埋弧焊设备由弧焊电源、电气控制系统和焊接机身组成,典型的小车式埋弧焊机如图1-4-2所示。图1-4-2 小车式埋弧焊机图1-4-3 埋弧焊机分类1)按弧焊电源可分为交流、直流和交流与直流两用。带状电极埋弧焊机主要用作大面积堆焊。目前大容量的数字控制晶闸管式弧焊整流器、埋弧焊逆变器以其高效节能、良好的动特性和弧焊工艺性能等优点成为常规埋弧焊电源的更新换代产品。......
2023-06-25
1.埋弧焊设备的组成和分类
埋弧焊机由埋弧焊电源、控制装置、焊接机头、行走机构等部分组成。其中,埋弧焊电源包括交流或直流电源;控制装置集成了对电源输出参数、送丝和行走速度等的控制和通信功能,它可以是独立的或是装在电源、行走机构上的以方便操作;焊接机头包括焊丝送进装置、焊缝跟踪机构、焊剂堆放及回收装置等;行走机构则分为焊接小车、悬臂式焊接操作机、固定或可移动的龙门架自动焊机等。其中小车式为通用埋弧焊焊机,在焊接小车上集成了控制装置、焊接机头、行走机构等部分,如图7-32所示。
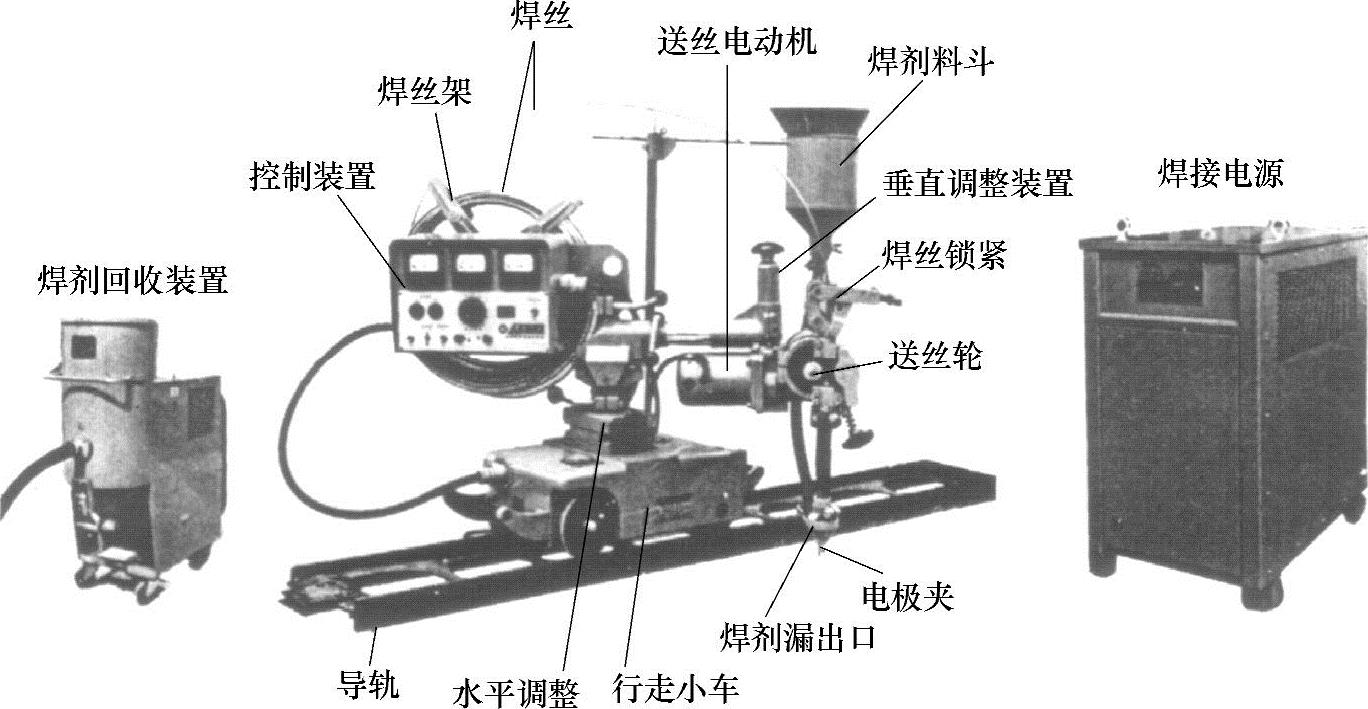
图7-32 通用埋弧焊焊机组成图
埋弧焊设备的分类大致如下:
1)按送丝方式分可分为等速送进配合平特性电源(细丝适用)、变速送进配合下降特性电源(粗丝适用)两种工作组合方式。
2)按电源输出波形分可分为交流、直流和交直流两用等类型。一般应用中也是以直流为多,但双丝焊时一般后丝还要采用交流焊电源。
3)按自动化程度可分为机械化埋弧焊机、全自动单丝埋弧焊机、全自动双丝(或多丝)埋弧焊机等。
4)按电极形状可分为丝极和带极二类焊接设备;按电极数量可分为单丝(单带)、双丝(双带)和多丝等类。多丝埋弧焊主要用于厚板,带极埋弧焊主要用于堆焊。
5)按行走机构形式分可分为小车式、悬臂式和门架式三类。其中小车式为通用自动埋弧焊焊机。
6)按用途分可分为通用和专用两类。通用焊机广泛用于焊接结构的对接、角接等纵、环缝焊接,专用焊机则适用于特定焊缝和构件,如自动角焊机、T形梁焊机、埋弧堆焊机等。
2.埋弧焊机械系统结构
埋弧焊机的机械系统包括送丝机构、焊车行走机构、机头调节机构、导电嘴、焊剂漏斗、焊丝盘等部件,通常焊机上还装有控制箱等。各种埋弧焊机不尽相同,但大同小异。
(1)送丝机构 送丝机构包括送丝电动机及传动系统、送丝滚轮和矫直滚轮等。有直流电动机拖动和交流电动机拖动两种形式,它能可靠地送进焊丝并具有较宽的调速范围,以保证电弧稳定。
(2)焊车行走机构 焊车行走机构包括行走电动机及传动系统、行走轮及离合器等,有交流电动机拖动的行走机构和直流电动机拖动的焊接小车行走机构。为防止焊接电流经车轮而与工件发生短路,行走轮一般采用橡胶绝缘轮。离合器合上时由电动机拖动行走,脱离时焊接小车可用手推动行走。
(3)机头调节机构 机头调节机构的作用是使焊机能适应各种不同类型焊缝的焊接,并使焊丝对准焊缝,因此送丝机头应有足够的调节自由度。例如,MZ-1000型埋弧焊机的机头有x、y两个方向的移动调节,调节行程分别为60mm和80mm,还有三个方向的手工转动角度调节,如图7-33所示。
(4)导电嘴 图7-34所示是三种常用的导电嘴形式,其中夹瓦式和滚轮式导电嘴均用螺钉压紧弹簧,使焊丝与导电嘴之间接触良好,适用于3mm以上粗焊丝的焊接。夹瓦式导电嘴在有效地导引焊丝方向和允许有较大的磨损方面优点比较突出。偏心式导电嘴也称为管式导电嘴,适用于2mm以下的细焊丝焊接,其导电嘴和导电杆不在一个同心度上,因此,可以利用焊丝进入导电嘴前的弯曲而产生必要的接触压力来确保导电接触。三种导电嘴中的导电嘴、衬瓦及滚轮均应采用铬铜耐磨合金制成。
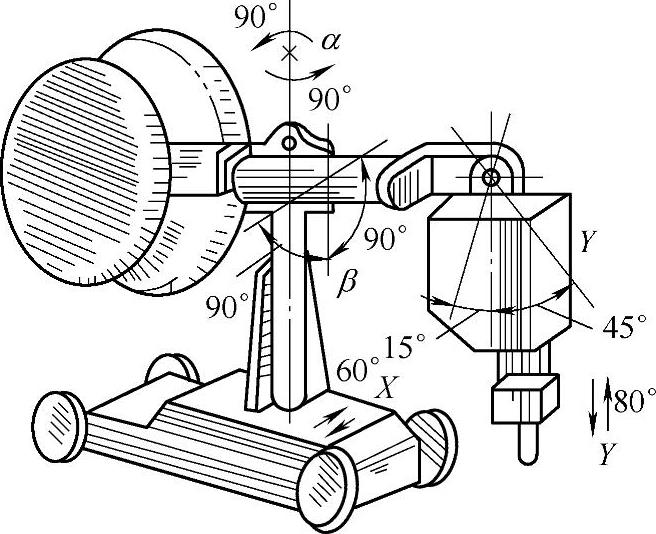
图7-33 MZ-1000型焊车的调节自由度
3.埋弧焊焊接电源
埋弧焊可采用交流或直流焊接电源进行焊接,一般根据产品焊接要求及焊剂型号选择焊接电源。普通碳素钢及低合金高强度结构钢优先考虑采用交流电源配用“HJ430”或“HJ431”。若用低锰低硅焊剂,必须选用直流电源焊接才能保证埋弧焊过程电弧的稳定性。
按照输出的外特性,电源可以分为垂降特性和陡降特性电源、平特性和缓降特性电源以及多特性电源。其中多特性电源可以根据需要,提供平、缓降、陡降或垂降等多种外特性。
粗丝埋弧焊电源外特性多为下降型的,空载电压要求在70~80V以上。由于焊接电流较大,埋弧焊电源的额定电流一般在700~1000A以上。常见的埋弧焊电源中,直流电源目前主要用弧焊整流器(如ZD5-1000晶闸管型)和弧焊逆变器(如ZD7-1000IGBT型)等。交流电源有BX2-1000(同体式弧焊变压器,用异步电动机正反转调节电抗器空气隙改变外特性)、晶闸管矩形波交流电源(如ZXE5-1000型)和新型双逆变弧焊电源(ZDE7-1000或MZE-1000型)等。
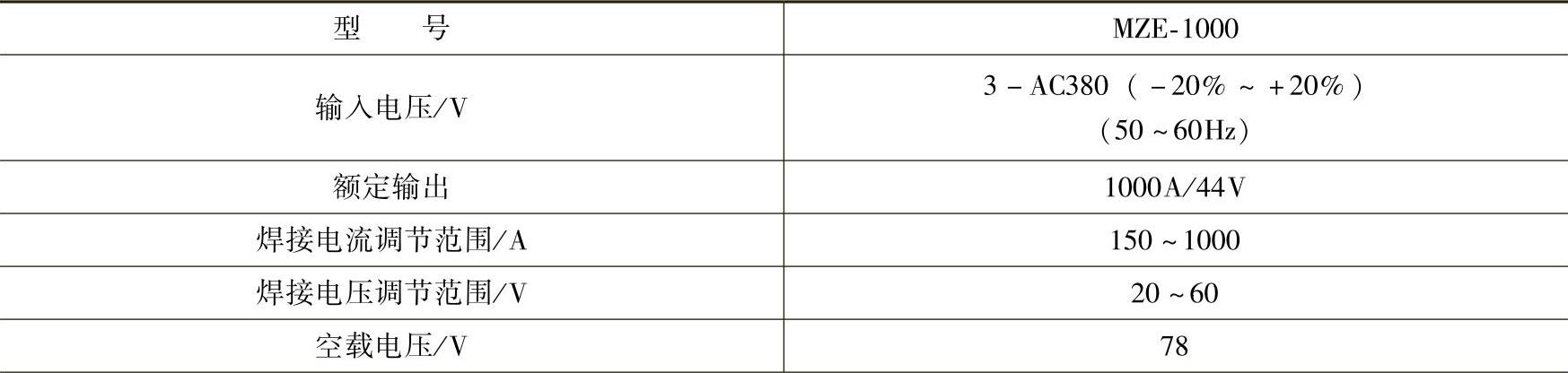
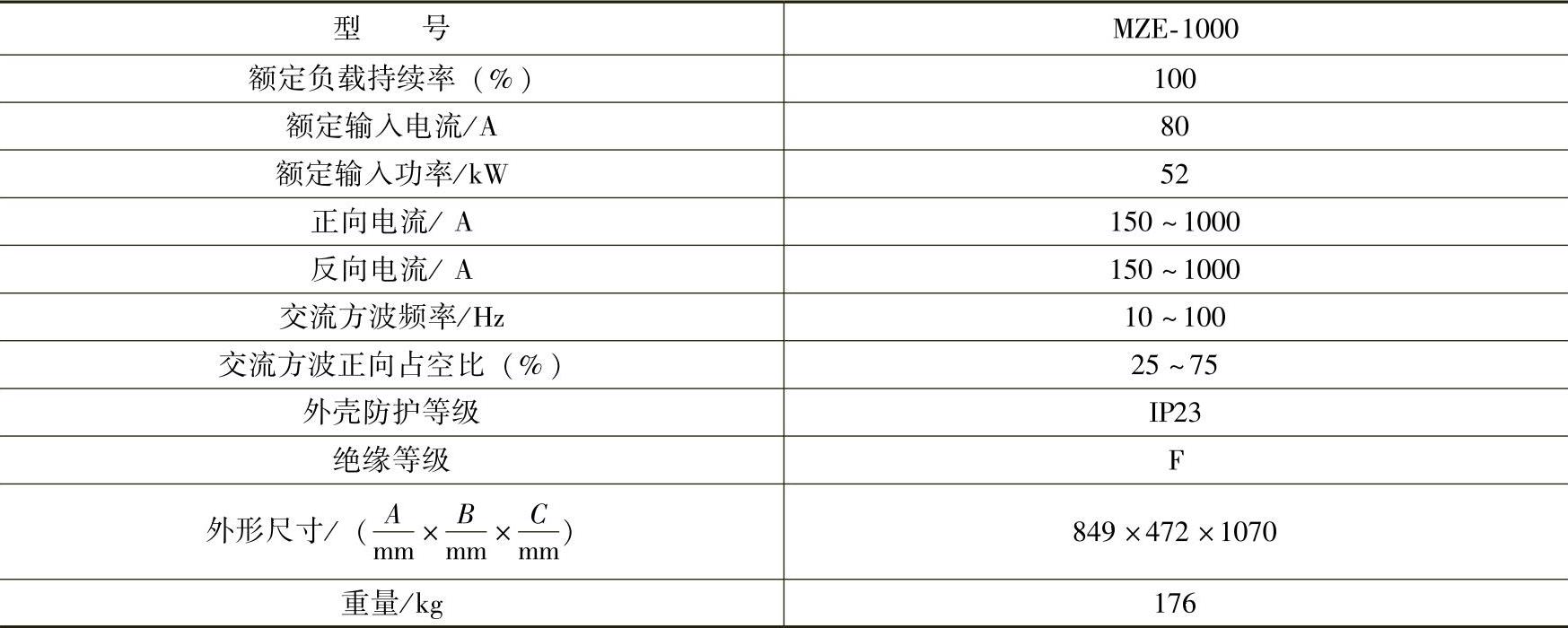
新型双逆变弧焊电源应用范围宽,具有较高的综合性能,表7-9给出了其主要技术参数。该电源采用IGBT逆变技术,适用于焊条电弧焊、碳弧气刨、气体保护焊、埋弧焊等工艺应用,具有直流、交流方波两种输出方式。交/直流电源参数调节相对独立,调节范围广。
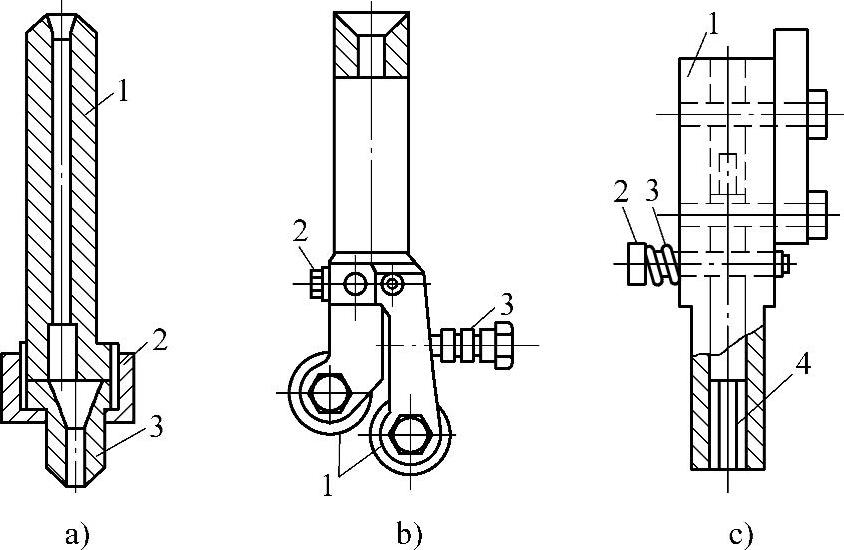
图7-34 埋弧焊机常用的导电嘴形式
a)偏心式 1—导电杆 2—螺母 3—导电嘴 b)滚轮式 1—导电滚轮 2—旋紧螺钉 3—弹簧 c)夹瓦式 1—接触夹瓦 2—旋紧螺钉 3—弹簧 4—可换衬瓦
表7-9 MZE-1000直流/方波交流两用逆变埋弧焊电源
(续)
4.典型埋弧焊设备
早期在国内应用较广的通用埋弧焊机有MZ-1000、MZ1-1000型等。前者为发电机—电动机系统电弧电压反馈自动调节式;后者为交流异步电动机等速送丝式。后来晶闸管控制的埋弧焊机也在生产中应用,例如,MZ-1000(或MZ-1-1000)、NZA-1000、NZC-1000(后两种为气体保护和埋弧两用自动焊机)。目前新型的逆变式和数字化埋弧焊电源也已出现,其编号仍延续MZ系列的编号原则。进口的典型埋弧焊设备有瑞典伊萨公司LAF系列晶闸管式直流埋弧焊电源、TAF系列晶闸管电抗器式方波交流埋弧焊电源、Aristo1000-AC/DC逆变式交直流两用埋弧焊电源等,美国米勒公司的SubArc DC 1000埋弧焊接电源、Summit Arc1250方波交流埋弧焊接电源等,以及美国林肯公司DC-1500、Power Wave AC/DC 1000 SD电源以及配套系统等。
MZ系列直流埋弧焊机典型产品,由ZD5系列晶闸管整流电源、MZ系列焊接小车及MZK系列控制系统组成。它采用晶闸管等电子器件和电子电路进行控制,电路的电磁惯性小,控制灵活,性能得到提高,是生产中常用的电焊机之一。另外,也可用上述电源、控制系统与焊接辅机组成专用焊机和焊接生产线。表7-10为MZ系列埋弧焊机及ZD5晶闸管电源的技术数据,表7-11为配套的MZ系列小车技术数据。
表7-10 MZ系列埋弧焊机及ZD5晶闸管电源的技术数据
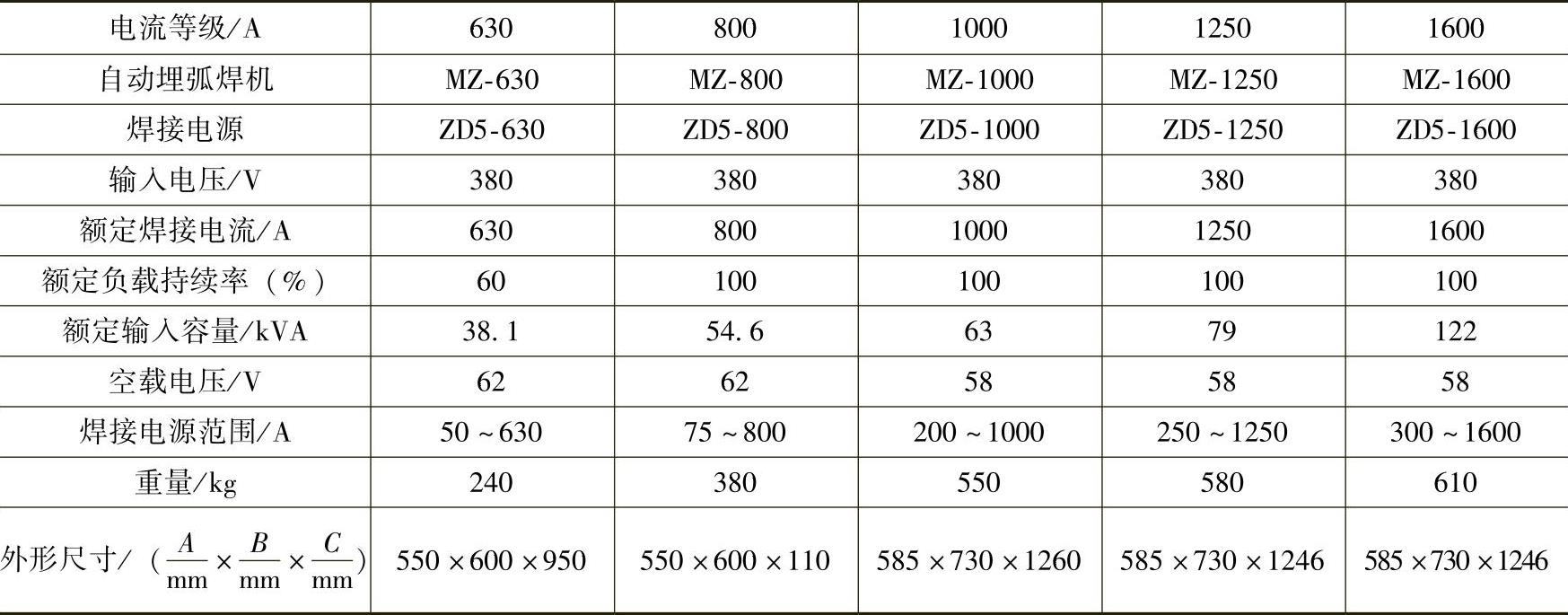
注:ZD5系列电源系晶闸管式弧焊整流器电源,630A电流以上产品均为100%的额定负载持续率,可适应高强度下的连续生产。
表7-11 MZ系列埋弧焊机中配套的MZ系列小车技术数据

有关焊接制造工程基础的文章

埋弧焊设备由弧焊电源、电气控制系统和焊接机身组成,典型的小车式埋弧焊机如图1-4-2所示。图1-4-2 小车式埋弧焊机图1-4-3 埋弧焊机分类1)按弧焊电源可分为交流、直流和交流与直流两用。带状电极埋弧焊机主要用作大面积堆焊。目前大容量的数字控制晶闸管式弧焊整流器、埋弧焊逆变器以其高效节能、良好的动特性和弧焊工艺性能等优点成为常规埋弧焊电源的更新换代产品。......
2023-06-25

(一)埋弧焊设备的分类按照用途 埋弧焊设备分为通用和专用两种。通用埋弧焊设备广泛用于各种结构的纵环缝对接、角接。按送丝方式 埋弧焊设备分为等速送丝式和变速送丝式两种。单丝埋弧焊设备运用最广泛,双丝和多丝是为了提高生产率,带状主要用于大面积堆焊。图3-41 常见埋弧焊设备的形式(二)埋弧焊设备的组成埋弧焊设备包括埋弧焊机、机头、控制箱、支架或导轨及辅助设备。埋弧焊机由焊接电源机械系统和控制系统三部分组成。......
2023-06-23

单丝高速埋弧焊是在普通单丝埋弧焊的基础上,通过提高焊接电流和焊车/行走机构的行走速度来实现的。图1-4-45 焊缝成形(一)单丝高速埋弧焊焊缝成形的好坏,很大程度取决于焊缝所获得的热输入的大小及稳定程度。埋弧焊热效率η较高,可达85%以上。单丝高速埋弧焊可采用单面焊接双面成形工艺,常常用在锅炉、压力容器以及其他金属构件制造中。......
2023-06-25
通常双丝高速埋弧焊的焊接速度可达2m/min以上。通过对两电源及行走机构进行时序关系的控制,可避免双丝串列埋弧焊在起弧和收弧位置由于在电弧作用下,所产生的焊缝首尾下塌现象。传统的双丝埋弧焊常在开始位置会产生一小段距离较窄的焊缝,且收弧位置常出现下塌现象。......
2023-06-25

埋弧焊焊丝有碳钢、低合金钢、特殊合金钢、不锈钢以及镍、铜合金等品种,焊丝的选用根据所焊金属的类别及对焊接接头性能的要求,并与适当的焊剂配合使用。目前我国关于埋弧焊焊丝和焊剂的国家标准有GB/T5293—1999《埋弧焊用碳钢焊丝和焊剂》、GB/T12470—2003《埋弧焊用低合金钢焊丝和焊剂》和GB/T17854—1999《埋弧焊用不锈钢焊丝和焊剂》。三个标准均将焊丝和焊剂放在同一个标准中进行组合编制。常用埋弧焊焊丝直径有2.5mm、3.2mm、4mm、5mm、6mm。......
2023-06-25

埋弧焊7.2.2.1埋弧焊设备与焊接材料的选用1. 埋弧焊的设备埋弧焊的动作程序和焊接过程弧长的调节都是由电气控制系统来完成的。......
2023-06-24
防止埋弧焊时产生结晶裂纹的措施主要是合理选择焊接材料和控制焊接参数。φ值提高到7左右时,焊缝中碳的质量分数达0.22%,还可不产生凝固裂纹。通过对接近坡口终端部区域加热,调整该区域焊接过程中温度分布,减弱终端部位回转变形,从而防止终端裂纹发生。......
2023-06-25

相关推荐