在一定的试验条件下,不同焊丝表现出不同的熔滴行为特征归根结底是由焊丝自身的因素决定的,而焊丝结构和钢皮成分一定时则主要决定于药芯成分。改善碱性药芯焊丝的工艺性,在药芯成分的设计上主要应注意三方面的问题,即稳定电弧、细化熔滴和调整好熔渣。国内有的研究者认为降低药芯粉的熔点,使药芯与钢皮的熔化保持一致,会有利于稳定电弧和改善工艺性。提高药芯成分的软化温度可以加入CaO、Al2O3等高熔点的氧化物,但应该适量。......
2023-06-30
药芯焊丝由薄钢带卷成接口为对接或搭接的圆形钢管,并在其中填满药粉或金属粉,经拉制而成,其横截面呈O形,气体保护焊用焊丝直径以1.2mm的细丝为主,堆焊用药芯焊丝以直径3.2mm或4mm的粗丝为主。
按照药芯焊丝的制造方法,可分为有缝焊丝和无缝焊丝。无缝焊丝可以镀铜,性能好、成本低,是今后发展的方向。
按照是否有气体保护,可分为气体保护焊丝和自保护焊丝。保护气体有CO2和Ar+CO2两种,前者用于普通结构,后者用于重要结构。自保护药芯焊丝可在四级风下施焊,不需要保护气体,适于野外或高空作业。自保护焊丝主要用于低碳钢焊接结构,不宜用于焊接高强度钢等重要结构。自保护焊丝施焊时烟尘较大,在狭窄空间作业时要注意加强通风换气。
按照是否存在造渣剂,可分为药粉型(有造渣剂)焊丝和金属粉型(无造渣剂)焊丝。金属粉型焊丝的焊接工艺性能类似于实芯焊丝,也被称为替代实芯焊丝的焊接材料,其熔敷金属效率优于药粉型焊丝。粉芯中大部分是金属粉(铁粉、脱氧剂等),还加入了特殊的稳弧剂,可保证焊接时造渣少、效率高、飞溅小、电弧稳定,而且焊缝扩散氢含量低,抗裂性能得到改善。金属芯焊丝广泛用于高强钢、耐热钢、不锈钢的气保护、自保护、埋弧焊接和堆焊等。
按照渣的碱度,可分为钛型(酸性渣)、钙钛型(中性或弱碱性渣)和钙型(碱性渣)焊丝。钛型渣系药芯焊丝的焊道成形美观,全位置焊接时工艺性能好、电弧稳定、飞溅小,但焊缝金属的韧性和抗裂性能较差。与此相反,钙型渣系药芯焊丝达到焊缝韧性和抗裂性能优良,但焊道成形和焊接工艺性能稍差。钛钙型介于上述两者之间。
按照截面形状,小直径(≤2mm)药芯焊丝,一般采用O形截面;大直径(≥2.4mm)多采用E形、T形等折叠形复杂截面。越复杂、越对称,电弧越稳定,药芯的冶金反应和保护作用越充分。但是随着焊丝直径的减小,这种差别逐渐缩小,当焊丝直径小于2mm时,截面形状的影响已不明显。
表6-17 碳钢和低合金钢实芯焊丝化学成分(质量分数,%)
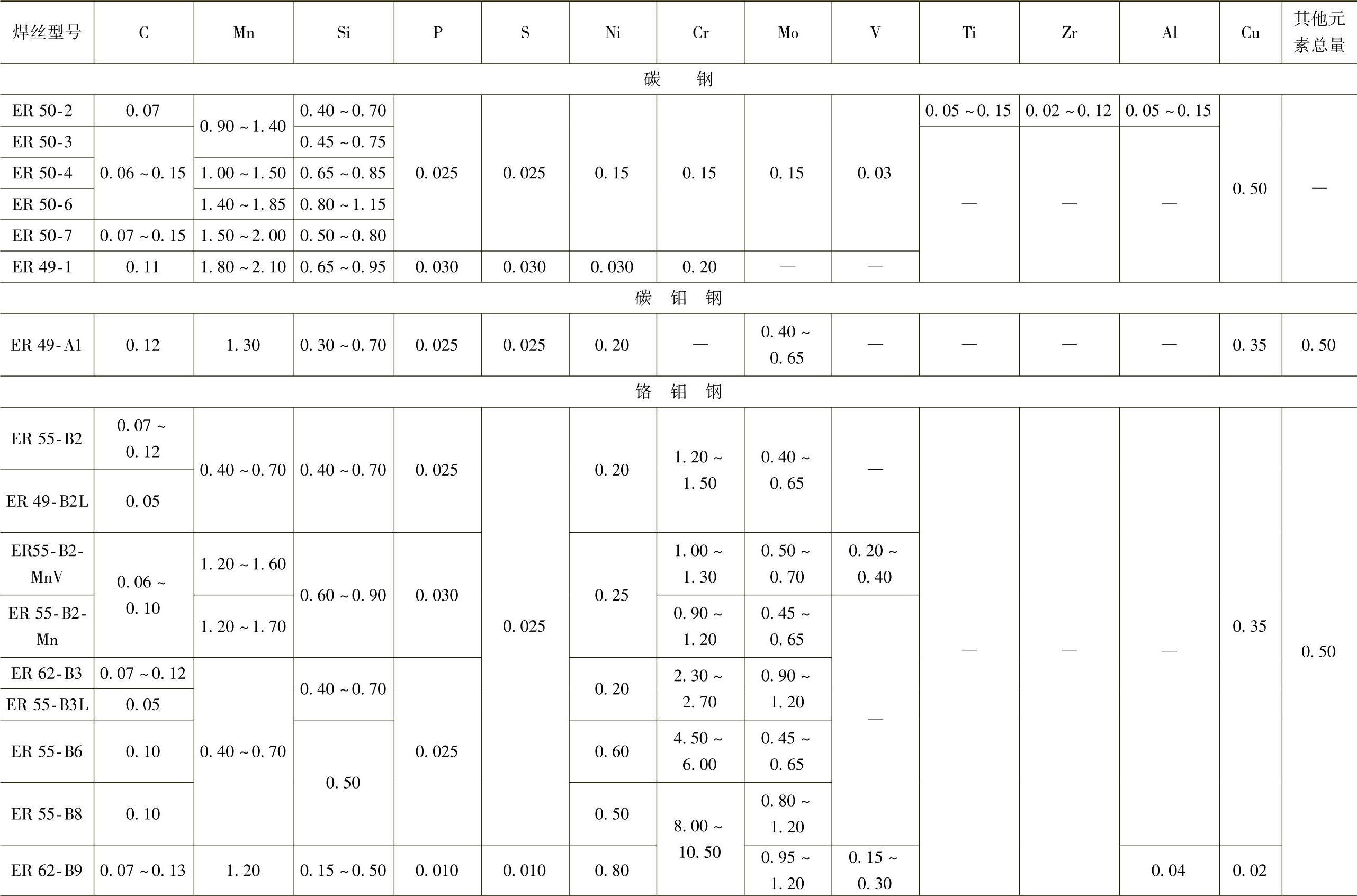
(续)
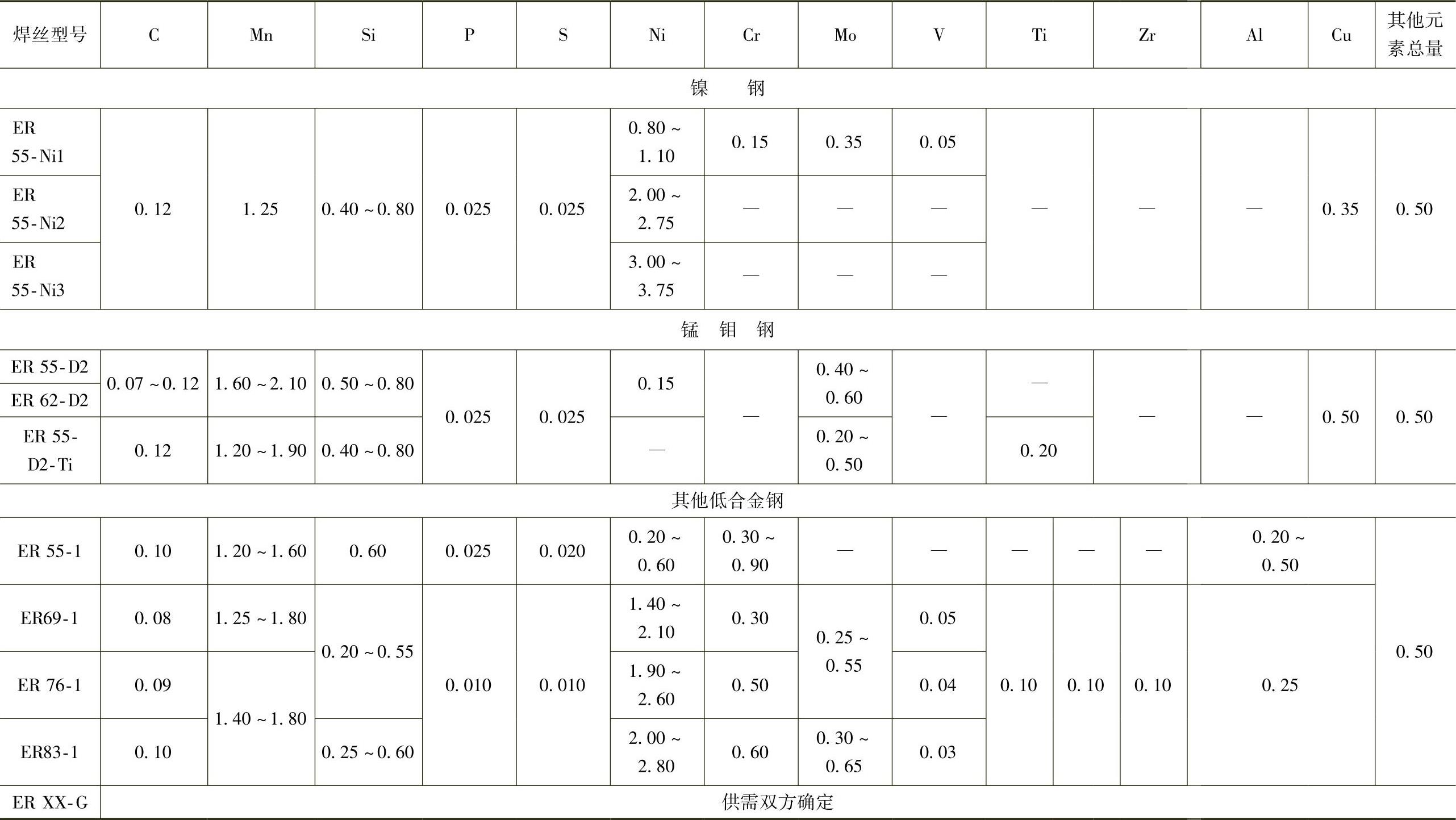
注:1.如果焊丝镀铜,则焊丝中Cu含量和镀铜中Cu含量之和不应大于0.50%(质量分数)。
2.Mn的最大质量分数可以超过2.00%,但每增加0.05%的Mn,最大含C质量分数应降低0.01%。
3.w(Nb)为0.02%~0.10%;w(N)为0.03~0.07%;w(Mn+Ni)≤1.50%。
4.表中单一数字均为最大值。
表6-18 铝及铝合金焊丝的型号和化学成分
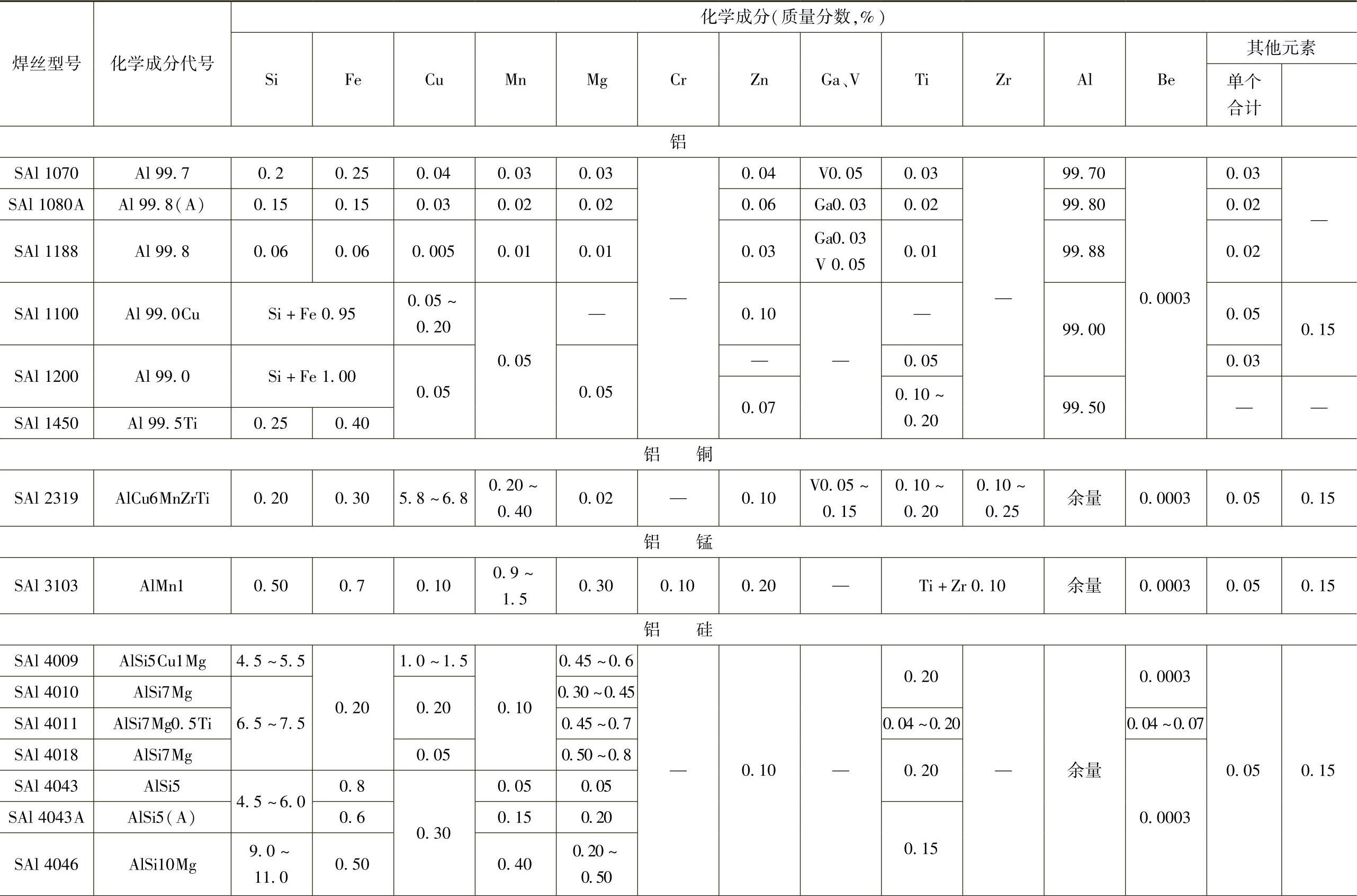
(续)

(1)低碳钢及高强钢用药芯焊丝 这类焊丝大多数为钛型渣系,焊接工艺好、焊接生产率高,主要用于造船、桥梁、建筑、车辆制造等。低碳钢及高强钢用药芯焊丝品种较多,从焊缝强度级别上看,抗拉强度490MPa级和590MPa级的药芯焊丝已普遍使用;从性能上看,有的侧重于工艺性能,有的侧重于焊缝力学性能和抗裂性能,有的适用于包括向下立焊在内的全位置焊,也有的专用于角焊缝。
(2)不锈钢用药芯焊丝 不锈钢药芯焊丝的品种已有20余种,除铬镍系不锈钢药芯焊丝外,还有铬系不锈钢药芯焊丝。焊丝直径有0.8mm、1.2mm、1.6mm等,可满足不锈钢薄板、中板及厚板的焊接需要。所采用的保护气体多数为CO2,也可采用Ar+(体积分数为20%~50%)CO2的混合气体。
(3)耐磨堆焊用药芯焊丝 为了增加耐磨性或使金属表面获得某些特殊性能,需要从焊丝中过渡一定量的合金元素,但是焊丝因含碳量和合金元素较多,难于加工制造。随着药芯焊丝的问世,这些合金元素可加入药芯中,且加工制造方便,故采用药芯焊丝进行堆焊耐磨表面是一种常用的方法,并已得到广泛应用。此外,在烧结焊剂中加入合金元素,堆焊后也能得到相应成分的堆焊层,它与实芯或药芯焊丝相配合,可满足不同的堆焊要求。
根据GB/T 10045—2001《碳钢药芯焊丝》的规定,药芯焊丝型号的表示方法为,EXXT-XML。字母“E”表示焊丝、“T”表示药芯焊丝。字母“E”字后面的2个数字表示熔敷金属的力学性能,见表6-19。第3位数字表示推荐的焊接位置:“0”表示用于平焊和横焊,“1”表示用于全位置焊,短画线后面的“X”表示焊丝特点。字母“M”表示保护气体体积分数为70%~80%Ar+CO2,若无字母“M”时表示保护气体为CO2或自保护。字母“L”表示焊丝熔敷金属-40℃冲击吸收能量不小于27J。当无字母“L”时,表示熔敷金属的冲击吸收能量符合表6-19的一般要求。
表6-19 熔敷金属力学性能要求
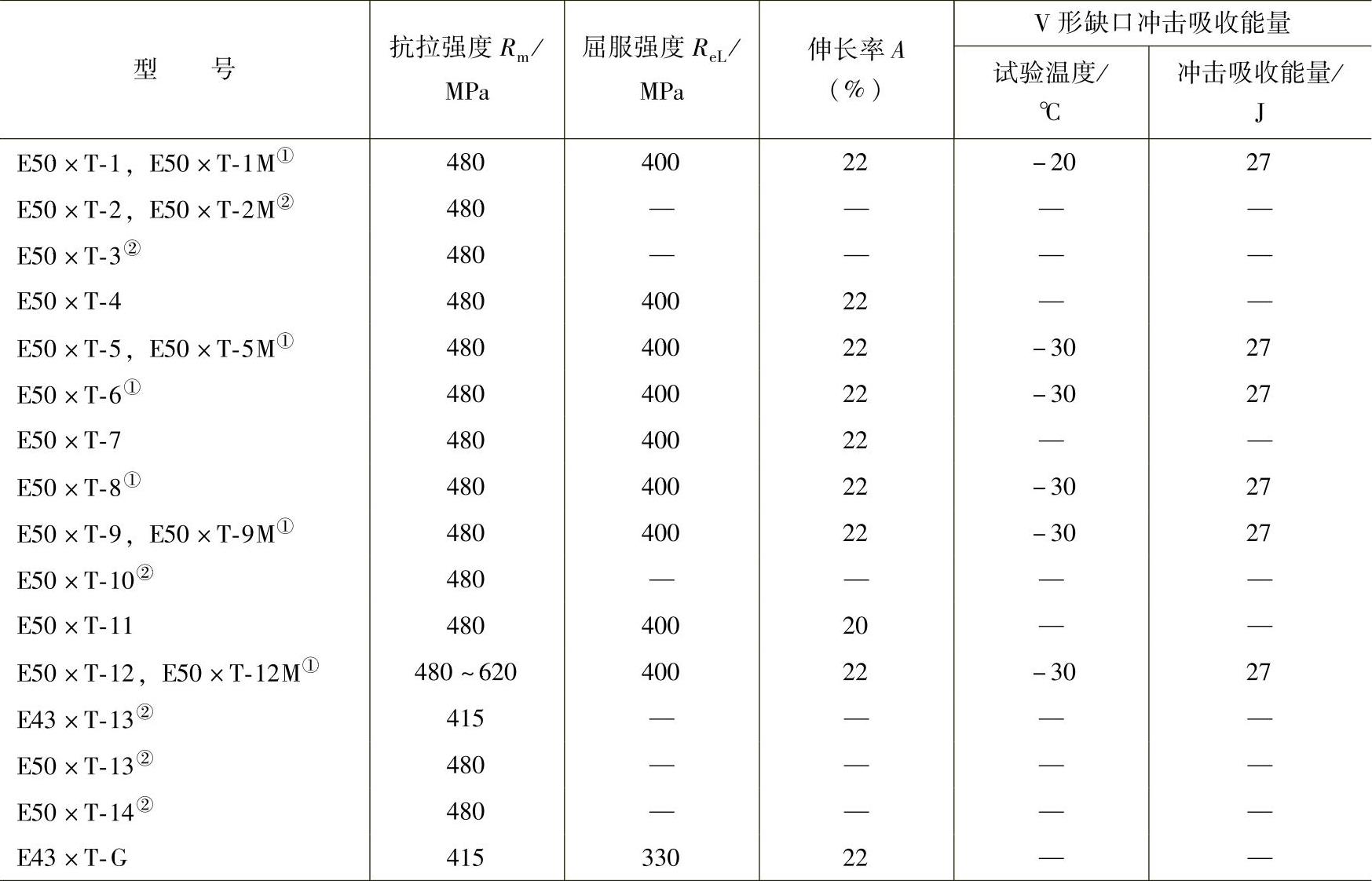
(续)
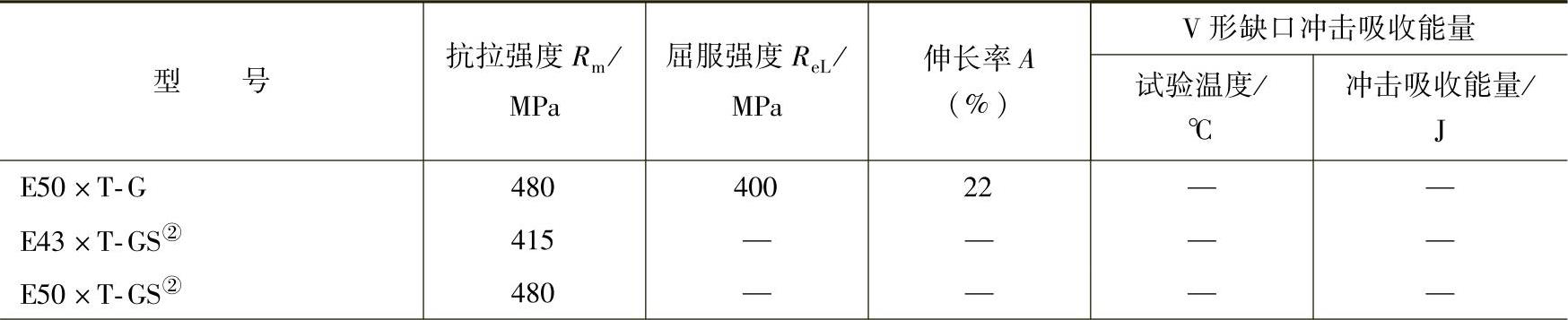
注:表中所列单值均为最小值。
①型号带有字母“L”的焊丝,其熔敷金属冲击性能应满足以下要求: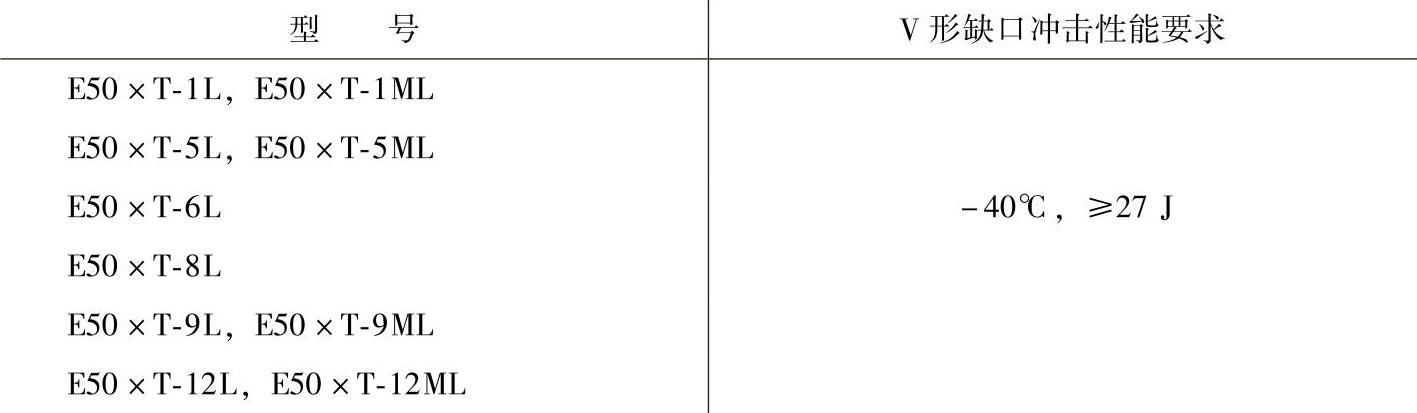
②这些型号主要用于单道焊接而不用于多道焊接。因为只规定了抗拉强度,所以只要求做横向拉伸和纵向辊筒弯曲(缠绕式导向弯曲)试验。
表6-20是几个药芯焊丝的药粉基本成分。钛型药芯焊丝属于TiO2-SiO2渣系,主要造渣原料是金红石、硅酸盐和铝酸盐。CO2焊药芯焊丝一般采用钛型渣系,典型药芯配方组成(质量分数,%):钛白粉17、金红石5、石英6、长石4、大理石2、冰晶石4、锰铁16、硅铁6、铁粉48。碱性药芯焊丝由碳酸盐、氟化物和硅酸盐等组成,属于CaO-CaF2-SiO2渣系。碱性药芯焊丝的碱度大,能降低焊缝的S、P含量及夹杂物含量。对于自保护药芯焊丝,为了防止焊缝出现气孔并具有合适的强韧性,药粉中除了要加入强氮化物形成元素和脱氧剂外,焊接时还要靠药粉的分解和汽化来隔绝空气,为此自保护药芯焊丝常采用Al、Mg等作为强脱氧剂和氮化物形成元素。表6-21为低合金高强钢用药芯焊丝熔敷金属化学成分(GB/T 17493—2008)。
表6-20 药芯焊丝药粉基本成分(质量分数,%)
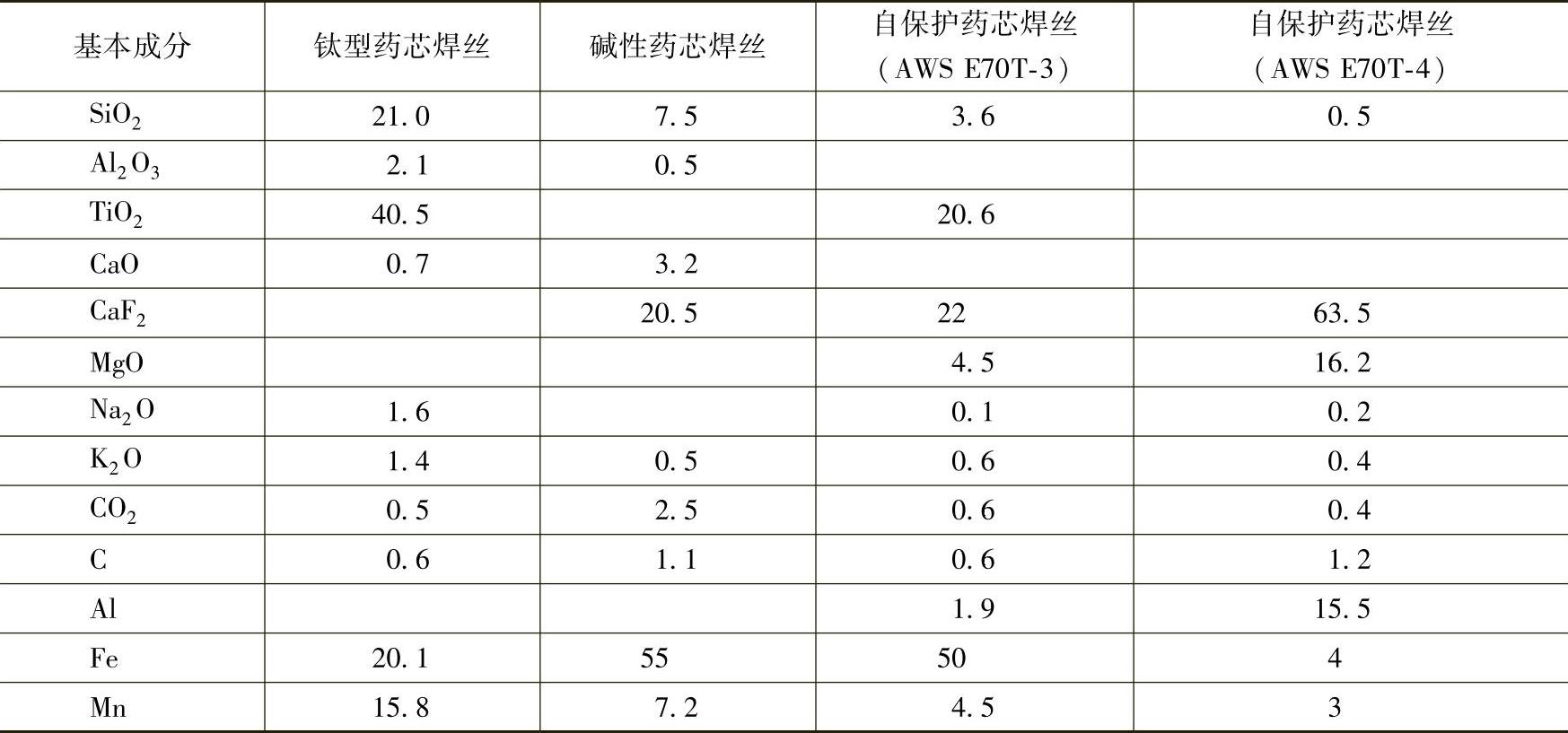
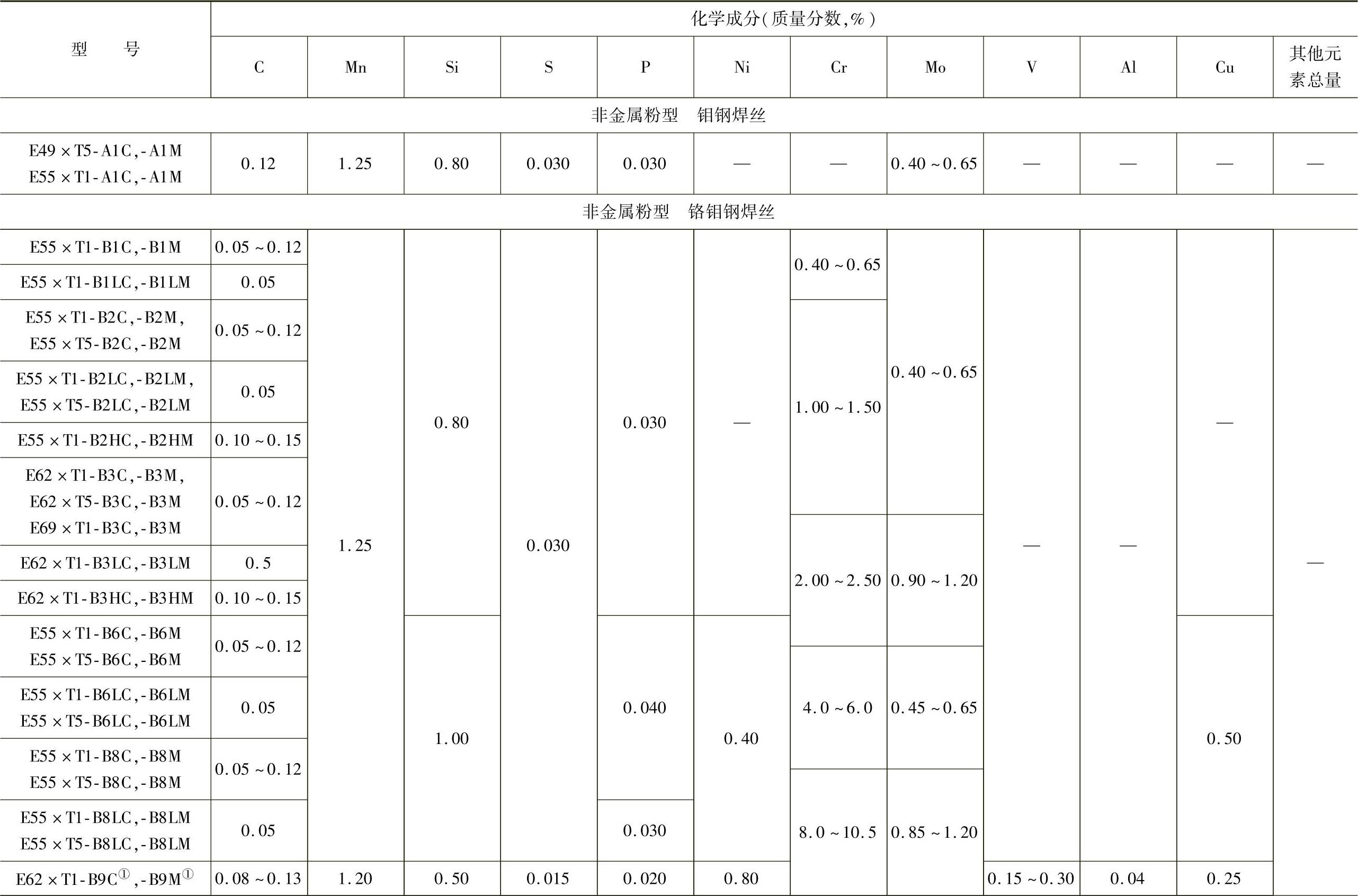
表6-21 低合金高强度钢用药芯焊丝熔敷金属化学成分
(续)
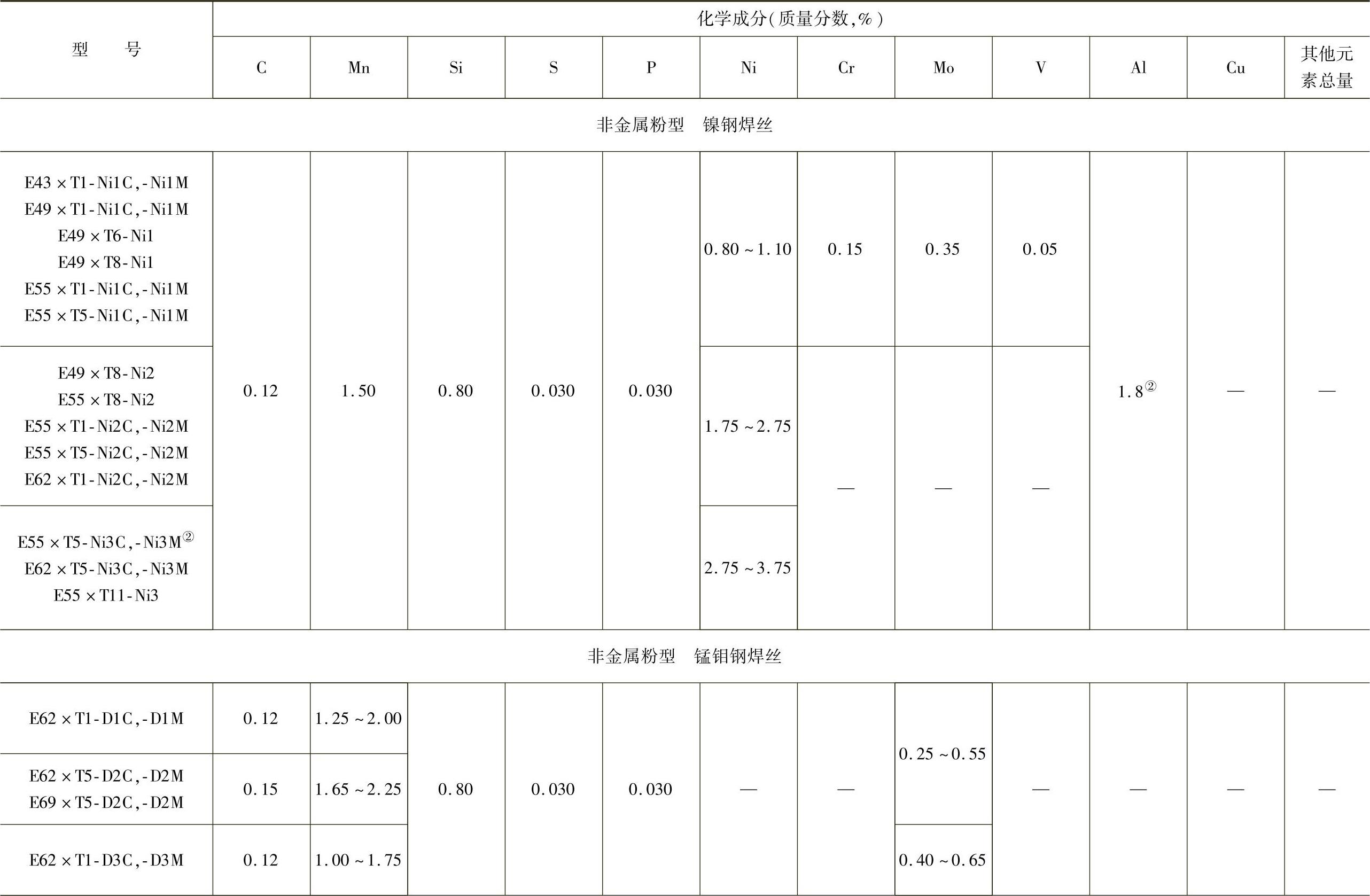
(续)
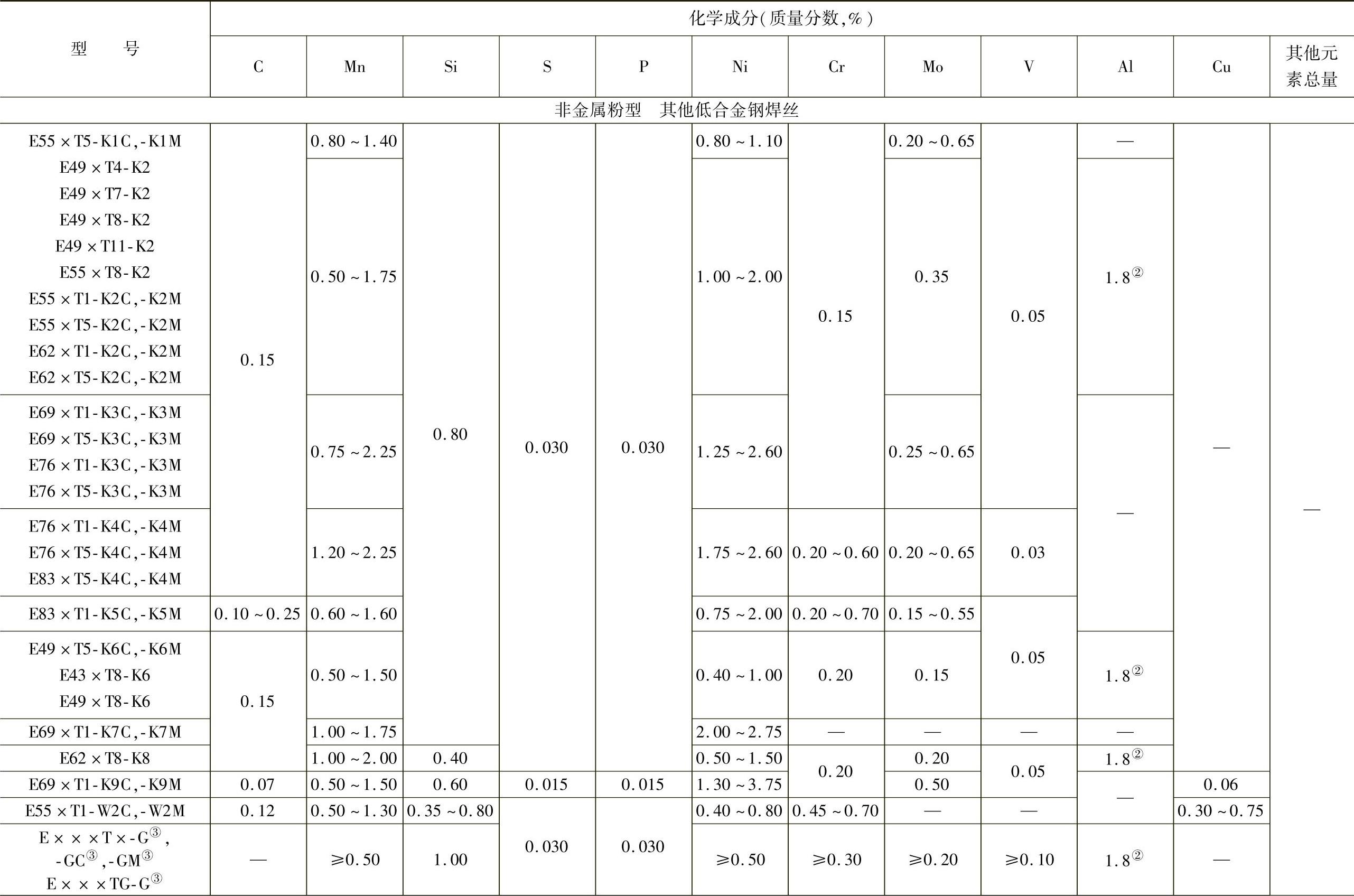
(续)
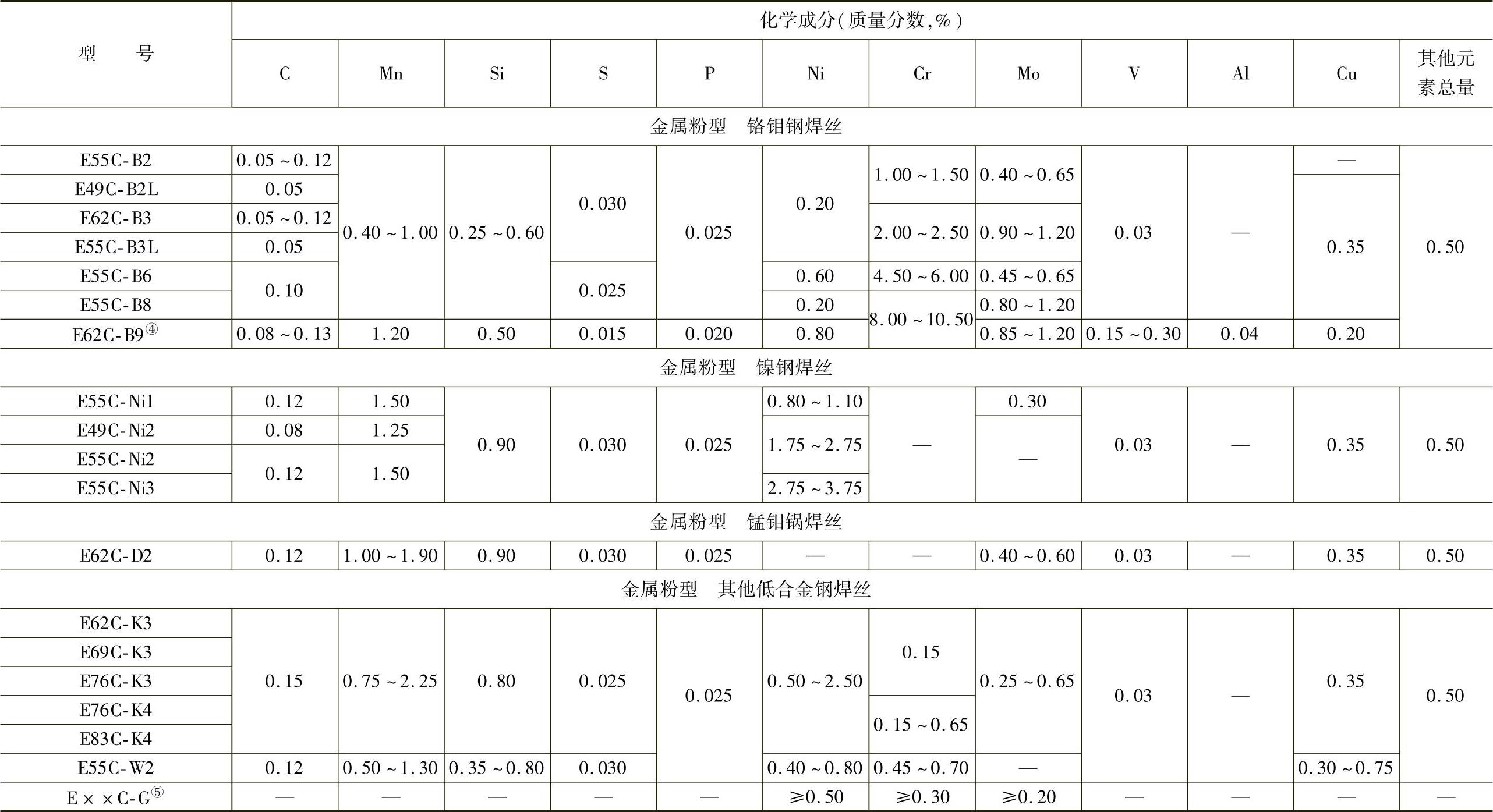
注:除另有注明外,所列单值均为最大值。
①w(Nb):0.02%~0.10%;w(N):0.02%~0.07%;w(Mn+Ni)≤1.50%。
②仅适用于自保护焊丝。
③对于E×××T×-G和E×××TG-G型号,元素Mn、Ni、Cr、Mo或V至少有一种应符合要求。
④w(Nb):0.02%~0.10%;w(N):0.03%~0.07%;w(Mn+Ni)≤1.50%。
⑤对于E××C-G型号,元素Ni、Cr或Mo至少有一种应符合要求。
有关焊接制造工程基础的文章

在一定的试验条件下,不同焊丝表现出不同的熔滴行为特征归根结底是由焊丝自身的因素决定的,而焊丝结构和钢皮成分一定时则主要决定于药芯成分。改善碱性药芯焊丝的工艺性,在药芯成分的设计上主要应注意三方面的问题,即稳定电弧、细化熔滴和调整好熔渣。国内有的研究者认为降低药芯粉的熔点,使药芯与钢皮的熔化保持一致,会有利于稳定电弧和改善工艺性。提高药芯成分的软化温度可以加入CaO、Al2O3等高熔点的氧化物,但应该适量。......
2023-06-30

近年来随着我国长输油气管线工程建设规模的增大和建设质量的提高,以及油气管线现场的安装工作,对自保护药芯焊丝的市场需求进一步扩大,而且对自保护药芯接头质量的要求也越来越高。尽管对于自保护药芯焊丝焊接冶金问题已经做了不少的研究工作,但无论是在理论上还是在具体应用技术方面,都还有待于进一步深入研究和技术创新。......
2023-06-30

细直径药芯焊丝可用于全位置焊,粗直径药芯焊丝多用于平焊及平角焊。无渣型即金属粉芯型,主要用于埋弧焊及高速CO2焊。有渣型药芯焊丝按渣的碱度可分为酸性渣和碱性渣两类。目前CO2焊用药芯焊丝使用量最大的为钛型(酸性)渣系。......
2023-06-26

在CO2气体保护焊排斥过渡时,粗大熔滴的活动对电弧的稳定性产生很大的影响,成为影响CO2气体保护焊工艺性的重要因素之一。图5-101 药芯焊丝CO2气体保护焊排斥过渡时电弧行为的高速摄影照片(一)焊丝样品:KFX-71T030429,φ1.2mm;焊接参数:26V/150A;拍摄速度:2000f/s。显然电弧的行为与熔滴的活动相关,图5-102是钛型药芯焊丝CO2气体保护焊排斥过渡时电弧行为的高速摄影照片,特别清楚地描述了已经长大的熔滴的活动及过渡过程对电弧行为的影响。......
2023-06-30

如果以药芯焊丝T1>1ms平均短路时间的变异系数ν作为判据,那么五种焊丝质量稳定性的评价结果是GC-4焊丝稳定性最好,其次是YJ502、KFX、DW201,YOBART最差。......
2023-06-30
药芯焊丝CO2焊是一种气渣联合保护的弧焊方法,如图1-5-49所示。图1-5-49 药芯焊丝CO2焊示意图1—导电嘴 2—药芯焊丝 3—喷嘴 4—保护气体 5—电弧 6—熔池 7—熔渣 8—焊缝金属1.焊接工艺性能好与实心焊丝CO2焊相比,药芯能改变熔滴过渡形态,细化熔滴,药芯焊丝CO2焊时电弧稳定、飞溅很小且焊缝成形美观,可全位置焊,而且气渣联合保护提高了抗气孔的能力。......
2023-06-26

药芯焊丝气保护焊设备与CO2焊设备相同。通过调节电弧挺度来调节熔滴过渡以减少飞溅,并可改善全位置焊接的性能。(二)送丝机药芯焊丝的芯部都为粉剂,所以与实心焊丝相比,药芯焊丝的刚性较差,比较软。2)配备焊丝校直机构。药芯焊丝自保护焊可选用专用焊枪或CO2焊枪,或在CO2焊枪的基础上去掉气罩并在导电嘴外侧加绝缘护套,以满足某些药芯焊丝自保护焊的焊丝的伸出长度问题,同时可以减少飞溅的影响。......
2023-06-23

相关推荐