~4s输送保护气,以驱赶管内及焊接区域的空气。
2)焊后延迟5~15s停气,以保护尚未冷却的钨极和熔池。
3)自动接通和切断引弧和稳弧电路。
4)控制焊接电源的通断。
5)实现焊接电流自动缓升和缓降,以防止引弧冲击、消除弧坑和防止弧坑裂纹,对于环缝焊接及热裂纹敏感材料尤其重要。
6)自动焊时还需要对焊接小车的起停控制,以及全位置焊接时的焊接参数控制。
(2)引弧和稳弧控制 大电流TIG焊常用非接触引弧方式,有高频振荡器引弧和高压脉冲引弧两种。交流TIG焊还需要在电流过零点时稳弧。因此,必须配置高频振荡器。高频振荡器的连接方式如图7-56所示。
(3)电流缓慢升降控制 电流缓慢上升是为了防止在引弧时对工件有突然的电流冲击,电流衰减装置的作用是在焊接停止时,使焊接电流逐渐减少,填满弧坑,降低熔池的冷却速度,避免裂纹的产生。电流缓升和衰减过程如图7-57所示。(https://www.chuimin.cn)
3.焊枪、供气和水冷系统
(1)焊枪 焊枪的作用是夹持钨极,传送焊接电流,形成保护气流。对于手工钨极氩弧焊,根据焊接电流大小的不同,通用的焊枪可分为两种:气冷式焊枪和水冷式焊枪。对焊枪的要求是:轻便,绝缘性能强,具有良好的气密性和水密性。
1)气冷式焊枪。用于小电流(≤150A)焊接,其冷却作用主要是由保护气体的流动来完成,重量轻、尺寸小、结构紧凑、价格比较便宜。

图7-56 高频振荡器的连接方式
a)与焊接回路并联 b)与焊接回路串联
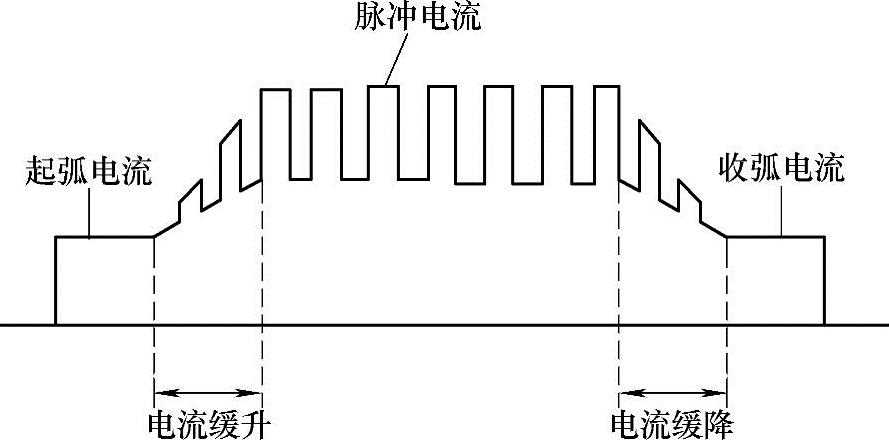
图7-57 脉冲TIG焊电流缓慢升降控制
2)水冷式焊枪。用于大电流(>150A)焊接,其冷却作用主要由流过焊枪内导电部分和焊接电缆的循环水来实现,结构比较复杂,比气冷式重而贵。
TIG焊的焊枪一般由喷嘴、电极夹头、枪体、电极帽、手柄及控制开关等组成,如图7-58和图7-59所示。在焊枪结构中,电极夹头及喷嘴为易损件。对不同直径的电极,要选配同规格的电极夹头及喷嘴:电极夹头要有弹件,通常用青铜制成,喷嘴用耐热陶瓷制造,具有绝缘和耐高温的性能。

图7-58 气冷式焊枪
1—钨极 2—陶瓷喷嘴 3—枪体 4—帽盖 5—手把 6—焊接电缆 7—气开关手轮 8—通气接头 9—通电接头

图7-59 水冷式焊枪
1—钨极 2—陶瓷喷嘴 3—导流件 4,8—密封圈 5—枪体 6—钨极夹头 7—帽盖 9—焊枪开关 10—扎线 11—手把 12—控制线 13—进气管 14—出水管 15—水冷缆管 16—活动接头 17—水电接头 18—插头
(2)供气系统 TIG焊的供气系统由气瓶、减压器、气体流量计和电磁气阀等组成,如图7-60所示。氩气瓶规定外表涂成蓝灰色。气瓶的初始压力比较高,随气瓶中的气体储量下降而下降。实际焊接应用的气体压力比较低,而且要求平稳,所以减压器将气瓶中的气体压力降至焊接所要求的压力。流量计用来调节和测量气体的流量,目前常用的是浮子式流量计和指针式流量计两种形式,有时将流量计和减压器做成一体,成为组合式。
电磁气阀是控制保护气体通断的控制元件,有交流和直流两种。通常采用的有36V、110V交流电磁阀和24V、36V直流电磁阀。

图7-60 TIG焊供气系统组成示意图
1—气瓶 2—减压器 3—气体流量计 4—电磁气阀
(3)水冷系统 许用电流大于150A的焊枪一般为水冷式,用水冷却焊枪和钨极需要提供冷却水的系统。通常将焊接电缆也装入通水的软管中做成水冷电缆,这样可以提高电流密度,减轻电缆质量,使焊枪更轻便。可在水路中串接水压开关,保证冷却水接通并达到一定压力才起动焊机,必要时可采用水泵,将水箱内的水循环使用。
4.典型焊机
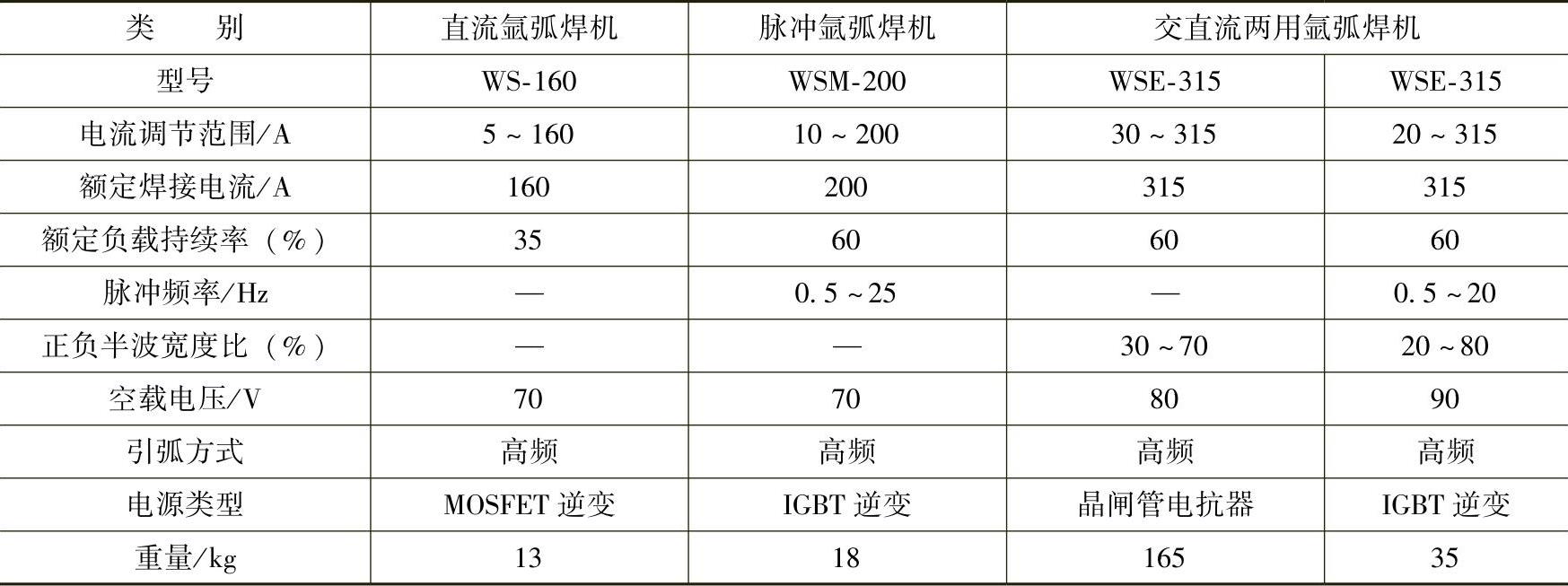
TIG焊机按用途分类,可分为通用焊机及专用自动焊机两大类。表7-23是常见的几种通用TIG焊机的主要技术数据。专用自动焊机用于焊接直缝、环缝、管子对接接头、管子相贯线、管板接头等,需要时可见相关资料。
表7-23 常用TIG焊机的主要技术数据
相关文章

手工钨极氩弧焊适用于焊接0.5~5.0mm的铝及铝合金焊件,机械化(自动)钨极氩弧焊可以焊接1~12mm的环缝或纵缝。所以,铝及铝合金采用手工钨极氩弧焊时,采用交流电源最好。常用铝及铝合金手工TIG焊的焊接参数见表4-11。......
2025-09-29

图4-4 5A02铝合金板的装配试件装配 把打磨好的焊件装配成Ⅰ形坡口的对接接头,间隙为2mm,5A02铝合金板手工钨极氩弧焊的焊接参数见表4-19。表4-19 5A02铝合金板手工钨极氩弧焊的焊接参数焊接操作 采用蹲位焊接,把焊件固定在适当的高度,调整好角度后,在焊缝的起点处引弧,为了避免在开始焊接的20~30mm长的焊缝中出现始焊端裂纹,焊接速度要适当地放慢些,使始焊端得到充分的热量,确保焊缝焊透和获得均匀的焊缝,然后稍加停顿再继续进行焊接。......
2025-09-29

半自动熔化极氩弧焊焊接操作采取左焊法,电源采用直流反接,短路接触引弧。纯铜板熔化极氩弧焊焊接参数见表5-10。表5-10 纯铜板熔化极氩弧焊的焊接参数7.焊缝清理焊缝焊完后,用不锈钢钢丝刷将焊接过程中的飞溅清除干净,在交专职焊接检验前,不得对各种焊接缺陷进行修补,焊缝要处于原始状态。......
2025-09-29

手工钨极气体保护焊设备如图3-57所示。灭弧后应滞后5~15s停止送气,以保护尚未冷却的钨极和熔池。使用时,两种焊枪均应注意避免超载工作以延长焊枪寿命。TIG焊枪的标志由形式符号及主要参数组成。扩散形通常用于熔化极气体保护焊。气体减压阀将高压气瓶中的气体压力降至焊接所要求的压力,气体流量计用来调节气体流量大小电磁气阀用以控制保护气流的通断。......
2025-09-29
③检查氩弧焊水、气冷却系统有无堵塞或泄漏。定位焊:采用手工钨极氩弧焊,按表6.8中的焊接参数在工件正面坡口内两端进行定位焊,焊点长度10~15mm,并将焊点接头端预先打磨成斜坡状。1)引弧在工件右端定位焊缝上引弧。图6.44手工钨极氩弧焊1—喷嘴;2—钨极;3—熔池;4—焊丝;5—焊件3)接头当更换焊丝或暂停焊接时,需要接头。......
2025-09-29
钨极材料应满足以下要求。钨极端部形状变化,会带来电弧形态的改变,影响电弧力及对母材的热输入。钨极加入氧化钍后电子逸出功显著降低,电子发射能力大大增强。但是,钍钨极中所含钍元素具有微量的放射性,应用范围受到一定限制,钍质量分数为2%的钍钨极已极少采用。钍钨极在使用过程中若不注意保护,对焊工的健康是有害的。铈钨极是我国首先试制并应用的。表1-6-7为常用钨极的许用电流值。......
2025-09-29
表7-24 T91钢管焊接材料焊接设备 ZX5—400型弧焊整流器1台,氩气瓶,氩弧焊焊枪。表7-25 T91钢管对接水平固定手工TIG焊打底、焊条电弧焊盖面单面焊双面成形的焊接参数2)焊接过程采用短弧焊接为好,注意控制焊接速度。7)盖面焊接前,应仔细地打磨填充层表面,保持待焊层表面平整,填充层焊缝表面与焊件表面距离1.5~2mm。......
2025-09-29

黄铜板熔化极氩弧焊的焊接参数见表5-11。表5-11 黄铜板熔化极氩弧焊的焊接参数6.焊缝清理焊缝焊完后,用不锈钢钢丝刷将焊接过程中的飞溅清除干净,在交专职焊接检验前,不得对各种焊接缺陷进行修补,焊缝处于原始状态。......
2025-09-29
相关推荐