型号示例:表1-1 不锈钢焊条熔敷金属化学成分(续)(续)(续)注:表中的单值均为最大值①焊条型号中-××表示焊接位置和药皮类型,见表1-2和表1-3。常用焊条标准对照 不锈钢焊条GB/T 983—2012标准与其他相关标准常用焊条型号的对应关系见表1-4。铬不锈钢焊条示例奥氏体铬镍不锈钢焊条表1-5 焊条牌号第一位数字意义示例......
2023-06-15
1.焊剂的牌号
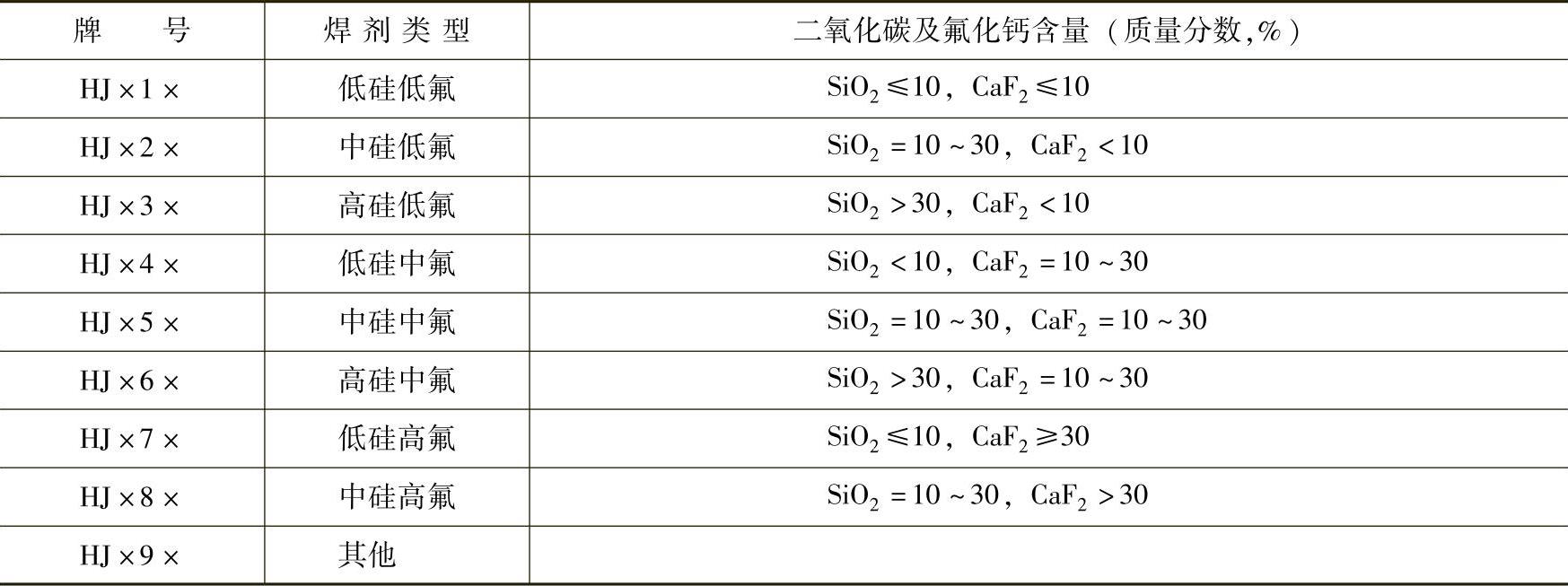
(1)熔炼焊剂牌号的编制方法 焊剂牌号前“HJ”表示埋弧焊和电渣焊用熔炼焊剂。焊剂牌号第一位数字表示焊剂中MnO的含量,见表6-24。第二位数字表示SiO2、CaF2的含量,见表6-25。第三位数字表示同一类型熔炼焊剂的不同牌号,按0、1、2、…、9顺序排列。对同一牌号熔炼焊剂生产两种颗粒度时,在细颗粒焊剂牌号后加“X”区分。焊剂颗粒度一般分为两种:普通颗粒度焊剂为40~80目,细颗粒度焊剂的粒度为60~140目。
表6-24 熔炼焊剂牌号中第一位数字的含义表示

(续)

表6-25 熔炼焊剂牌号中第二位数字的含义表示
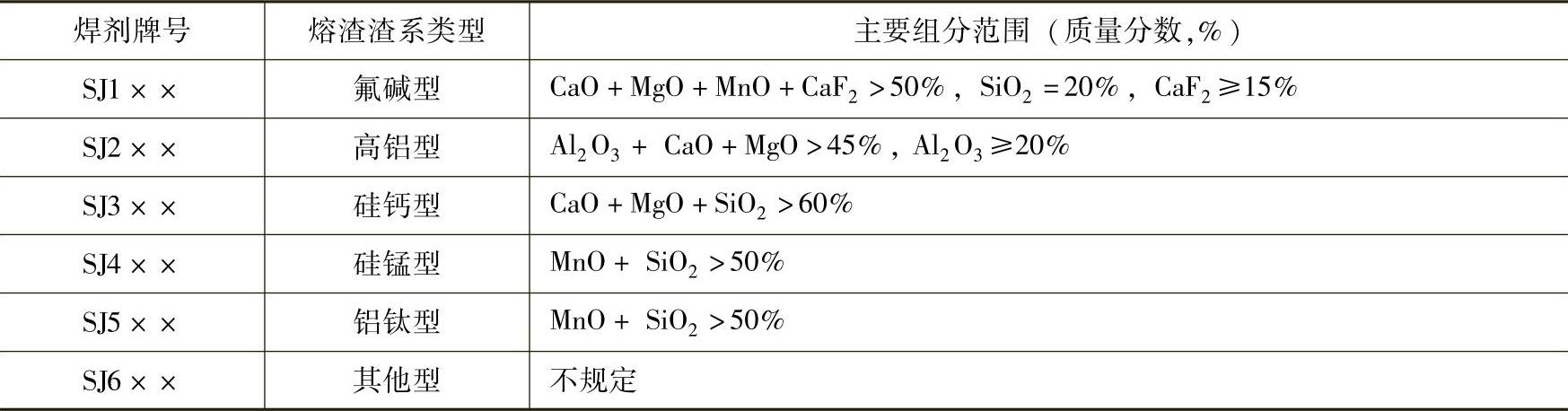
(2)烧结焊剂牌号的编制方法牌号前“SJ”表示埋弧焊用烧结焊剂。第一位数字表示焊剂的渣系类型,见表6-26。第二位、第三位数字表示同一渣系烧结焊剂的不同牌号,按01、02、…、09顺序编排。
表6-26 烧结焊剂牌号中第一位数字的含义
2.焊剂的型号
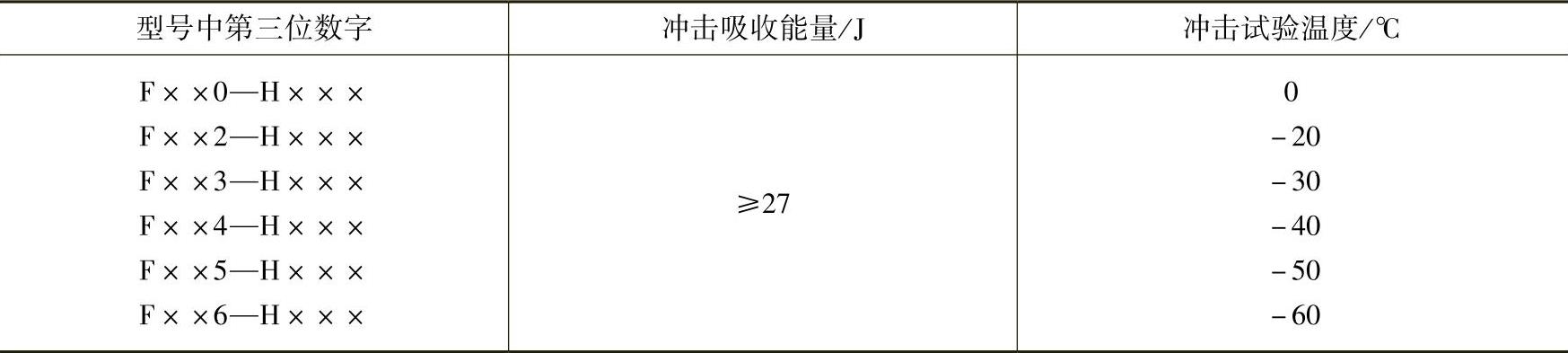
(1)埋弧焊用碳钢焊剂 在GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》中,字母“F”表示焊剂,第一位数字表示焊丝和焊剂组合的熔敷金属抗拉强度的最小值(见表6-27);第二位数字表示焊接件的热处理状态,“A”表示焊态,“P”表示焊后热处理状态;第三位数字表示熔敷金属冲击吸收能量不小于27J时的最低试验温度(见表6-28);“—”后面表示焊丝牌号,焊丝牌号按GB/T 14957—1994《熔化焊用钢丝》规定。
表6-27 型号中第一位数字的含义

表6-28 熔覆金属冲击吸收能量及试验温度
(2)埋弧焊用低合金钢焊剂 根据GB 12470—2003《埋弧焊用低合金钢焊剂》的规定,字母“F”表示焊剂,第一位数字表示焊丝和焊剂组合的熔敷金属抗拉强度的最小值;第二位数字表示焊接件的状态,第三位数字表示熔敷金属冲击吸收能量不小于27J时的最低试验温度,“—”后面表示焊丝牌号和熔敷金属扩散氢含量,见GB/T 14957和GB/T 3429。
(3)埋弧焊用不锈钢焊剂 根据GB/T 17854—1999《埋弧焊用不锈钢焊丝焊剂》的规定,埋弧焊用不锈钢焊丝和焊剂的熔敷金属中铬的质量分数应小于11%,镍的质量分数应小于38%。焊丝和焊剂的型号分类根据焊丝—焊剂组合的熔敷金属化学成分、力学性能进行划分。字母“F”表示焊剂,“F”后面的数字表示熔敷金属种类代号,如有特殊要求的化学成分,该化学成分元素符号表示,放在数字后面;“—”后面表示焊丝的牌号,焊丝的牌号按YB/T 5092—1996《焊接用不锈钢丝》的规定。
有关焊接制造工程基础的文章

型号示例:表1-1 不锈钢焊条熔敷金属化学成分(续)(续)(续)注:表中的单值均为最大值①焊条型号中-××表示焊接位置和药皮类型,见表1-2和表1-3。常用焊条标准对照 不锈钢焊条GB/T 983—2012标准与其他相关标准常用焊条型号的对应关系见表1-4。铬不锈钢焊条示例奥氏体铬镍不锈钢焊条表1-5 焊条牌号第一位数字意义示例......
2023-06-15

GB/T 5612—2008《铸铁牌号表示方法》规定了铸铁牌号用代号、化学元素符号、名义含量及力学性能表示方法。2)牌号中代号后面有一组数字时,该组数字表示抗拉强度值,单位为MPa。各种铸铁名称、代号及牌号表示方法实例见表2-3。......
2023-06-22

埋弧焊焊剂与焊丝的匹配是获得高质量焊缝的关键,正确选用焊剂和焊丝的匹配依据以下两个方面:1.被焊材料的类别及其对焊接接头性能的要求通常根据被焊材料的类别不同及对焊接接头性能的要求不同来选择合适牌号的焊剂与焊丝组合。一般选用碱度比较高的熔炼焊剂或烧结焊剂,与高合金钢焊丝相配合焊接,而不采用高硅型熔炼焊剂,其原因是防止大量渗硅,以避免焊缝的性能下降。......
2023-06-25
液晶对电场、磁场、光线、温度的作用相当敏感,利用此特性将它们转换为可视信号,这就是液晶显示器的原理。它是由两块导电玻璃支持一个液晶层,封装成一个扁平盒而构成最基本的液晶显示器。根据需要可在导电玻璃外侧贴上偏振片。3)点阵式图形液晶显示器的型号有EDM10032、EDM12232A、EDM12816B、EDM12832A、EDM12864B、EDM24064A等。2)液晶显示器的液晶本身不会发光,而是靠外界光的不同反射和透射形成不同的对比度来达到显示的目的。......
2023-06-28
材料的特性P4410钢是塑料模具钢。经此工艺生产出的钢材达到较高的洁净度,组织致密,镜面抛光性能好,表面粗糙度可达0.05~0.025μm。供货状态退火态,硬度235HBW;调质态,硬度260~340HBW。参考对应牌号中国GB标准牌号3Cr2NiMo、韩国HJ标准牌号HP-4MA、美国AISI标准牌号P20优化、德国DIN标准牌号1.2738、瑞典一胜百标准牌号718、日本JIS标准牌号SNCM优化。临界点温度(近似值)Ac1=725℃、Ac3=810℃、Ms=280℃。预硬硬度42~48HRC。淬火、回火规范淬火温度860℃,回火温度650℃。......
2023-06-23
耐火制品标准砖号见表6-72表6-72 耐火制品标准砖号2.耐火砖的砖号国家标准规定耐火制品标准砖号、部颁标准规定耐火制品形状尺寸及其用途的符号。表6-73 耐火制品的分型定义在对耐火制品分型时应注意下列事项:1)尺寸比例是指制品外形最大尺寸与最小尺寸之比。......
2023-06-24

普通晶体管是由硅晶体或锗晶体制成的含有两个PN结的三端电子器件,分为NPN和PNP两种类型。在Uce减小到等于Ube时,晶体管将处于临界饱和状态。这是晶体管的重要性质。通过查找对应型号,即可知道不同代码贴片式晶体管的主要技术参数。一些常见贴片式晶体管与直插式晶体管的对应型号见表4-14。......
2023-06-18
不锈钢和耐热钢的牌号采用化学元素符号和表示各元素含量的阿拉伯数字表示,各元素含量的阿拉伯数字表示应符合下列规定:碳含量 用两位或三位阿拉伯数字表示碳含量最佳控制值。②碳的质量分数上限为0.02%时,其牌号中的碳含量以015表示。2)规定上、下限者,以平均碳含量乘以100表示。③碳的质量分数为0.15%~0.25%、铬的质量分数为14.00%~16.00%、锰的质量分数为14.00%~16.00%、镍的质量分数为1.50%~3.00%、氮的质量分数为0.15%~0.30%的不锈钢,牌号为20Cr15Mn15Ni2N。......
2023-06-23
相关推荐