搅拌摩擦焊对焊接接头形状及接头装配间隙均有较大的工艺裕度。而搅拌摩擦焊由于不存在熔化,接头组织和性能对氧化膜、杂质不敏感,因此,焊前只需简单进行表面清理即可。2)原则上搅拌摩擦焊可进行多种位置焊接,如平焊、立焊、仰焊和俯焊;可完成多种形式的焊接接头,......
2023-07-02
焊条电弧焊是手工操纵焊条,用电弧作为热源熔化焊条和母材而形成焊缝的焊接方法。由于焊条电弧焊具有设备简单、操作方便、适应性强和能在空间任意位置焊接的特点,所以是应用最广泛的焊接方法。
施焊时,焊条和焊件分别接至焊接电源的两个输出端,以短路接触引弧方式引燃电弧,熔化的焊芯端部迅速形成熔滴,过渡到局部熔化的工件表面形成熔池。随着电弧以适当的弧长和速度在工件上不断地前移,熔池液态金属逐步冷却结晶而形成焊缝,如图7-1所示。
2.焊条电弧焊的特点
焊条电弧焊具有以下优点:
(1)设备简单、价格便宜 焊条电弧焊使用的电焊机结构简单,只需配备简单的辅助工具,价格便宜,维护方便。
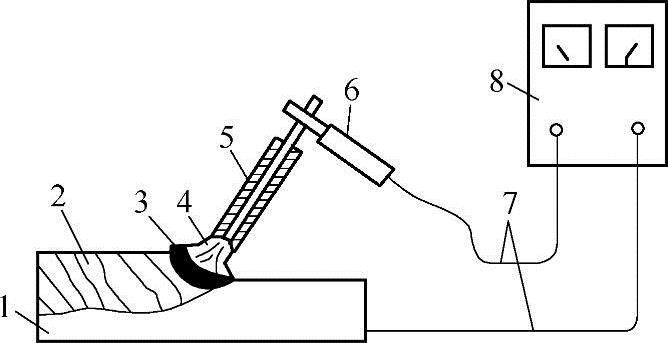
图7-1 焊条电弧焊示意图
1—焊件 2—焊缝 3—熔池 4—电弧 5—焊条 6—电焊钳 7—焊接电缆 8—焊机
(2)采用气体和熔渣联合保护 焊条电弧焊以外部涂有涂料的焊条作为电极和填充金属,焊条熔化后分成两部分:金属焊芯以熔滴形式向熔池过渡;焊条药皮在熔化过程中产生一定量的气体和液态熔渣,不仅使熔池和电弧周围的空气隔绝,而且和熔化了的焊芯、母材发生一系列冶金反应,保证所形成焊缝的性能。
(3)可焊金属材料范围广 焊条电弧焊广泛应用于低碳钢、低合金高强度结构钢的焊接。选配相应的焊条,焊条电弧焊也常用于不锈钢、耐热钢、低温钢等钢的焊接,还可用于铸铁、铜合金、镍合金等材料的焊接,以及耐磨损、耐腐蚀等特殊使用要求构件表面的堆焊。
(4)操作灵活、适应性强 焊条电弧焊适用于各种厚度、各种结构和接头形式及空间位置的焊接。无论是在车间内,还是在野外施工现场均可采用。可以说,凡是焊条能达到的任何位置均适用。可以应用于维修及装配中的短焊缝焊接,焊接单件或小批量的产品,以及其他不易实现机械化焊接的焊缝。
但是,焊条电弧焊有以下缺点:
(1)对焊工操作技术要求高、劳动强度较大、焊工培训费用大 焊条电弧焊的焊接质量,除靠选用合适的焊条、焊接参数和焊接设备外,主要靠焊工的操作技术和经验保证。因此必须经常进行焊工培训,所需要的培训费用很大。焊工在高温、高热、烟雾和强烈的弧光辐射下工作,劳动条件很差。
(2)生产效率低 焊条药皮限制了焊接电流,电流密度不能过大,否则药皮易发红、脱落,失去保护作用。焊接速度不能过快,一般不超过6m/h。完成一条焊缝需要不断更换焊条,对厚板需要开坡口进行多层焊接,这不仅造成焊条的浪费,提高了焊接成本,而且降低了生产率。
(3)不适于易氧化的金属以及薄板的焊接 对于活泼金属(如Ti、Nb、Zr等)和难熔金属(如Ta、Mo等),由于这些金属对氧的亲和力大,焊条的保护作用不足以防止这些金属氧化,焊接质量难以达到要求。对于低熔点金属如Pb、Sn、Zn及其合金等,由于电弧的温度对其来讲太高,所以也不适合采用焊条电弧焊。
有关焊接制造工程基础的文章

搅拌摩擦焊对焊接接头形状及接头装配间隙均有较大的工艺裕度。而搅拌摩擦焊由于不存在熔化,接头组织和性能对氧化膜、杂质不敏感,因此,焊前只需简单进行表面清理即可。2)原则上搅拌摩擦焊可进行多种位置焊接,如平焊、立焊、仰焊和俯焊;可完成多种形式的焊接接头,......
2023-07-02

工业物联网从下至上由三个层次构成,包括感知控制层、网络层和应用层。建设物联网是当今科学技术发展与应用需求相适应而衍生的系统工程。物联网的应用领域日益广泛,已经在提高生产效率、保障生产安全、节能减排、保护生态和便捷生活等许多方面发挥作用。满足人类多种多样的需求是设计物联网的立足点,为人类提供多元化的服务是建设物联网的根本目的。......
2023-06-23
功率密度小于104~105W/cm2为热传导焊,激光辐射加热待加工表面,表面热量通过热传导向内部扩散,此时熔深浅、焊接速度慢;功率密度大于105~107W/cm2时,金属表面受热作用下凹成“孔穴”,其冶金物理过程与电子束焊极为相似,形成深熔焊,具有焊接速度快、深宽比大的特点。......
2023-07-02

由于焊接时电弧掩埋在焊剂层下燃烧,电弧光不外露,因此称为埋弧焊。埋弧焊原理如图7-13所示。这是因为埋弧焊不能直接观察电弧与坡口的相对位置,故必须保证坡口的加工和装配精度,或者采用焊缝自动跟踪装置,才能保证不焊偏。......
2023-07-02

瓦斯事故的危害最严重,事故起数占17.10%,死亡人数占34.41%。采掘工作地点事故集中,以掘进工作面的危险性最大。国有重点煤矿产量占全国煤炭总产量的51.07%,事故起数与死亡人......
2024-07-04

解码与内化对知识的获取,我常犯这样的错误:一是过滤得多,留下的少,边学边忘;二是积累得多,转化成自己的东西少。细想原因,我们很少深刻地剖析人家的成功经验,也没有悟出其中的道理,更没有内化成自己的东西。一个重要原因是缺少了解码和内化。抓住问题关键环节,揭开构成问题的“密码”,对构成要素有机组合。对这些问题,我的理解是:贵在解码,贵在悟,贵在内化,贵在创新。只是形的变化,不会引起质变。......
2023-12-01

VXI技术是把计算机技术、数字接口技术和仪器测量技术有机结合起来。从本质上讲,VXI系统应当命名为模块化仪器和数字接口系统更确切,更能体现VXI系统本质特征。航天总公司科技部从“八五”计划开始就安排了VXI技术研究和攻关课题。VXI技术也应发展通信测试技术,开发出满足数字通信、移动通信、扩频通信、卫星通信和光通信等要求的相应测试仪器。......
2023-07-02

对于MMC整体的电源管理,首先来看总线部分,在mmc_bus_type中与电源管理相关的操作接口如下:可见其中实现了SLM以及runtime pm的接口。另外在实际操作过程中为了减少功耗,MMC框架提供了mmc_host_enable和mmc_host_disable接口,用于总线控制器的电源管理操作,在需要时enable,不需要时disable。DM 3730的MMC总线控制器相应的操作如下:以suspend操作为例进行分析,细节如下:可见不仅对总线进行了具体操作1还将总线的power切断,做得还是很彻底的。这样MMC总线的电源管理部分就基本完整了。......
2023-11-22
相关推荐