气体保护焊接时,焊缝金属的成分和性能除了受到焊丝化学成分影响外,也与所采用的保护气体有密切的关系。随着保护气体氧化性的增加,焊丝中的脱氧元素烧损量也会增加,这时焊缝金属的强度会降低。对于焊后需要进行调质处理的铸钢件,力求保证焊缝金属主要合金成分与母材接近,以保证经过调质处理后,焊缝的性能与母材一致。......
2023-06-28
焊接用气体包括焊接、切割用气体和保护用气体。焊接用气体的选择,主要取决于焊接方法,其次与被焊金属的性质、接头质量要求、焊件厚度和焊接位置有关。
对容易氧化的金属,如铝合金、钛合金等应选用惰性气体,如Ar、He或Ar+He等;对碳素钢、低合金钢、不锈钢等不宜采用惰性气体,而应选用氧化性的保护气体,如CO2、Ar+CO2、Ar+O2等,可细化溶滴,克服电弧阴极斑点飘移及咬边等焊接缺陷。从生产效率考虑,在Ar中加He、N2、H2、CO2、O2等气体,可增加母材的热输入量,提高焊接速度。如焊接大厚度铝板,推荐用Ar+He;焊接不锈钢可采用Ar+CO2或Ar+O2等。
应该指出,电弧焊时,弧柱等离子的形成与结构取决于采用的保护气体,保护气体能够改变焊接过程的热效率。激光焊时,氦气能降低等离子云形成的敏感性,有利于激光能量的吸收。另外,气体的热传导性能还影响电弧及熔池的温度。另外,保护气体的流量也很重要,过量的气体引起湍流,破坏保护效果。例如,对于熔化极氩弧焊,短弧焊接的气体流量常为10~15L/min,熔滴射流过渡的气体流量可为15~25L/min。表6-39为电弧焊和激光焊时常用气体的物理、化学性质,表6-40列举了被焊母材及保护气体的配合,供选用保护气体参考。
表6-39 电弧焊和激光焊常用气体的物理、化学性质
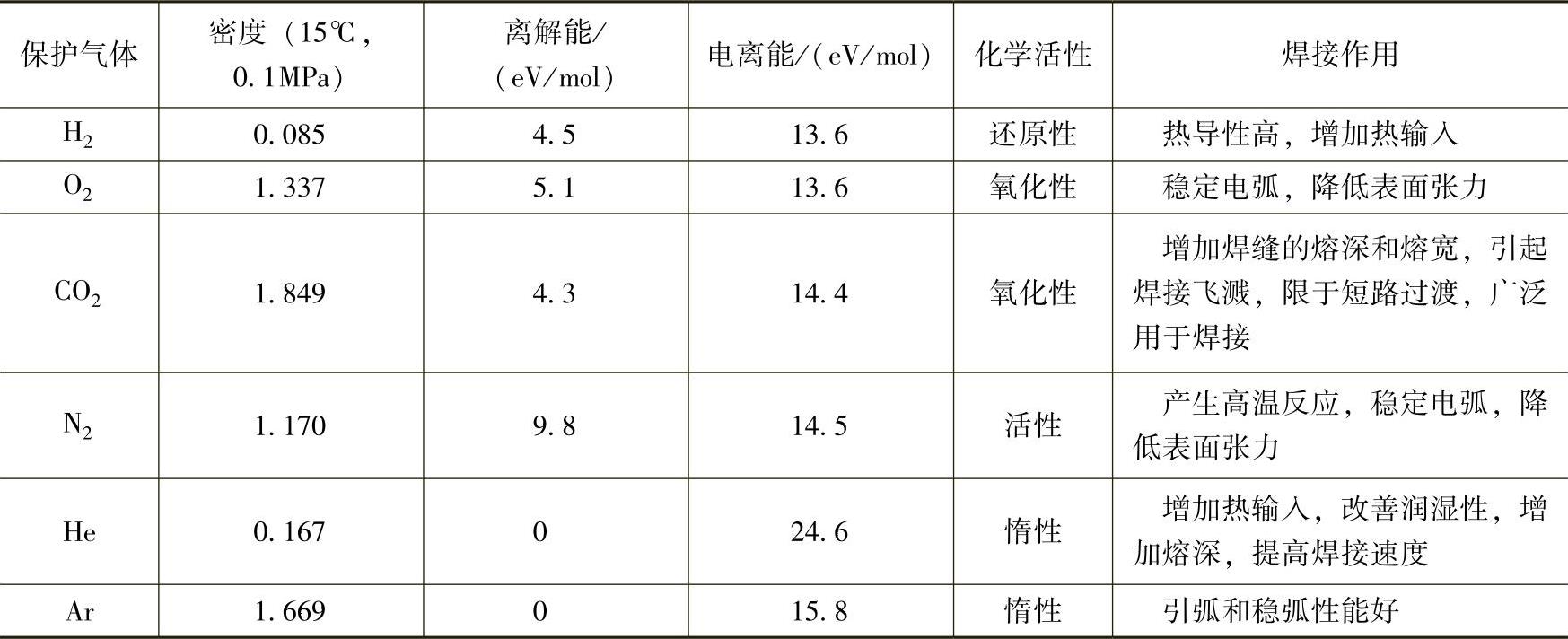
注:1eV=1.6×10-19J;多数金属的电离能=6~9eV/mol。
表6-40 保护气体的选择

(续)
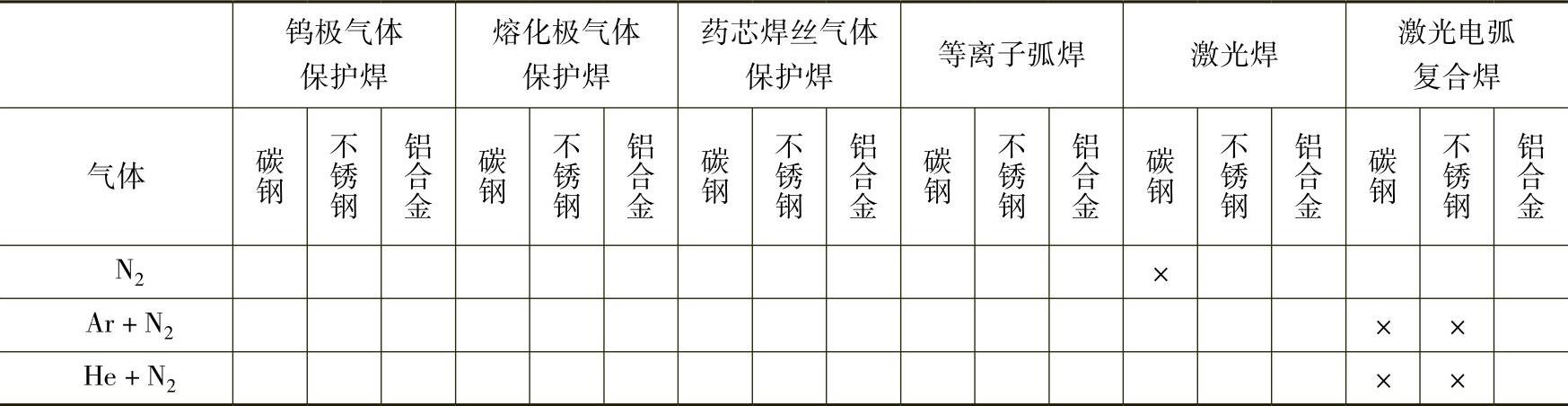
注:×代表可用配合。
有关焊接制造工程基础的文章

气体保护焊接时,焊缝金属的成分和性能除了受到焊丝化学成分影响外,也与所采用的保护气体有密切的关系。随着保护气体氧化性的增加,焊丝中的脱氧元素烧损量也会增加,这时焊缝金属的强度会降低。对于焊后需要进行调质处理的铸钢件,力求保证焊缝金属主要合金成分与母材接近,以保证经过调质处理后,焊缝的性能与母材一致。......
2023-06-28

(一)焊接用气体焊接用气体主要是指气体保护焊中使用的保护性气体和可燃气体。这些水在焊接过程中随CO2挥发并混入CO2气体中,一起进入焊接区。氮气可用作焊接时的保护气体;由于氮气导热及携热性较好,常用作等离子弧切割的工作气体,有较长的弧柱、又有分子复合热能,故可切割较厚的金属。如焊接大厚度铝板,推荐用氩气加氦气;焊接不锈钢可采用氩气加CO2或氩气加氧气等。(二)钨电极焊接用钨电极主要指非熔化极氩弧焊时的电极。......
2023-06-23

对于不同结构的产品通常有几种焊接方法可选择,因此还要综合考虑产品的其他特点。推荐的各种焊接方法的厚度范围如图3-1所示。平焊是最容易、最普遍的焊接位置,使产品接头尽可能处于平焊位置,既能保证良好的焊接质量,又能获得较高的生产率,可选用埋弧焊和熔化极电弧焊。如电渣焊、埋弧焊时,由于热输入较大,使焊接接头的冲击韧性降低。......
2023-06-23

TIG焊的参数主要有:电源的种类及极性、焊接电流、电弧电压、焊接速度填丝速度与焊丝直径、保护气体种类、流量和喷嘴孔径、电极直径和端部形状、喷嘴与工件的距离和钨极伸出长度等。钨极直径和端部的形状影响电弧的稳定性和焊缝成形,因此TIG焊应根据焊接电流大小来确定钨极的形状。采用交流TIG焊时,钨极末端磨成半球状,随着电流的增加球径也随之增大,最大为钨极半径。......
2023-06-23

(一)埋弧焊的焊接参数埋弧焊工艺参数有焊前准备、焊接电源种类和极性、焊接电流、电弧电压、焊接速度、焊丝和焊剂的成分与配合、焊丝伸出长度、焊丝倾角、焊丝与焊件的相对位置、焊剂颗粒、焊剂散堆高度和多丝焊的丝间距等。其中焊接材料的选用参见第四章,本节将重点介绍单丝埋弧焊工艺参数的选择及焊接操作技术。环缝埋弧焊时,为获得良好的成形焊道焊丝应逆焊件旋转方向移适当距离,使熔池凝固时刚好在水平位置。......
2023-06-23

选择GMAW设备的一般原则如下。2)按自动化程度和使用的焊接电流选用焊枪和负载持续率。选择焊枪时还应注意实际焊接电流应小于焊枪的额定电流,负载持续率应满足实际焊接需要。批量大时,可考虑选用焊接专用机;批量小时,应尽量选用通用设备。5)对产品质量有严格要求时,可采用数字化焊机便于应用软件进行联网监控。6)设备应满足现场使用条件,如水、电的供应条件。......
2023-06-25
图1-6-20 电极端部形状氩气是无色无味的气体,比空气重25%,作为焊接保护气体使用时,不易飘浮散失,有利于保护作用。氩弧焊时,电弧一旦引燃就很稳定,是各种保护气体中稳定性最好的,一般电弧电压仅8~15V。......
2023-06-26
图8-25 MTS-CO2焊接波形2)熔滴短路缩颈控制。图8-26 SP-MAG焊接波形目前,日本松下公司生产的YD-350/500全数字化焊机通过“全软件控制”方式控制弧焊电源的输出电流、电压波形。采用MTS-CO2焊和SP-MAG焊,大幅度降低了焊接飞溅,CO2焊比前一代同类焊机,焊接飞溅降低50%;SP-MAG焊比前一代同类焊机,焊接飞溅降低85%。......
2023-06-30
相关推荐