TIG-激光复合焊在高速焊接条件下,可以得到稳定的电弧,焊缝成形美观,减少了气孔、咬边等焊接缺陷的产生。尤其是低电流、高焊接速度和长弧焊时,TIG-激光复合焊的速度可达到激光焊的两倍以上。图1-6-31 TIG-激光复合焊原理a)旁轴复合 b)同轴复合图1-6-32所示为激光焊与TIG-激光复合焊获得的焊缝截面对比。TIG-激光复合焊可以提高焊缝的桥接能力、增大焊接熔深。......
2023-06-26
1.A-TIG焊
(1)A-TIG焊接原理 活性焊剂氩弧焊(A-TIG焊)可改进TIG焊的焊接质量并提高其生产效率,其主要特征是在施焊板材的表面涂上一层很薄的活性剂(一般为SiO2、TiO2、Cr2O3以及卤化物的混合物),使得电弧收缩和熔池流态改变,从而大幅度增加TIG焊的焊接熔深。
图7-48所示为普通TIG焊与A-TIG焊电弧燃烧形态与焊缝金相形貌对比。试验证明,在相同的焊接规范下,同常规的TIG焊相比,A-TIG焊可以大幅度提高焊接熔深,最大可达300%,而不增加正面焊缝宽度。
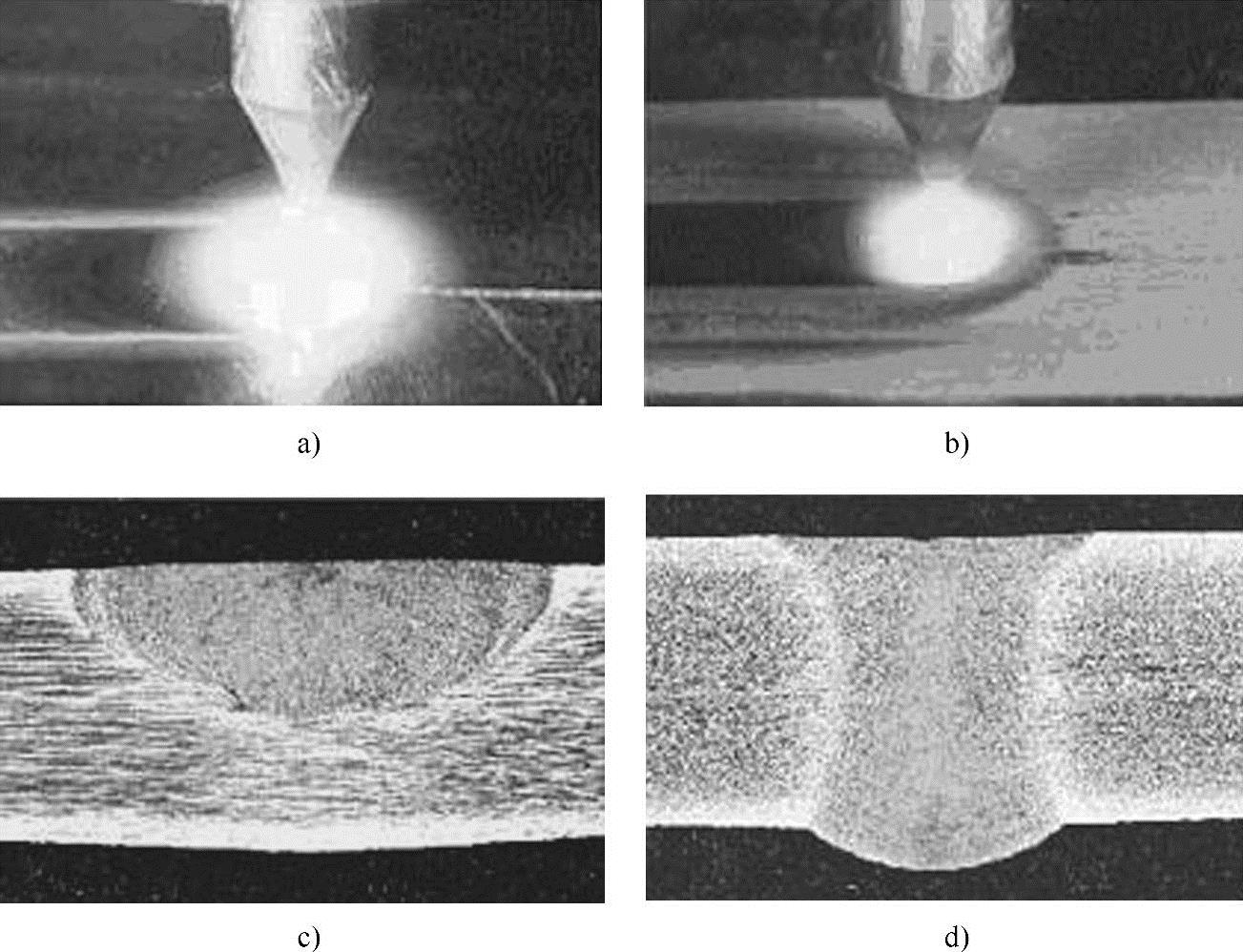
图7-48 普通TIG焊与A-TIG焊的对比
a)TIG电弧 b)A-TIG电弧 c)TIG焊缝横截面 d)A-TIG焊缝横截面
活性剂对TIG焊熔深的增加作用,认为有以下三种作用机制:
1)电弧收缩的“负离子理论”。活性剂在电弧高温下蒸发后以原子形态包围弧柱,由于弧柱周边区域温度较低,活性剂蒸发原子捕获该区域中的电子形成负离子并散失到周围空间。负离子虽然是带电粒子,但因质量比电子大得多,不能有效担负导电任务,导致电场强度减小。按最小电压原理,电弧有自动使电场强度增加到最小限度的倾向,造成电弧自动收缩。电弧电压增加,热量集中,熔化母材的热量也增多,从而使焊接熔深增大。试验证实,不锈钢试件涂敷活性剂SiO2焊接时,电弧电压变化有明显增大。
2)阳极斑点收缩。“阳极斑点”理论认为,在熔池中填加硫化物、氯化物、氧化物等活性剂后,熔池产生的金属蒸气受到抑制。由于金属蒸气粒子更容易被电离,当它减少时,只能形成较小范围的阳极斑点,电弧导电通道紧缩,在激活了熔池内部电磁对流的同时,熔池表面的等离子对流受到减弱,从而形成较大的熔深,但这种解释对金属化合物却不适用。
3)表面张力理论。熔池金属流动状态对焊缝的熔深起到重要影响,一般熔池金属具有负的表面张力温度系数,在熔池表面形成从熔池中心向熔池周边的表面张力流,结果得到浅而宽的焊缝。但当熔池金属中存在某些微量元素或接触到活性气氛时,熔池金属的表面张力数值降低转变为正温度系数,从而使熔池金属形成从熔池周边流向熔池中心的表面张力流,在熔池中心的液态金属携带电弧热量从熔池表面直接流向熔池底部,从而加强了对熔池底部的加热效率,而增大了熔深。
不同的活性剂对电弧及熔池可能有不同的作用,氟化物和氯化物影响电弧的可能性较大,非金属氧化物影响阳极区的可能性较大,而金属氧化物影响熔池表面张力的作用可能较大。无论哪种作用,最终是活性剂的作用增大了焊接熔深。
(2)A-TIG焊的主要特点
1)A-TIG焊对于提高焊接效率具有明显的作用。在焊接参数不变的情况下,与常规TIG焊相比,A-TIG焊可以提高熔深1倍以上(厚12mm不锈钢可以单道焊1次焊透),而且正面焊缝宽度不增加。更厚的焊件可以减少焊道的层数,不仅能提高效率,而且能降低成本。焊接薄板时,A-TIG焊可以提高焊接速度,或者使用小规范焊接。
2)提高焊接质量。A-TIG焊在同等速度下小规范焊接,可以有效较少焊接变形。通过调整活性剂成分,可以改善焊缝的组织和性能。此外,钛合金活性剂焊接能够消除常规TIG焊所表现出的氢气孔,也可以净化焊缝,降低焊缝中的含氧量。钛合金常规TIG焊时容易出现气孔,而采用活性剂焊接后,避免气孔产生,焊缝正、反面成形好。A-TIG焊焊缝正反面熔宽比例更趋合理,熔宽均匀稳定。由于焊接散热条件或夹具(内涨环)压紧程度不一致所导致的背面出现蛇形焊道及不均匀熔透(或非对称焊缝)的程度降低。
3)操作简单、方便,成本低。A-TIG焊使用的活性剂,在焊前涂敷到焊件的表面,使用普通的TIG焊接设备就可以进行焊接。焊后附在焊缝周围的熔渣可以方便地用刷洗的方法去除,不会对焊缝产生污染。
4)适用范围广。目前A-TIG焊可以用在钛合金、不锈钢、镍基合金、铜镍合金和碳钢的焊接。A-TIG焊还广泛地用于航空、航天、造船、汽车、锅炉等要求较高的场合。
2.热丝TIG焊
(1)热丝TIG焊原理 热丝TIG焊是为了克服TIG焊生产率低的缺点而发展起来的,如图7-49所示。在普通TIG焊的基础上,附加一根焊丝送入熔池,并在焊丝进入熔池之前约10cm处开始由加热电源通过导电块对其通电,依靠电阻热将焊丝加热至预定温度,以与钨极成40°~60°角,从电弧的后方送入熔池,完成整个焊接过程。
与普通TIG焊相比,由于热丝TIG焊显著提高了热输入,适于焊接中等厚度的焊接结构,又保持了TIG焊具有高质量焊缝的特点。热丝TIG焊已成功地用于焊接碳钢、低合金钢、不锈钢、镍和钛合金等。但对于高导电性材料,如铝和铜,由于电阻率小,需要很大的加热电流,造成过大的磁偏吹,影响焊接质量。
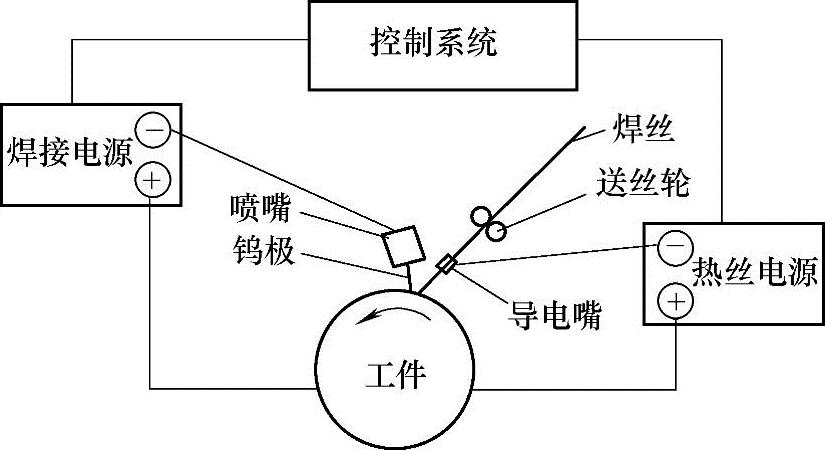
图7-49 热丝钨极氩弧示意图
(2)热丝TIG焊的特点 与普通TIG焊相比较,热丝TIG焊明显地提高了熔敷率。热丝TIG焊的熔敷速度可比普通TIG焊提高两倍,从而使焊接速度增加3~5倍,提高生产率。热丝TIG焊和冷丝TIG焊熔敷速度的比较如图7-50所示。由于热丝TIG焊熔敷效率高,焊接熔池热输入相对减少,所以焊接热影响区变窄,这对于焊接热敏感材料非常有利。
热丝TIG焊与MIG焊相比,熔敷率相差不大,但是热丝TIG焊的送丝速度独立于焊接电流,因此能够更好地控制焊缝成形。对于开坡口的焊缝,其侧壁的熔合性比MIG焊好得多。
热丝TIG焊的缺点是,由于流过焊丝的电流所产生磁场的影响,电弧产生磁偏吹而沿焊缝作纵向偏摆。为此,可用交流电源加热填充焊丝,以减少磁偏吹。在这种情况下,当加热电流不超过焊接电流的60%时。电弧摆动的幅度可以被限制在30°左右。为了使焊丝加热电流不超过焊接电流的60%,通常焊丝最大直径为1.2mm。如焊丝过粗,需增加加热电流,对防止磁偏吹不利。
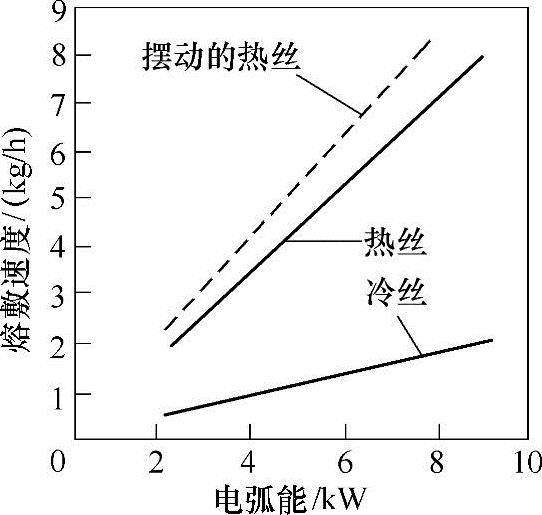
图7-50 钢的钨极氩弧焊熔敷速度比较
3.TOPTIG焊
(1)TOPTIG焊原理 TOPTIG是TIG焊接工艺的一种。在TOPTIG工艺中,焊丝通过喷嘴精确地送入电弧中热量最高的区域,填充金属会熔化成类似MIG焊的小熔滴。脉冲电流的使用能够更好地控制熔滴过渡。
该技术的关键部件是一把独创设计的焊枪,填充焊丝穿过喷嘴与电极大约成20°角。这种结构的优点是减小了焊枪的总体尺寸,增强了机器人焊接时对复杂焊接结构的可达性,如图7-51所示。
(2)TOPTIG焊工艺特点 特殊的送丝方式使得TOPTIG工艺能够达到甚至超过MIG的焊接速度,并且该工艺仍然保留了TIG的基本特征,焊接过程中没有飞溅和噪声。例如,对1mm厚镀锌钢板搭接接头的焊接,很容易达到1m/min的焊接速度。事实上,实验室焊接镀层钢板的速度能达到3.5m/min,而传统单丝MAG钎焊的焊接速度一般为1.5m/min。
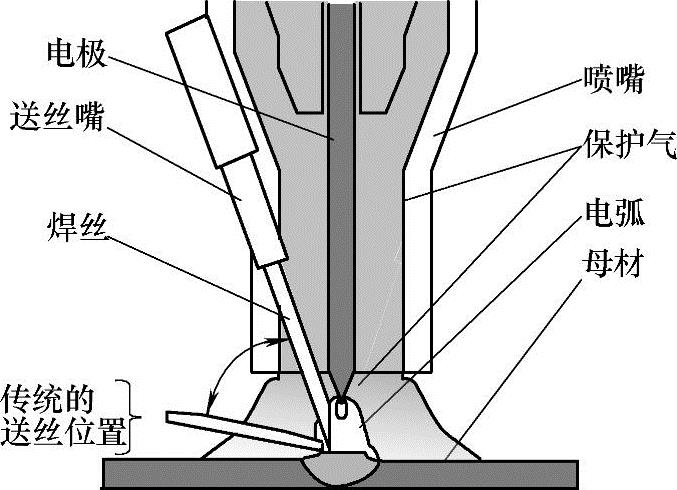
图7-51 TOPTIG焊枪
TOPTIG焊工艺的另一个特点是可获得良好的焊缝成形。使用这种工艺并采用非氧化性气体保护可获得光亮的焊缝,焊缝表面的氧化非常少,在钎焊接头和不锈钢焊接中表现更为显著。此外,液态金属流的过渡模式能获得平滑的焊缝。
该工艺适合于厚度在3mm以下薄件的焊接,包括碳钢和不锈钢。TOPTIG焊接装置可以和任何标准配置的机器人结合使用或取代MIG机器人焊接系统,同样适用于自动焊专机。其主要组成包括:结合送丝装置的TOPTIG焊枪、可选配的钨极自动更换装置、TOPTIG220DC焊接电源(配置机器人接口及遥控器)、推-拉式送丝系统、长5m的焊枪电缆和一套焊枪安全装置等。
有关焊接制造工程基础的文章

TIG-激光复合焊在高速焊接条件下,可以得到稳定的电弧,焊缝成形美观,减少了气孔、咬边等焊接缺陷的产生。尤其是低电流、高焊接速度和长弧焊时,TIG-激光复合焊的速度可达到激光焊的两倍以上。图1-6-31 TIG-激光复合焊原理a)旁轴复合 b)同轴复合图1-6-32所示为激光焊与TIG-激光复合焊获得的焊缝截面对比。TIG-激光复合焊可以提高焊缝的桥接能力、增大焊接熔深。......
2023-06-26

大焊丝伸出长度意味着提高电阻热,采用高电弧电压、大电流的结果是提高其熔敷效率和保持焊缝宽度不会因提速而变窄,并在大电流的MAG焊禁区开创了新的应用领域。......
2023-06-26

为了提高TIG焊的效率,降低成本,20世纪60年代巴顿焊接研究所提出了活性剂TIG焊的概念,并用于钛合金焊接中。此后,英、美、日等国相继研制出用于不锈钢、碳钢、低合金钢、镍基合金、铜镍合金等不同材料的活性剂,活性剂TIG焊技术的研究和应用得到了迅速发展。A-TIG焊使用特殊的活性剂,在焊前涂敷到被焊工件的表面,使用普通的TIG焊设备和焊接参数就可以进行焊接。由于此类活性剂对人体有害,一般不再使用。......
2023-06-26
臭氧和氮氧化物的主要危害是对呼吸道和肺有强烈刺激作用,会对呼吸系统造成伤害。高频电磁辐射主要引起神经衰弱和植物性神经功能紊乱,严重时会使血压不正常。弧光辐射TIG焊产生的弧光辐射包括紫外线、红外线和可见光。......
2023-06-26

普通的填丝TIG焊,焊接过程稳定,质量好,但效率低。为此,通常采用交流电源加热填充焊丝或采用脉冲调制,并限制加热电流不超过焊接电流的60%,使TIG焊电弧和热丝电流峰值相互交替,以减少磁偏吹。热丝TIG焊焊接效率整整提高了一倍。此外热丝TIG焊还可以减少焊缝中的裂纹。热丝TIG焊由于效率高,通常可使焊接速度增加3~5倍,因此可应用于快速焊的生产线上。......
2023-06-26

图2-4-33为采用搅拌摩擦点焊方法获得的铝合金和高强钢的点焊样件。通过对2mm厚6061- T4铝合金薄板进行搅拌摩擦点焊研究发现,点焊接头的结合强度不仅与焊接参数有关,而且与搅拌头的形貌尺寸密切相关。与搅拌摩擦焊技术相比,用于表面改性的搅拌头只有轴肩而没有搅拌针。搅拌摩擦焊修复技术可消除机翼裂纹修理时的高应力集中,其蒙皮表面需要的首次安全检验时间推迟了3.5倍,同时也减少了随后的检验次数。......
2023-06-26

图8-17所示为晶闸管加直流电抗器式交流方波弧焊电源的原理图。图8-17 晶闸管加直流电抗器式交流方波弧焊电源电路通过改变晶闸管的接法,可以变换为整流模式,从而可以输出直流电,成为直流电弧焊电源。图8-18 逆变式交流方波电源电路图8-19 交流脉冲TIG电流波形图交流方波电源初期用于非熔化极的TIG焊和碱性焊条的电弧焊。......
2023-06-30

相关推荐