(一)焊接用气体焊接用气体主要是指气体保护焊中使用的保护性气体和可燃气体。这些水在焊接过程中随CO2挥发并混入CO2气体中,一起进入焊接区。氮气可用作焊接时的保护气体;由于氮气导热及携热性较好,常用作等离子弧切割的工作气体,有较长的弧柱、又有分子复合热能,故可切割较厚的金属。如焊接大厚度铝板,推荐用氩气加氦气;焊接不锈钢可采用氩气加CO2或氩气加氧气等。(二)钨电极焊接用钨电极主要指非熔化极氩弧焊时的电极。......
2023-06-23
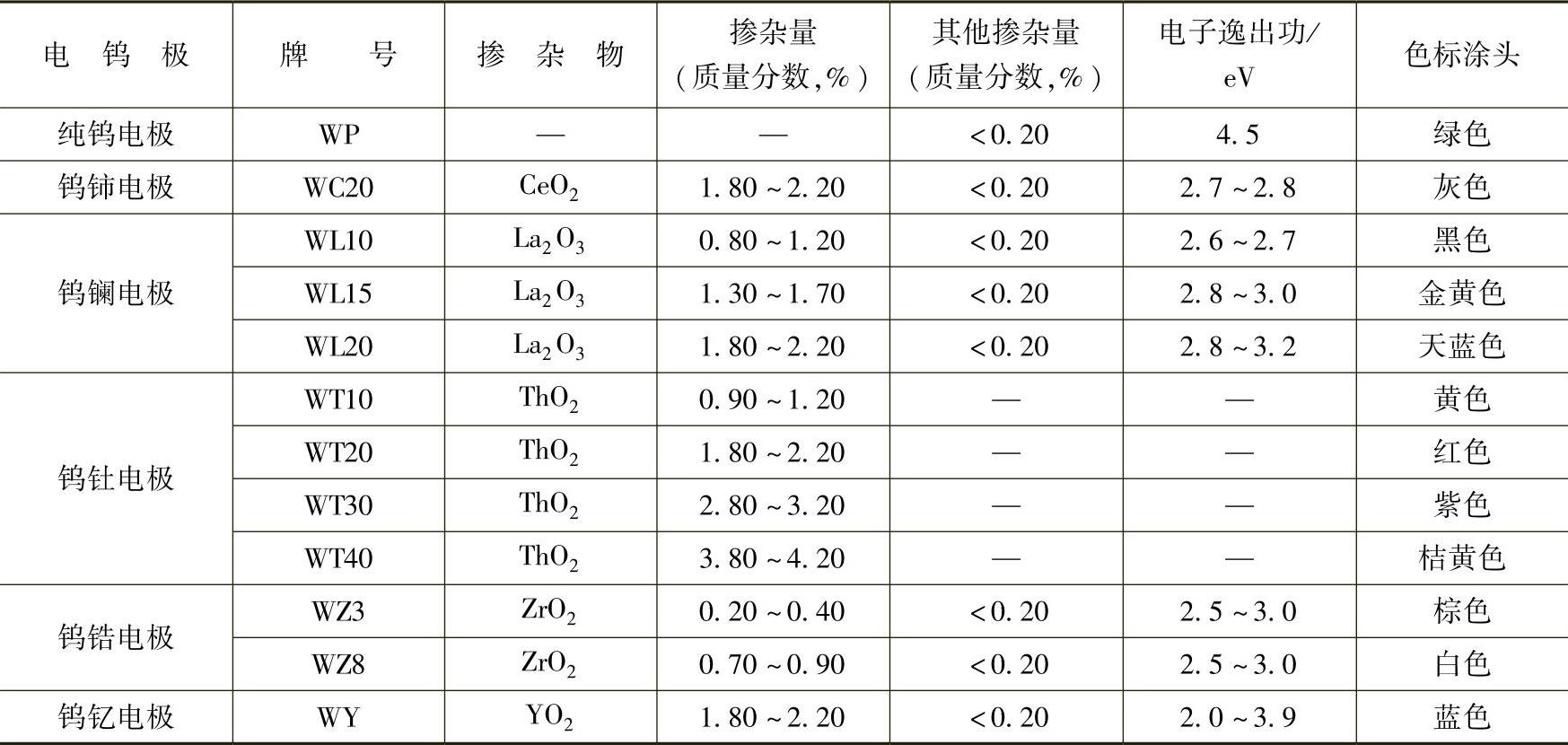
钨熔点高(3683℃),弹性模量高,电子发射能力强,很早就用作热电子发射材料。但是纯钨的发射效率和再结晶温度较低。以钨为基掺杂一些电子逸出功低的稀土氧化物,既提高再结晶温度,又激活电子发射,并使钨电极的焊接性能得到改善,电极的起弧和稳弧性能更高,电极烧损率更小。通常的稀土添加剂有氧化铈、氧化镧、氧化锆、氧化钇和氧化钍等。按照ISO6848—2004的规定,焊接和切割用钨电极见表6-41。
表6-41 常用焊接钨电极
焊接用钨电极的直径为0.25~6.4mm,长度为75~600mm,最常使用的规格为直径1.0mm、1.6mm、2.4mm和3.2mm。电极端的形状对GTAW很重要,当使用DCSP时,电极端需磨尖,且其尖端角度随着应用范围、电极直径和焊接电流而改变,窄焊缝需要的尖角小。焊接很薄的材料时,焊接电流小,可使用磨成针状的小电极,稳定电弧,获得良好的电弧稳定性。当常用交流电弧焊接时,不必磨电极端,因为在选用的焊接电流下,电极端会形成半球状。
在钨极氩弧焊及等离子弧焊接与切割中,过去都是采用钨钍电极,钨钍电极操作简便,即使在超负荷的电流下也能很好地运作,仍然有很多人使用这种材料,它被看作是高质量焊接的一部分。尽管如此,由于钨钍电极中的氧化钍产生微量的辐射,可能损害人体健康并污染环境,所以人们逐渐采用钨铈和钨镧等其他电极。在直流正接氩弧焊时,钨铈电极易于引弧,电极烧损量少,允许焊接电流密度比钍钨大;而在交流氩弧焊时,钨铈电极的烧损量比钍钨电极大,铈钨电极选用的焊接电流允许范围要小于钍钨电极。
有关焊接制造工程基础的文章

(一)焊接用气体焊接用气体主要是指气体保护焊中使用的保护性气体和可燃气体。这些水在焊接过程中随CO2挥发并混入CO2气体中,一起进入焊接区。氮气可用作焊接时的保护气体;由于氮气导热及携热性较好,常用作等离子弧切割的工作气体,有较长的弧柱、又有分子复合热能,故可切割较厚的金属。如焊接大厚度铝板,推荐用氩气加氦气;焊接不锈钢可采用氩气加CO2或氩气加氧气等。(二)钨电极焊接用钨电极主要指非熔化极氩弧焊时的电极。......
2023-06-23

离子转移后两相界面之间就会形成双电层,双电层之间的电位差即金属与电解液之间的电位差,就是金属的电极电位,记作φ,有时也用下标注明金属电极种类,如铜电极的电极电位记作φCu/Cu2+。反之,如果水化离子进入金属晶格,则金属表面带正电荷,因而形成的双电层具有正的电极电位。经过一定时间达到平衡后所具有的电极电位,叫作该金属的平衡电极电位,记作φe。标准状态下的平衡电极电位称作标准电极电位,用φ0表示。......
2023-06-23

表4-8列出了一些重要参比电极的特性及应用范围。为了较精确地测量金属在海水中的电位,可采用2.7%NaCl溶液作为参比电极的电解液,用玻璃过滤器作为隔膜。经过活化处理后的电极体即可安装成参比电极。......
2023-06-23

钨极氩弧焊设备通常由焊接电源、引弧及稳弧装置、焊枪、供气系统、水冷系统和焊接程序控制装置等部分组成,对于自动氩弧焊还应包括焊接小车行走机构及送丝装置。图7-52所示为手工TIG焊设备系统示意图,其中焊接电源内已包括了引弧、稳弧装置及焊接程序控制装置等,图7-53所示为自动TIG焊的焊枪和导丝机构示意图。......
2023-07-02

我们把能够作为基准的,其电极电位保持恒定的电极叫作参比电极。将参比电极与待测电极组成一个原电池回路,如图1-4所示,所测出的电池端电压E叫作相对于该参比电极的相对电极电位,习惯上我们直接称作电极电位。通常所说的电极电位都是相对于某一参比电极的相对电极电位。表1-1常用参比电极的电极电位图1-5标准氢电极示意图我们规定NHE的电极电位在任何温度下都为零,它是测量一切电极电位的基准。表1-1常用参比电极的电极电位......
2023-06-23
由于碳化钨具有很高的硬度,回火析出后,能增加钢的硬度并提高气阀钢的耐磨性能。钒是强碳化物形成元素,主要以VC的形式存在。NbN还可以阻止高温下晶粒粗化,改善气阀钢的热加工塑性。图11-4 铌对奥氏体晶粒度和粗化温度的影响......
2023-06-20

脉冲钨极氩弧技术是在普通钨极氩弧焊基础上采用可控的脉冲电流取代连续电流发展起来的。采用脉冲钨极氩弧焊技术在进行铸钢件缺陷修复时具有精度高、变形小等特点,操作简单灵活,适用于不同位置的补焊。脉冲钨极氩弧焊的焊接电流从低的基值电流到高的峰值电流周期变化。根据脉冲频率范围,脉冲钨极氩弧焊可分为低频脉冲钨极氩弧焊和高频脉冲钨极氩弧焊。......
2023-06-28
表5-30 稀土磷钒钛耐磨铸铁MTRPVTi20牌号化学成分要求 2.熔炼控制要点1)炉料组成。钒钛生铁:100;Si452.7~3.0;FeP21.6~1.8;Mn3 1.6~1.8。用列表表示如下:2)钒钛生铁中元素烧损率:V15%~20%,Ti40%~50%。3)炉前用稀土硅铁合金195023进行孕育处理。4)加入100%钒钛生铁时,块度大,注意采用预热送风、大风量和适当增加焦耗等措施,保证较高的出铁温度。......
2023-06-24
相关推荐