(一)焊接用气体焊接用气体主要是指气体保护焊中使用的保护性气体和可燃气体。这些水在焊接过程中随CO2挥发并混入CO2气体中,一起进入焊接区。氮气可用作焊接时的保护气体;由于氮气导热及携热性较好,常用作等离子弧切割的工作气体,有较长的弧柱、又有分子复合热能,故可切割较厚的金属。如焊接大厚度铝板,推荐用氩气加氦气;焊接不锈钢可采用氩气加CO2或氩气加氧气等。(二)钨电极焊接用钨电极主要指非熔化极氩弧焊时的电极。......
2023-06-23
1.氩气(Ar)
氩气是无色无味的气体,比空气约重25%,在空气中的体积分数约为0.935%,是一种稀有气体。其沸点为-186°C。介于O2(-183℃)和N2(-196℃)的沸点之间,是分馏空气制取氧气时的副主品。
氩气是惰性气体,它既不与金属起化学作用也不溶于金属中,因此可以避免焊缝中合金元素烧损和由此带来的其他焊接缺陷,使得焊接冶金反应变得简单和易于控制,为获得高质量的焊缝提供了有利条件。
氩气导热系数小,且是单原子气体,高温时不分解吸热,电弧在氩气中燃烧时热量损失少,故在各类气体保护焊中氩气保护焊的电弧燃烧稳定性最好。氩气的密度较大,在保护时不易漂浮散失,保护效果良好。熔化极氩气保护焊的焊丝金属很易呈稳定的轴向射流过渡,飞溅极小。氩弧焊适用于高强钢、铝、镁、铜及其合金的焊接和异种金属的焊接。
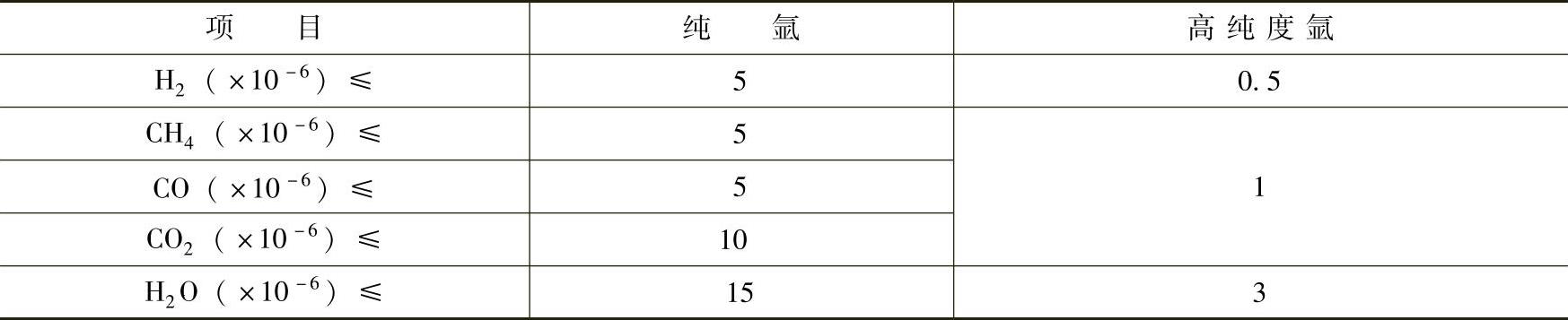
氩气作为焊接用保护气体,一般要求纯度(体积分数)为99.0%~99.999%,视被焊金属的性质和焊缝质量要求而定。有关氩气的质量技术要求,根据GB/T 4842—2006《氩》的规定,列于表6-33。
表6-33 氩气的技术要求(体积分数)

(续)
2.氦气(He)
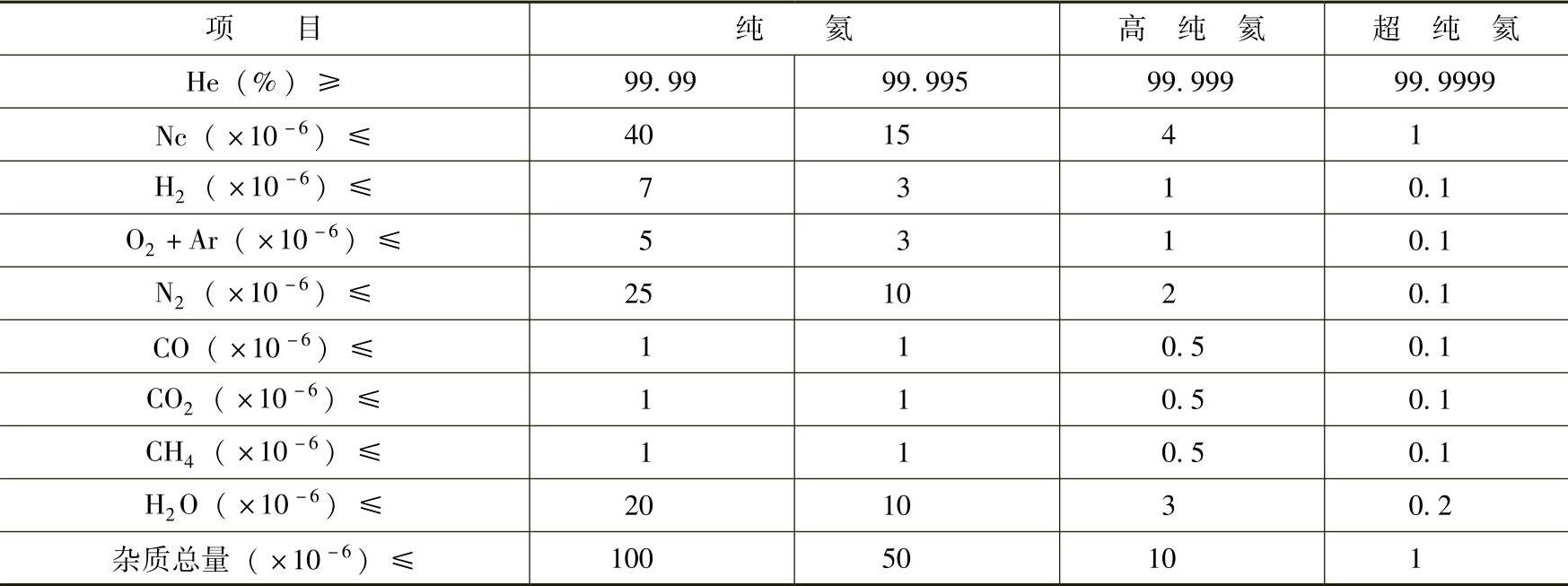
氦气也是无色无味的惰性气体,不溶于金属,属于单原子气体,沸点为-269°C。导热系数比Ar大,在相同的电弧长度下,电弧电压高,电弧温度高,热输入量大。这是He弧焊的优点,但电弧稳定性不及Ar弧焊。GB/T 4844—2011《纯氦、高纯氦和超纯氦》规定的技术要求见表6-34。
表6-34 氦气的技术要求(体积分数)
3.二氧化碳(CO2)
CO2是氧化性气体。液态CO2是无色液体,沸点-78°C。在0°C和101.3kPa大气压下,1kg液态CO2可气化为509L气态的CO2。容积为40L的标准钢瓶即可装入25kg的液态CO2(按容积的80%计),剩余约20%的空间则充满汽化了的CO2。气瓶压力表所指示的压力值,就是部分气体的饱和压力,此压力的大小与环境温度有关,温度升高,压力增大。
液态CO2中可溶解质量分数为0.05%的水,多余的水则成自由状态沉于瓶底。这些水在焊接过程中随CO2一起挥发并混浊入CO2气体中,一起进入焊接区。因此水分是CO2气体中最主要的有害杂质,随着CO2气体中水分的增加即露点温度的提高,焊缝金属中含氢量增高、塑性下降,甚至产生气孔等缺陷。焊接用CO2的纯度(体积分数)应大于99.5%。GB/T 6052—2011标准《工业液体二氧化碳》的技术要求见表6-35。
表6-35 工业液体二氧化碳的技术要求

在生产现场使用的市售CO2气体如含水较高,可采取如下减少水的措施。将新灌气瓶倒置2h,开起阀门将沉积在下部的水排出(一般排2~3次,每次间隔约30min),放水结束后仍将气瓶倒正。使用前先放气2~3min,因为上部的气体一般含有较多的空气和水分。在气路中设置高压干燥器和低压干燥器,进一步减少CO2中的水分。一般是用硅胶或脱水硫酸铜作干燥剂,可复烘去水后多次重复使用。当瓶中气压降低到980MPa以下时,不再使用。此时液态CO2已挥发完,气体压力随气体消耗而降低,水分分压相对增大,挥发量增加(可增加约3倍),如继续使用,焊缝金属将会产生气孔。
4.氧气(O2)
氧气在常温状态和大气压下,是无色无味的气体。在标准状态下(即0°C和101.325kPa压力下),1m3气体质量为1.43kg,比空气重。氧气本身不能燃烧,是活泼的助燃气体。
氧气是气焊和气割中不可缺少的助燃气体。氧气的纯度对气焊、气割的效率和质量有很大影响。对质量要求高时使用Ⅰ类或Ⅱ类一级氧气。氧气也常用作惰性气体保护焊时的附加气体,有细化熔滴,改善焊缝成形的作用。根据GB/T 3863—2008《工业氧》的技术要求,工业用氧的纯度有两种,分别为99.5%和99.2%(体积分数),无游离水。
5.可燃气体
可燃气体种类很多,应用最多的是乙炔气(C2H2),其次是液化石油气。也有根据本地区的条件或所焊(割)材料采用氢气、天然气或煤气等作为可燃气体。几种常用可燃气体的物理性能和化学性能,见表6-36。
表6-36 常用可燃气体的物理性能和化学性能
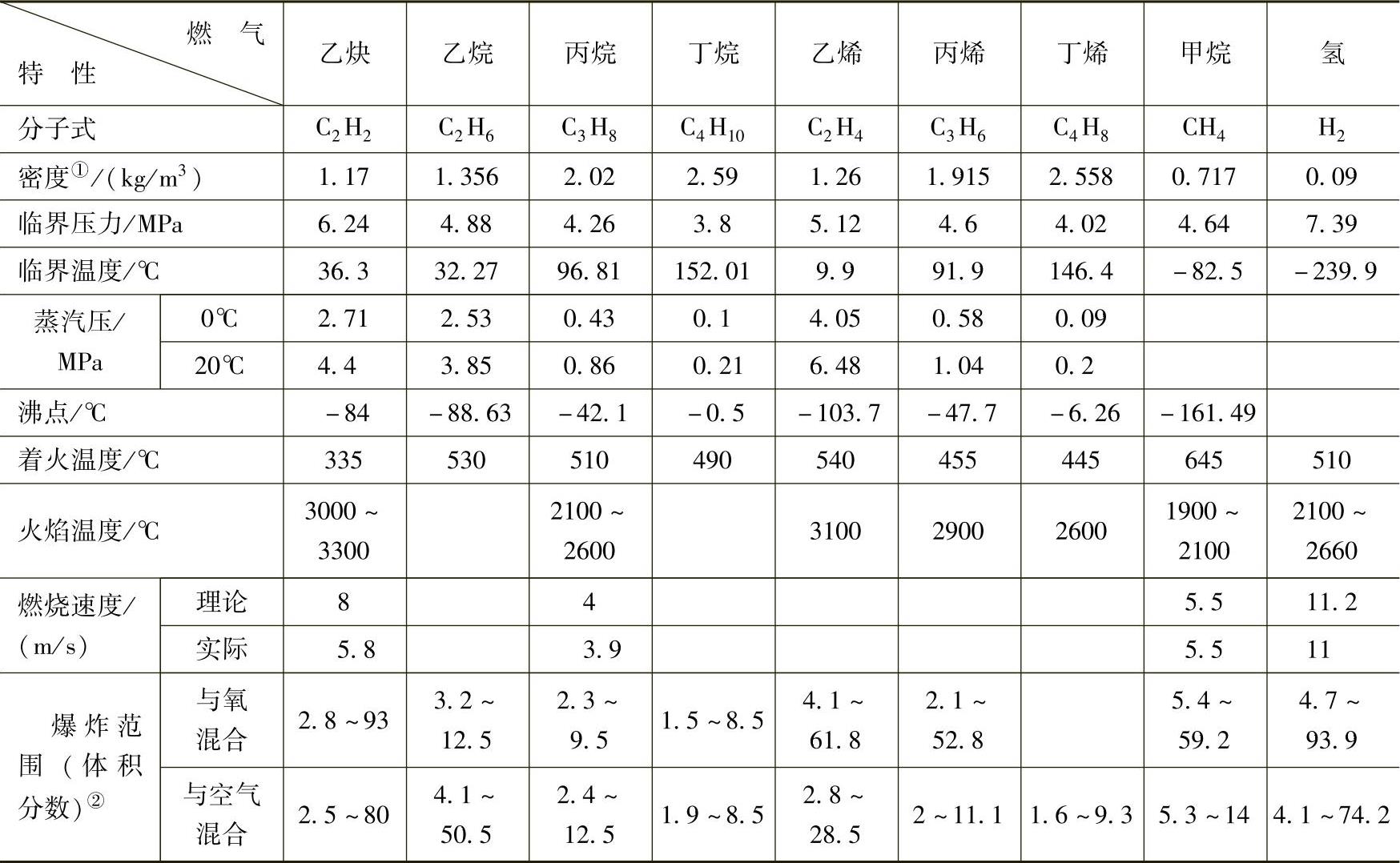
注:①标准状态下。
②15.6℃,0.1MPa情况下。
1)乙炔(C2H2)。乙炔是目前在气焊、气割中应用较广的可燃气体。乙炔在常温和大气压下是无色气体,工业用乙炔,因含有H2S及PH3等杂质,故有特殊的臭味,可溶于水、丙酮等液体中。乙炔本身具有爆炸性。工业上利用其在丙酮中溶解度大的特性,将乙炔灌装在盛有丙酮或多孔物质的容器中,通常称为溶解乙炔或瓶装乙炔。溶解乙炔的纯度(体积分数)要求大于98%。瓶装乙炔由于具有安全、方便、经济等优点,是目前应用广泛的乙炔供给方法。
2)液化石油气。液化石油气是裂化石油的副产品,主要成分为:丙烷(C3H8)、丁烷(C4 H10)、丙烯(C3H6)、丁烯(C4H8)和少量的乙烷(C2H6)、乙烯(C2H4)、戊烷(C5H12)等碳氢化合物的混合物。在常温和大气压下,组成液化石油气的碳氢化合物以气态存在。只需加上不大的压力(一般为0.8~1.5MPa)即变为液体,便于瓶装储存和运输。丙烷(C3H8)作为乙炔的替代品,正逐步被广泛使用,而且更安全。
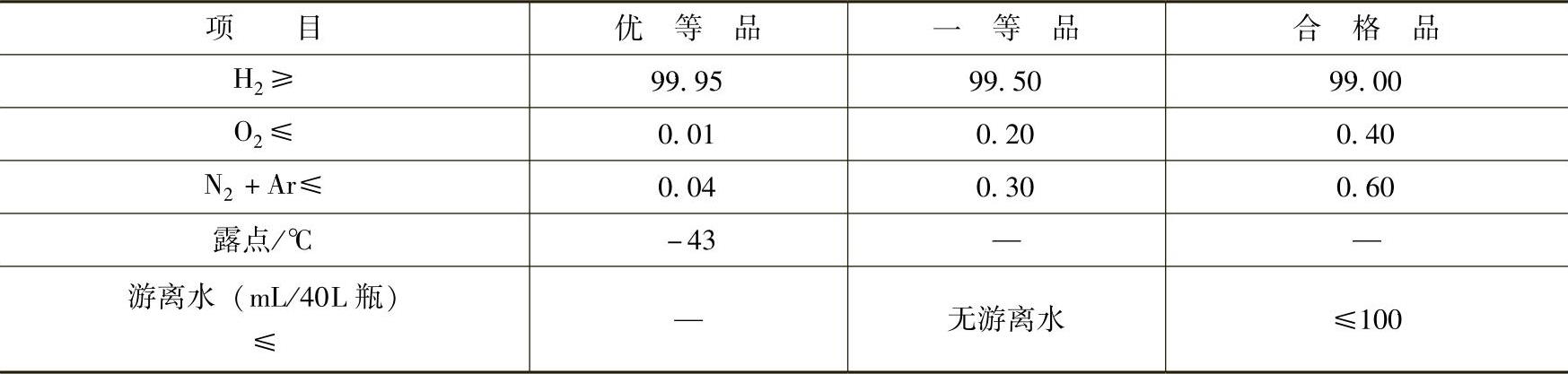
3)氢气(H2)。氢气是无色、无臭的可燃性气体,氢的相对原子质量最小,可溶于水,导热性能好,分解时吸收大量分解热。氢气常被用于等离子弧的切割和焊接;有时也用于铅的氢焊;在熔化极气体保护焊时在Ar中加入适量H2,可增大母材的输入热量,提高焊接速度和效率。GB/T 3634—2006《氢气》的技术要求,见表6-37。
表6-37 氢气的技术要求(体积分数,%)
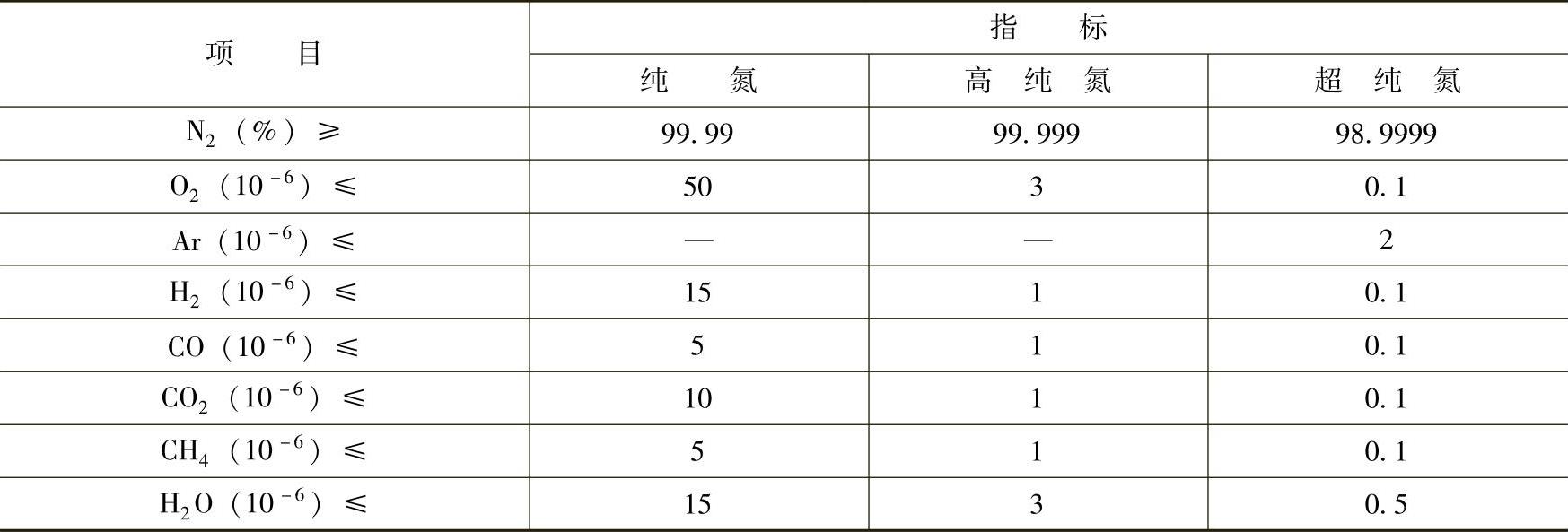
6.氮气(N2)
氮气在空气体积中约占78%,沸点-196℃,氮的电离势较低,原子质量较Ar小,N2分解时吸收热量较大。氮可用作焊接时的保护气体。由于氮气导热性较好,常用作等离子弧切割的工作气体,有较长的弧柱,又有分子复合热能,故可切割较厚的金属。用作焊接或等离子弧切割的氮气其纯度应符合GB/T 8987—2008《纯氮、高纯氮和超纯氮》规定的纯氮要求,见表6-38。
表6-38 氮气的技术要求(体积分数)
有关焊接制造工程基础的文章

(一)焊接用气体焊接用气体主要是指气体保护焊中使用的保护性气体和可燃气体。这些水在焊接过程中随CO2挥发并混入CO2气体中,一起进入焊接区。氮气可用作焊接时的保护气体;由于氮气导热及携热性较好,常用作等离子弧切割的工作气体,有较长的弧柱、又有分子复合热能,故可切割较厚的金属。如焊接大厚度铝板,推荐用氩气加氦气;焊接不锈钢可采用氩气加CO2或氩气加氧气等。(二)钨电极焊接用钨电极主要指非熔化极氩弧焊时的电极。......
2023-06-23

这一节,我们将介绍傅氏变换的几个重要性质,为了叙述方便,假定以下需求傅氏变换的函数都满足傅氏积分定理中的条件.1.线性性质设F1(w)=F[f1(t)],F2(w)=F[f2(t)],α,β是常数,则由于傅氏变换,傅氏逆变换是由积分定义的,而积分具有线性性质,所以傅氏变换,傅氏逆变换也具有线性性质.2.位移性质设F[F(t)]=F(w),则这个性质也称为时移性,它表明时间函数f(t)沿t 轴向左或......
2023-10-30

SF6气体的热导率随温度变化。SF6气体与水会发生反应,产生腐蚀性物质,所以对水分含量要加以限制。然而,应当注意到,SF6气体的绝缘强度在不均匀电场中将明显降低。SF6气体的介质恢复速度通常为空气的100倍以上,所以能承受各种恢复电压的作用,保证了优异的开断性能。......
2023-06-30
,σ(αn)是线性无关的.因此,n≤m.综合上面的结论可以得到n=m,即V1,V2有相同的维数.充分性.设V1,V2都是n维线性空间,下面我们来建立一个从V1到V2的同构映射,从而证明V1V2.分别取V1的一组基α1,α2,…,αn之下的坐标是唯一确定的,而向量组β1,β2,…......
2023-11-22

典型相关分析是仿照主成分分析法中把多变量与多变量之间的相关化为两个变量之间相关的做法,首先在每组变量内部找出具有最大相关性的一对线性组合,然后再在每组变量内找出第二对线性组合,使其本身具有最大的相关性,并分别与第一对线性组合不相关.如此下去,直到两组变量内各变量之间的相关性被提取完毕为止.有了这些最大相关的线性组合,则讨论两组变量之间的相关,就转化为研究这些线性组合的最大相关,从而减少了研究变量的......
2023-11-18

焊接用气体包括焊接、切割用气体和保护用气体。焊接用气体的选择,主要取决于焊接方法,其次与被焊金属的性质、接头质量要求、焊件厚度和焊接位置有关。应该指出,电弧焊时,弧柱等离子的形成与结构取决于采用的保护气体,保护气体能够改变焊接过程的热效率。表6-39为电弧焊和激光焊时常用气体的物理、化学性质,表6-40列举了被焊母材及保护气体的配合,供选用保护气体参考。表6-40 保护气体的选择(续)注:×代表可用配合。......
2023-07-02

非线性算子的性质包括连续性、有界性、全连续性、可微性等.这是一些基本概念和性质,在后面各章中都要用到.设E1和E2时两个实Banach 空间,D E1.设A∶D→E2为非线性的.定义1设x0∈D.若ε>0,δ=δ(x0,ε)>0 使得当x ∈D且‖x-x0‖ < δ 时,恒有‖Ax -Ax0‖ < ε,则称A 在x0连续;若A 在D 中每一点都连续,则称A 在D 上连续;若上述δ 只与ε 有关而......
2023-10-20
1)STT表面张力过渡控制技术是使熔滴在电磁收缩力和表面张力的作用下,实现从焊丝端头向熔池过渡的一种波形控制技术。2)CMT冷金属过渡控制技术的原理是将送丝与熔滴过渡协同控制。随即电弧重新引燃,电源提供燃弧峰值电流快速熔化焊丝。上述CO2焊熔滴过渡控制技术均能获得低飞溅甚至是无飞溅的CO2焊。......
2023-06-26
相关推荐