【摘要】:在使用碱性低氢钠型焊条时,均采用直流反接。随着新型焊接设备的迅速发展,ZXG焊机的应用已经越来越少。常用的焊机型号有ZX7—160、315、400、500等系列容量电源。图7-8 逆变式弧焊机的组成原理图焊条电弧焊设备主要由焊接电源和焊钳两部分组成,两者之间以及电源与焊件之间通过电缆连接,如图7-9所示。焊条电弧焊还有面罩、焊条保温筒等辅助设备或工具。
目前,常见的焊条电弧焊机按电源类型和原理主要有交流弧焊变压器和直流弧焊整流器(包括逆变器类)。前者简单便宜,后者焊接性能优越。野外施工则常用内燃机驱动发电机组合弧焊电源。
1.交流弧焊变压器
弧焊变压器一般也称为交流弧焊机,它是一台特殊的降压变压器。交流弧焊机可将工业用的电压(220V或380V)降低至空载60~70V、电弧燃烧时的20~35V。与普通电力变压器相比,其区别在于:为了保证电弧引燃并能稳定燃烧和得到陡降的外特性,常用的交流弧焊变压器必须具有较大的漏感,而普通变压器的漏感很小。根据增大漏感的方式和其结构特点,这类交流弧焊变压器有动铁心式(BX1-200、BX1-300、BX1-500)、动绕组式(BX3-300、BX3-500)和简单的抽头式(BX6-120)等类型。
1)BXl系列焊机:BXl系列焊机属于增强漏磁式弧焊变压器,由于焊机的铁心可以通过手动进行调节,所以称为动铁漏磁式弧焊变压器,如图7-2所示。变压器除了铁心I之外,还有可移动铁心II,它的电流调节通过改变活动铁心的位置从而改变漏磁通来进行。调节方法分为粗调节和细调节。粗调节就是通过改变焊机二次绕组接线的匝数来获得两个档次的焊接电流;细调节就是通过摇动手柄,移动铁心的位置而获得焊接电流的调节范围,具体操作方法是借转动调节手柄,并根据电流指示盘将电流调节到所需值。
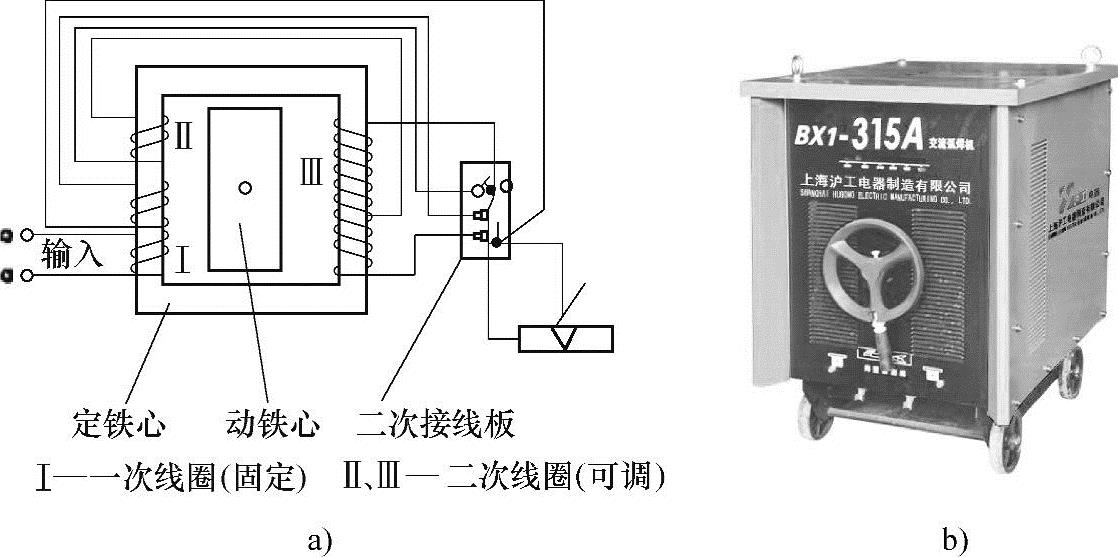
图7-2 BX1系列焊机工作原理及外形
a)工作原理 b)焊机外形
2)BX3系列焊机:它属于增强漏磁式的交流焊机,由于同一铁心上的一、二次绕组可以做相对移动,通过变压器的一次和二次线圈的相对位置来调节焊接电流的大小,所以叫做动绕组式或动圈式弧焊变压器,其结构见图7-3,焊机外形见图7-4。一次绕组L1固定不动,二次绕组L2可用丝杠上、下均匀移动,两个绕组之间形成漏磁磁路,其间隙δ12越大,则漏磁感抗越大,焊接电流越小。
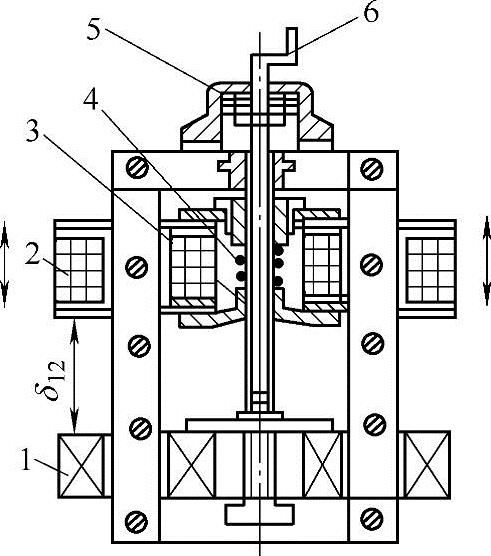
图7-3 BX3系列弧焊变压器构造
1—一次绕组L1 2—二次绕组L2 3—丝杠 4—压力弹簧 5—轴承 6—手柄

图7-4 BX3系列焊机外形图
其电流调节同样通过粗调节和细调节来完成,粗调节的方法是:先将电源切断,转动转换开关至相应的档位(1档或n档)。然后进行细调节,摇动电流调节手柄,改变一、二次级绕组之间的距离进行电流细调节。
2.直流弧焊整流器
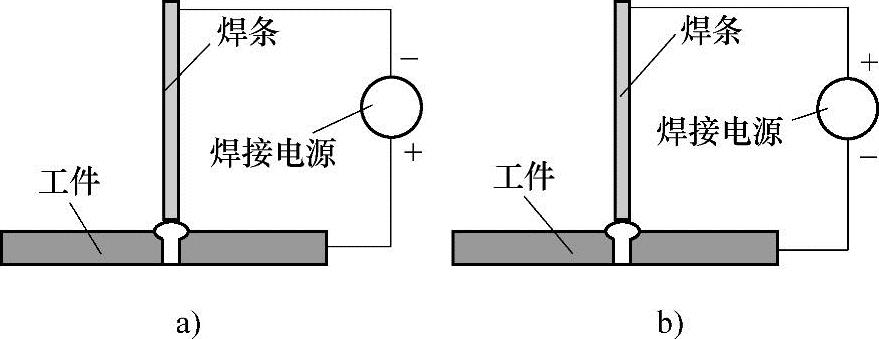
直流弧焊电源输出端有正、负极之分,焊接时电弧两端极性不变。弧焊机正负两极与焊条、焊件有两种不同的接线法(见图7-5):将焊件接到弧焊机正极,焊条接至负极,这种接法称正接,又称正极性,国外则常称之为DCEN(电极接负);反之,将焊件接到负极,焊条接至正极,称为反接,又称反极性,国外则常称之为DCEP(电极接正)。焊接厚板时,一般采用直流正接,这是因为电弧正极的温度和热量比负极高,采用正接能获得较大的熔深。焊接薄板时,为了防止烧穿,常采用反接。在使用碱性低氢钠型焊条时,均采用直流反接。
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图7-5 直流弧焊机的不同极性接法
a)正接法 b)负接法
1)ZXG系列焊机:ZXG系列焊机是硅弧焊整流器,它由三相变压器和硅整流器系统组成,见图7-6。交流电源经过降压和硅二极管的桥式全波整流获得直流电,并且通过电抗器(交流电抗器或磁饱和电抗器)调节焊接电流,获得陡降的外特性。随着新型焊接设备的迅速发展,ZXG焊机的应用已经越来越少。
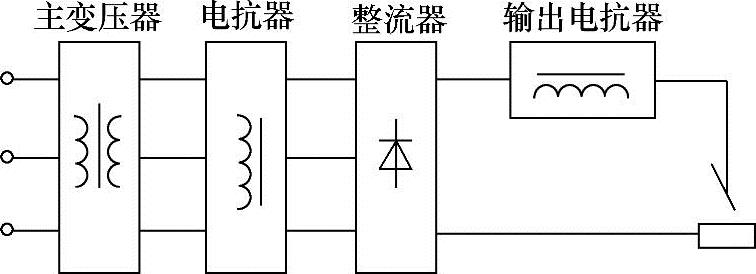
图7-6 硅弧焊整流器的组成原理图
2)ZX5系列焊机:它是一种晶闸管式弧焊整流器,用晶闸管作为整流元件,由电源系统、触发系统、控制系统及反馈系统等几部分组成,如图7-7所示。电源主电路的组成,通常有三相全波半控、全波全控、六相半波和带平衡电抗器的双反星形电路等形式。由于晶闸管具有良好的可控性,焊接电源外特性、焊接参数的调节都可以通过改变晶闸管的导通角来实现。它的性能优于硅弧焊整流器。我国生产的晶闸管式弧焊整流器有ZX5和ZDK系列等。常用的晶闸管焊机有ZX5—250、ZX5—400、ZX5—500、ZX5—630等几种型号。
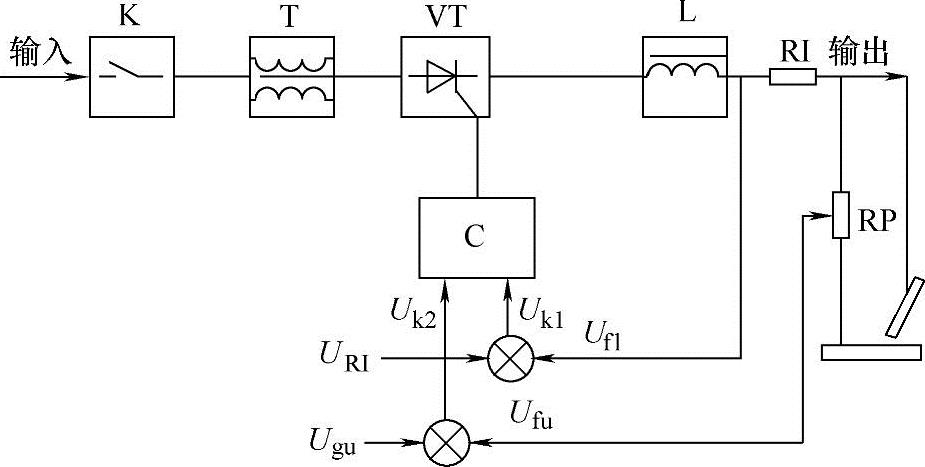
图7-7 晶闸管式弧焊整流器的组成原理图
K—输入接触器 T—主变压器 VT—晶闸管组 L—输出电抗器 C—控制与触发电路 RI—取样电阻 RP—分压电阻 UfI—电流反馈 Ufu—电压反馈 URI—电流给定 Ugu—电压给定 Uk1—电流误差 Uk2—电压误差
3)ZX7系列焊机:ZX7系列焊机属于逆变式弧焊机,已经成为目前的主流焊机,主要由输入整流器、逆变器、降压变压器、输出整流器以及电抗器等组成,如图7-8所示。该系列焊机采用20kHz逆变技术,具有体积小、重量轻、节能节材、动特性好的特点。通过控制可获得多种特性和波形输出能力,并可以通过双逆变环节具备方波交流输出,实现交直流两用和脉冲输出调制等功能,具有很好的适应性。常用的焊机型号有ZX7—160、315、400、500等系列容量电源。
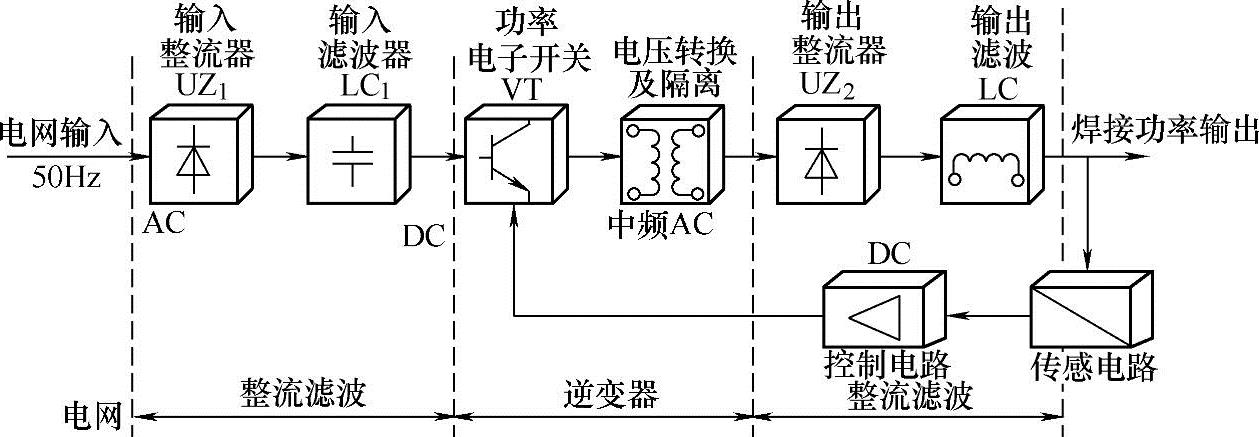
图7-8 逆变式弧焊机的组成原理图
焊条电弧焊设备主要由焊接电源和焊钳两部分组成,两者之间以及电源与焊件之间通过电缆连接,如图7-9所示。焊接电源对电弧提供能量,焊钳夹持焊条并传导电流。焊条电弧焊还有面罩、焊条保温筒等辅助设备或工具。
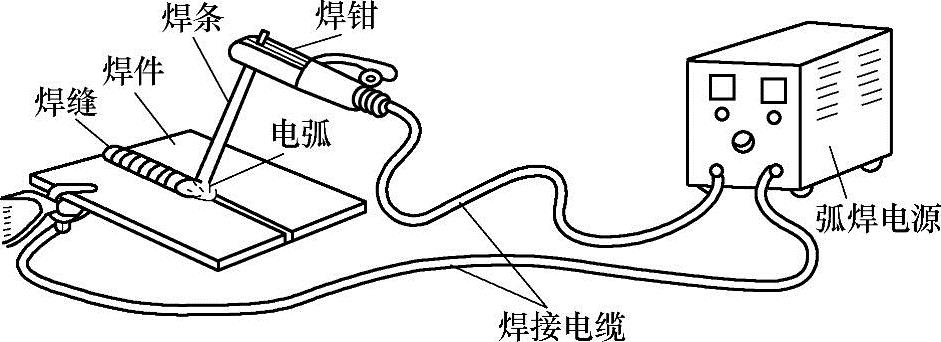
图7-9 焊条电弧焊基本装置示意图






相关推荐