型号示例:表1-1 不锈钢焊条熔敷金属化学成分(续)(续)(续)注:表中的单值均为最大值①焊条型号中-××表示焊接位置和药皮类型,见表1-2和表1-3。常用焊条标准对照 不锈钢焊条GB/T 983—2012标准与其他相关标准常用焊条型号的对应关系见表1-4。铬不锈钢焊条示例奥氏体铬镍不锈钢焊条表1-5 焊条牌号第一位数字意义示例......
2023-06-15
通常可以用焊条的型号及牌号反映其主要性能特点及类别。
1.非合金钢及细晶粒钢焊条
在GB/T5117—2012《非合金钢及细晶粒钢焊条》标准中,规定焊条型号的主体结构由五部分组成。
第一部分用字母“E”表示焊条;第二部分为两位数字,表示熔敷金属的最小抗拉强度代号,“43”“50”“55”和“57”分别代表最小抗拉强度430MPa、490MPa、550MPa和570MPa,第三位为E后面的第三和第四两位数字,表示焊条类型、焊接位置和电流类型;第四部分为熔敷金属的化学成分分类代号,可为“无标记”或短画“—”后的字母、数字或字母和数字的组合,见表6-5;第五部分为焊后状态代号,其中“无标记”为焊态,“P”表示热处理态,“AP”表示焊态和焊后热处理两种状态均可。除了这些强制分类代号外,供需双方协商,可在型号后面依次附加可选代号,字母“U”表示在规定试验温度下,冲击吸收能量可达47J以上;“HX”为扩散氢代号,“H5”“H10”和“H15”分别代表熔敷金属扩散氢含量(mL/100g)≤5、10和15。表6-6为部分非合金钢及细晶粒钢焊条熔敷金属的化学成分和力学性能。
表6-5 非合金钢及细晶粒钢焊条熔敷金属化学成分分类代号

(续)
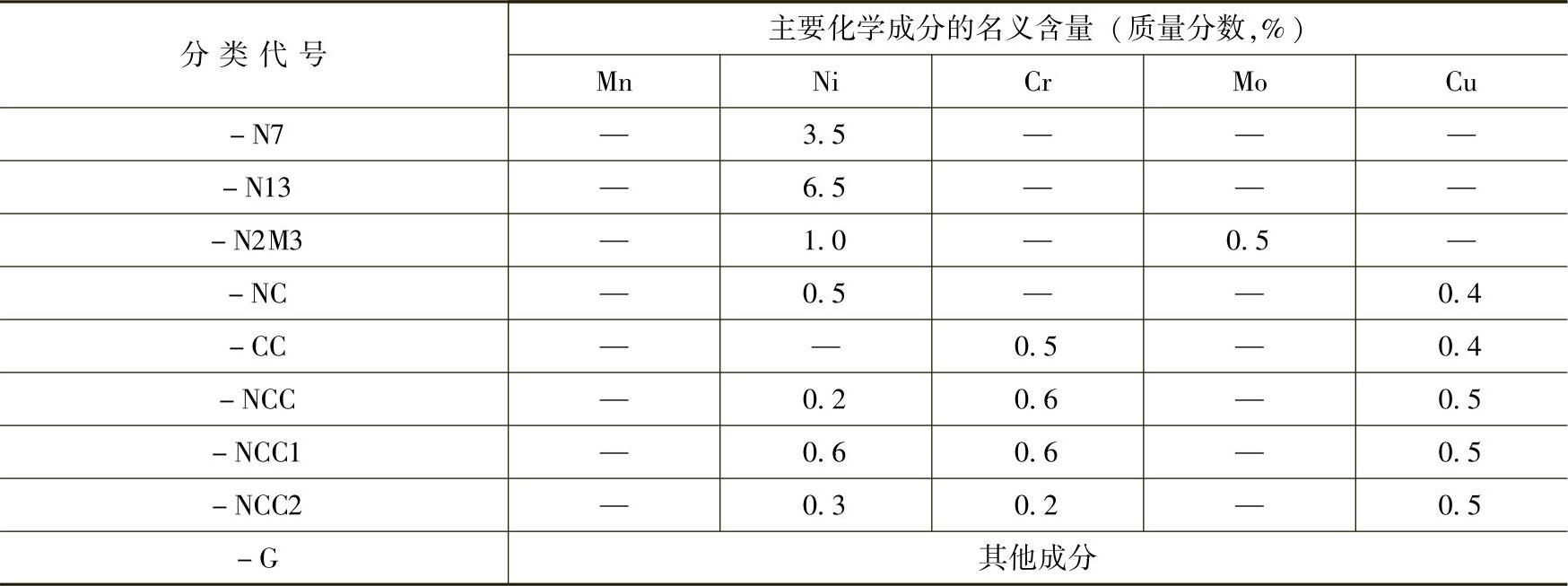
表6-6 部分非合金钢及细晶粒钢焊条熔敷金属的化学成分和力学性能
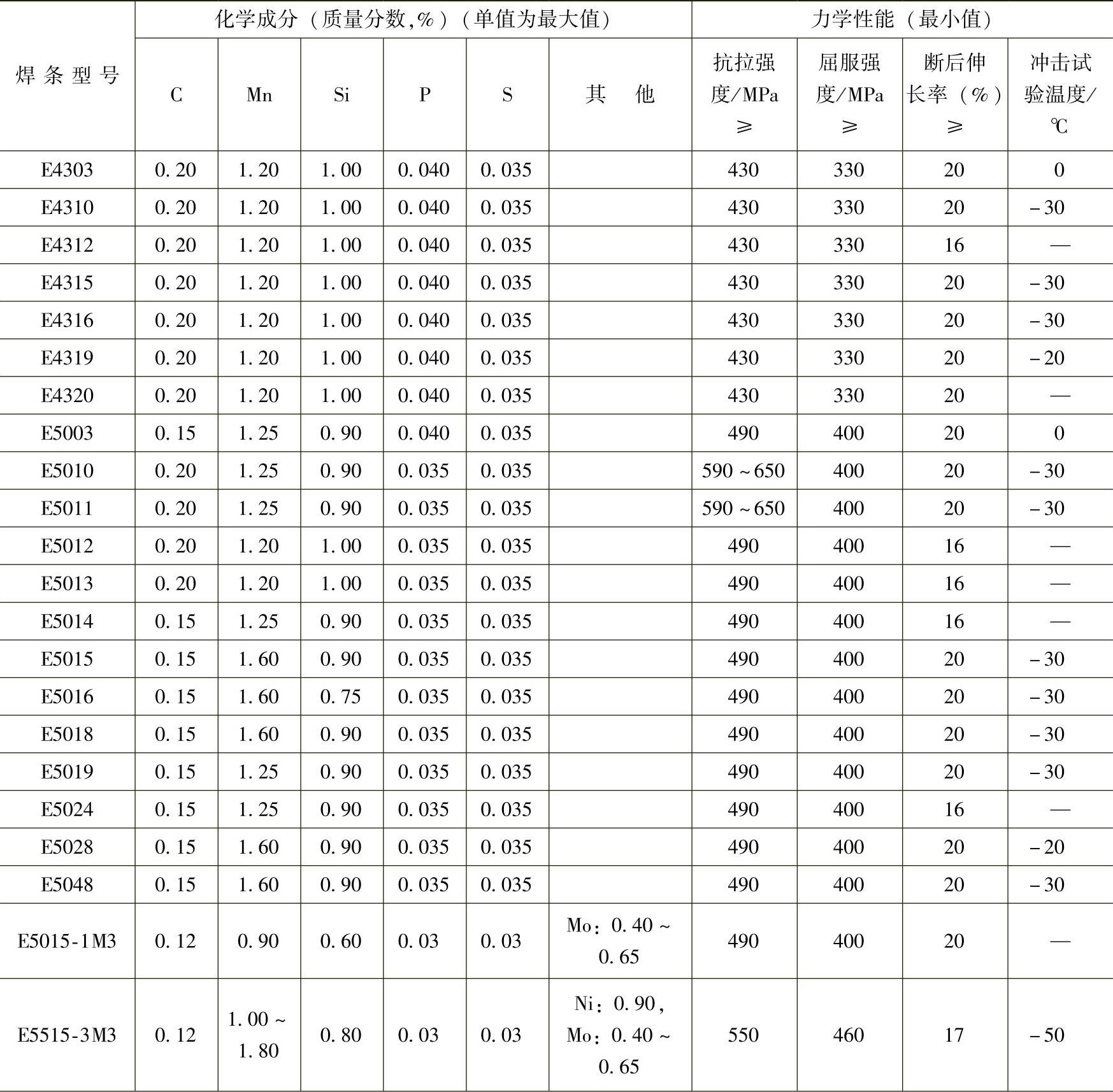
(续)

注:表中单值为最大值。
2.不锈钢焊条
国家标准GB/T 983—2012《不锈钢焊条》中,规定不锈钢焊条型号由四部分组成。第一部分用字母“E”表示焊条;第二部分E后面的数字,表示熔敷金属的化学成分分类,数字后面的“L”表示含碳量较低,“H”为含碳量较高,对有其他特殊要求的化学成分,该化学成分用元素符号放在后面,见表6-7;第三部分为短画“—”后的第一位数字,表示焊接位置,见表6-8;第四部分为最后一位数字,表示药皮类型和电流类型,见表6-1。
表6-7 熔敷金属的化学成分

(续)
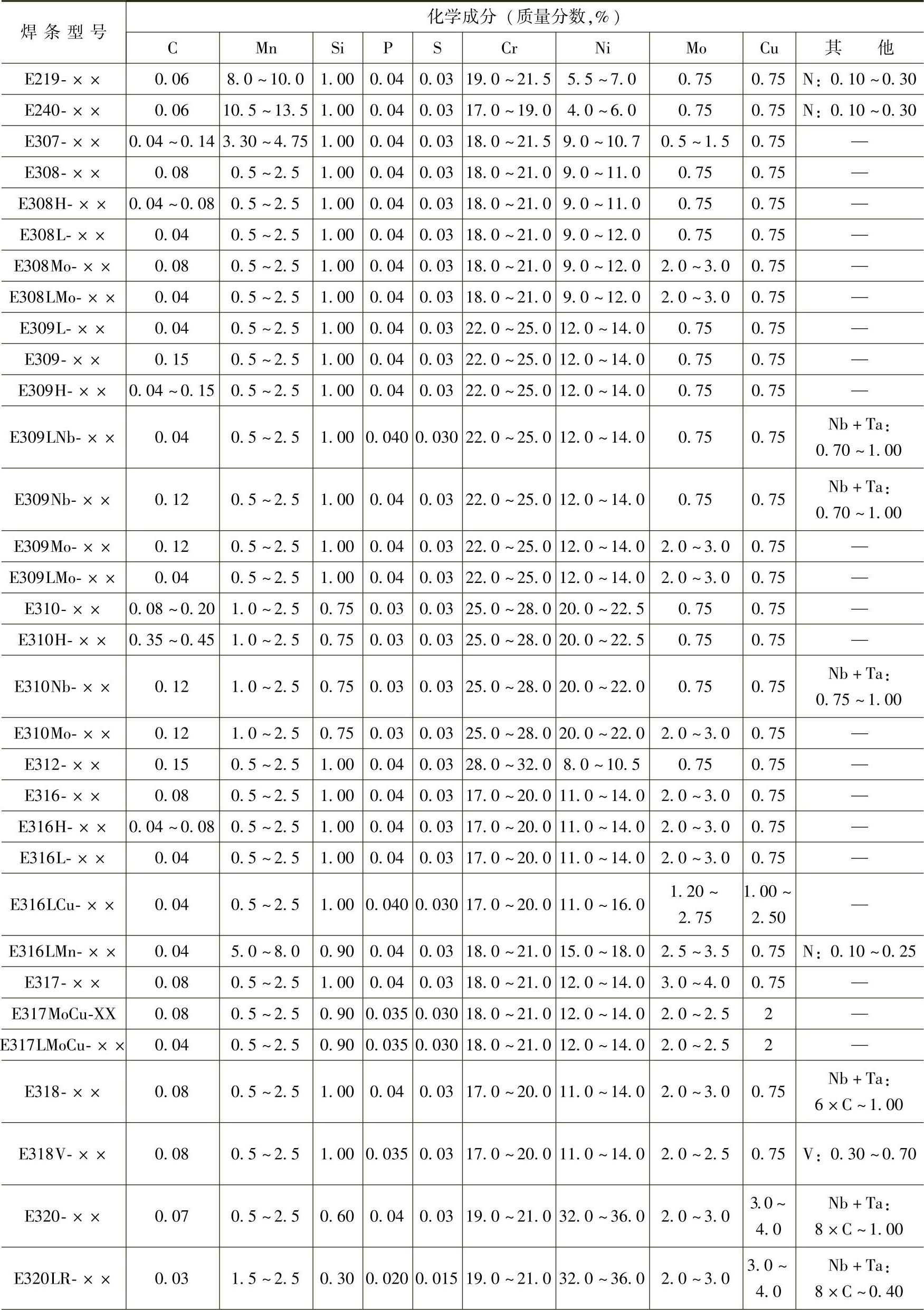
(续)

注: 表中单值为最大值。
表6-8 焊接位置代号

①焊接位置见GB/T 16672,其中PA=平焊、PB=平角焊、PD=仰角焊、PF=向上立焊、PG=向下立焊。
3.热强钢焊条
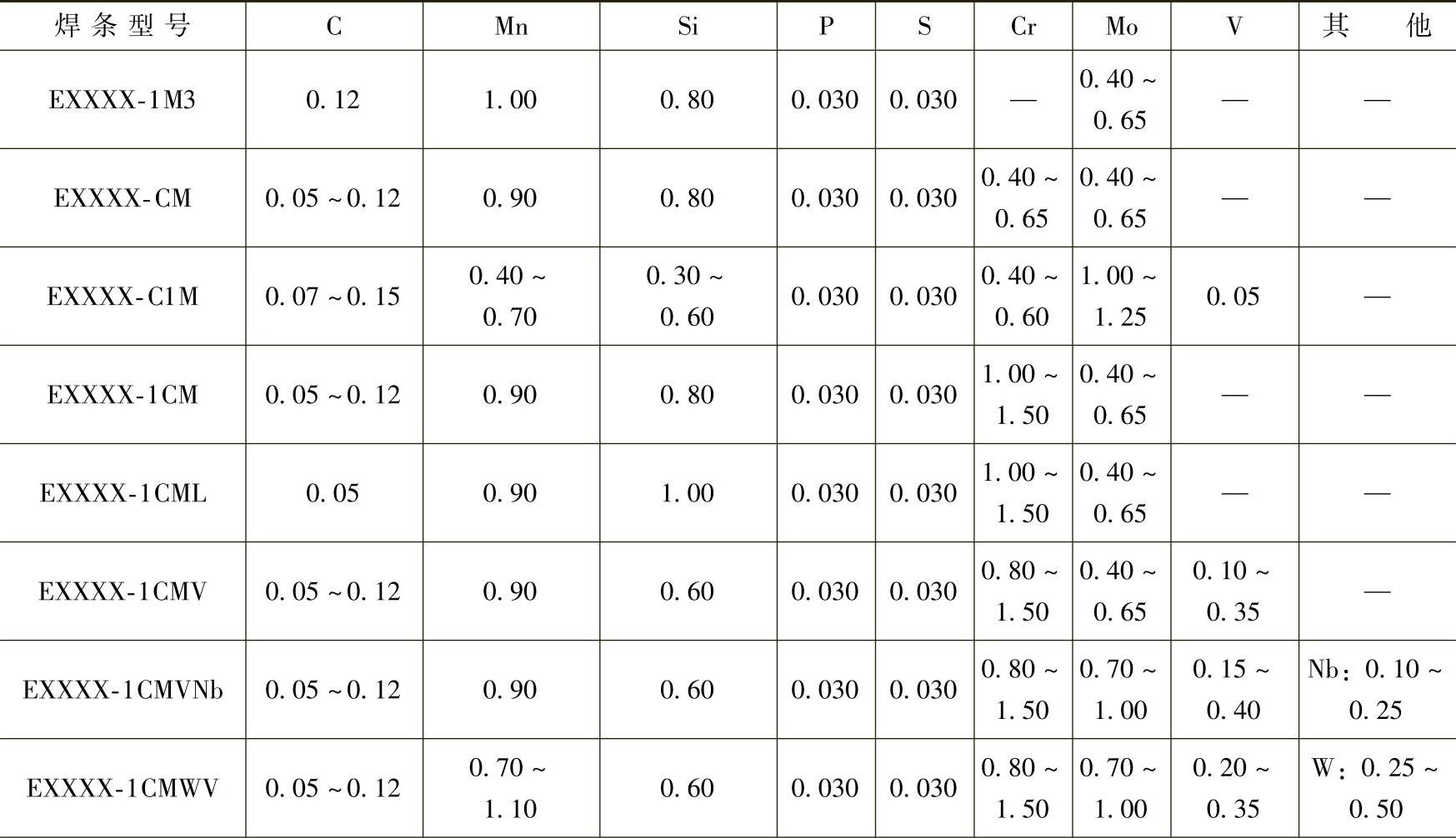
国家标准GB/T 5118—2012《热强钢焊条》中,规定热强钢焊条型号由四部分组成。第一部分用字母“E”表示焊条;第二部分E后面的两位数字,表示熔敷金属的最小拉伸强度,“50”“52”“55”和“62”分别代表最小抗拉强度为“490MPa”“520MPa”“550MPa”和“620MPa”;第三部分为字母后面的第三和第四两位数字,表示焊条药皮类型、焊接位置和电流类型;第四部分为短画“—”后的字母、数字或字母和数字的组合,表示熔敷金属的化学成分分类代号,见表6-9。除了强制分类代号外,供需双方协商,可在型号后附加扩散氢代号“HX”。熔敷金属的化学成分和力学性能见表6-10和表6-11。
表6-9 熔敷金属的化学成分分类代号
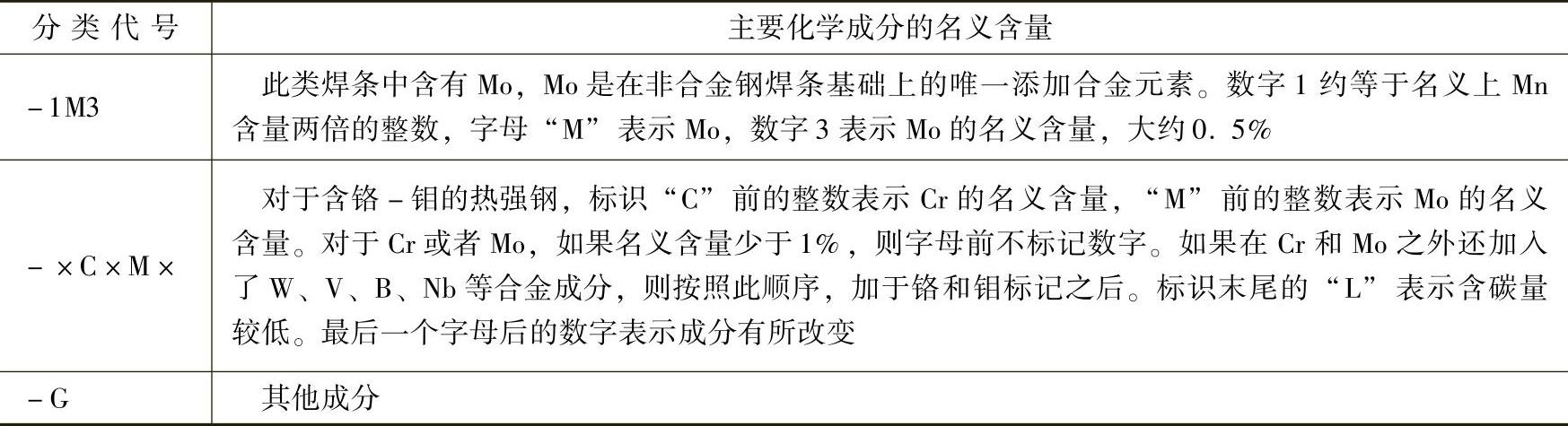
表6-10 熔敷金属的化学成分(质量分数,%)
(续)
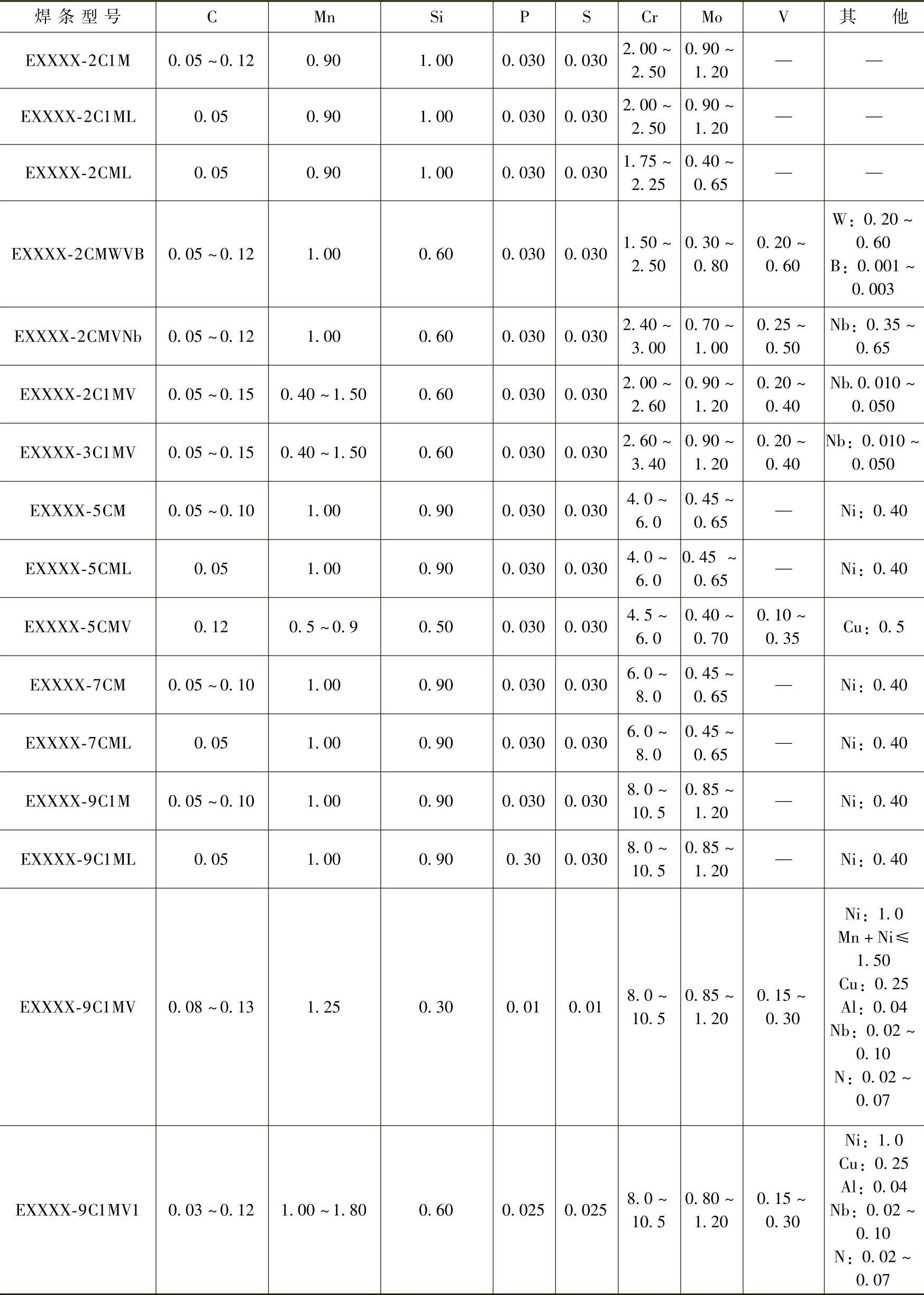
注:表中单值为最大值。
表6-11 熔敷金属的力学性能

4.堆焊焊条
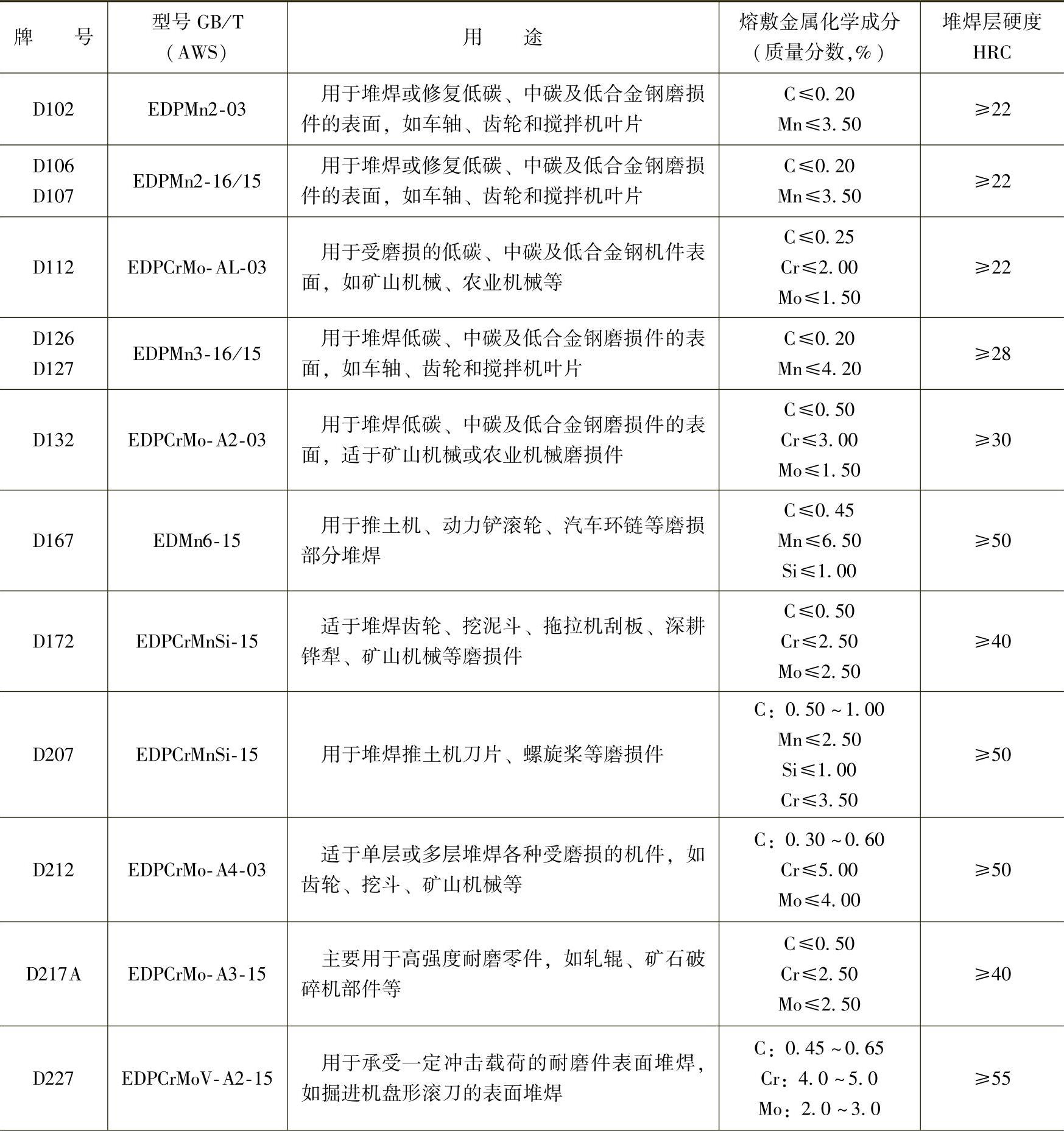
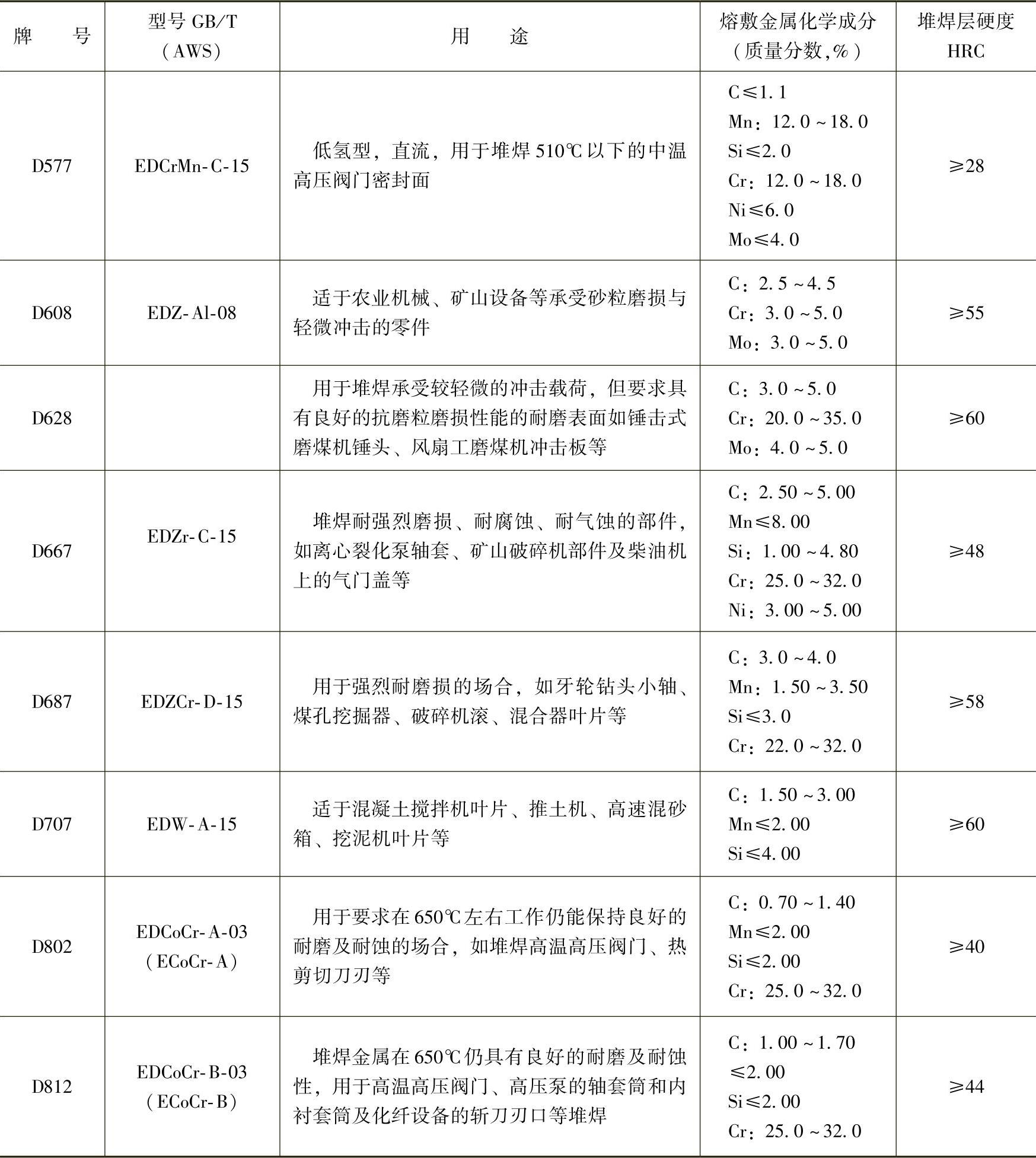
根据GB 984—2001《堆焊焊条》的规定,字母“ED”表示用于表面耐磨堆焊焊条;后面用一或两位字母、元素符号表示焊条熔敷金属化学成分分类代号,还可附加一些主要成分的元素符号,在基本型号内可用数字、字母进行细分类,细分类代号也可用短画“—”与前面符号分开,型号中最后两位数字表示药皮类型和焊接电流种类,用短画“—”与前面符号分开,见表6-12。表6-13为常用堆焊焊条的化学成分与用途。
表6-12 堆焊焊条的型号分类

表6-13 常用堆焊焊条的化学成分与用途
(续)
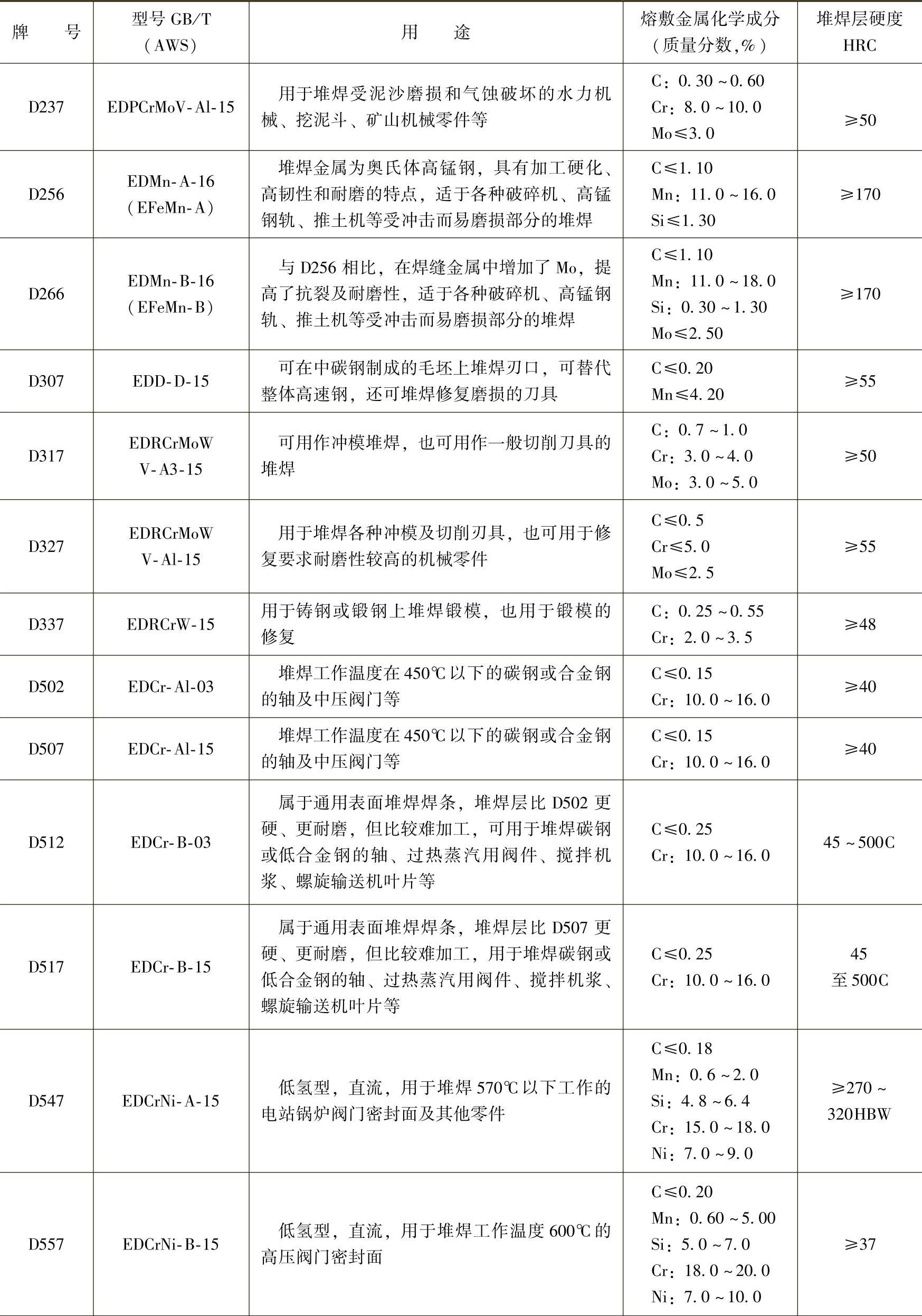
(续)
5.铸铁焊条
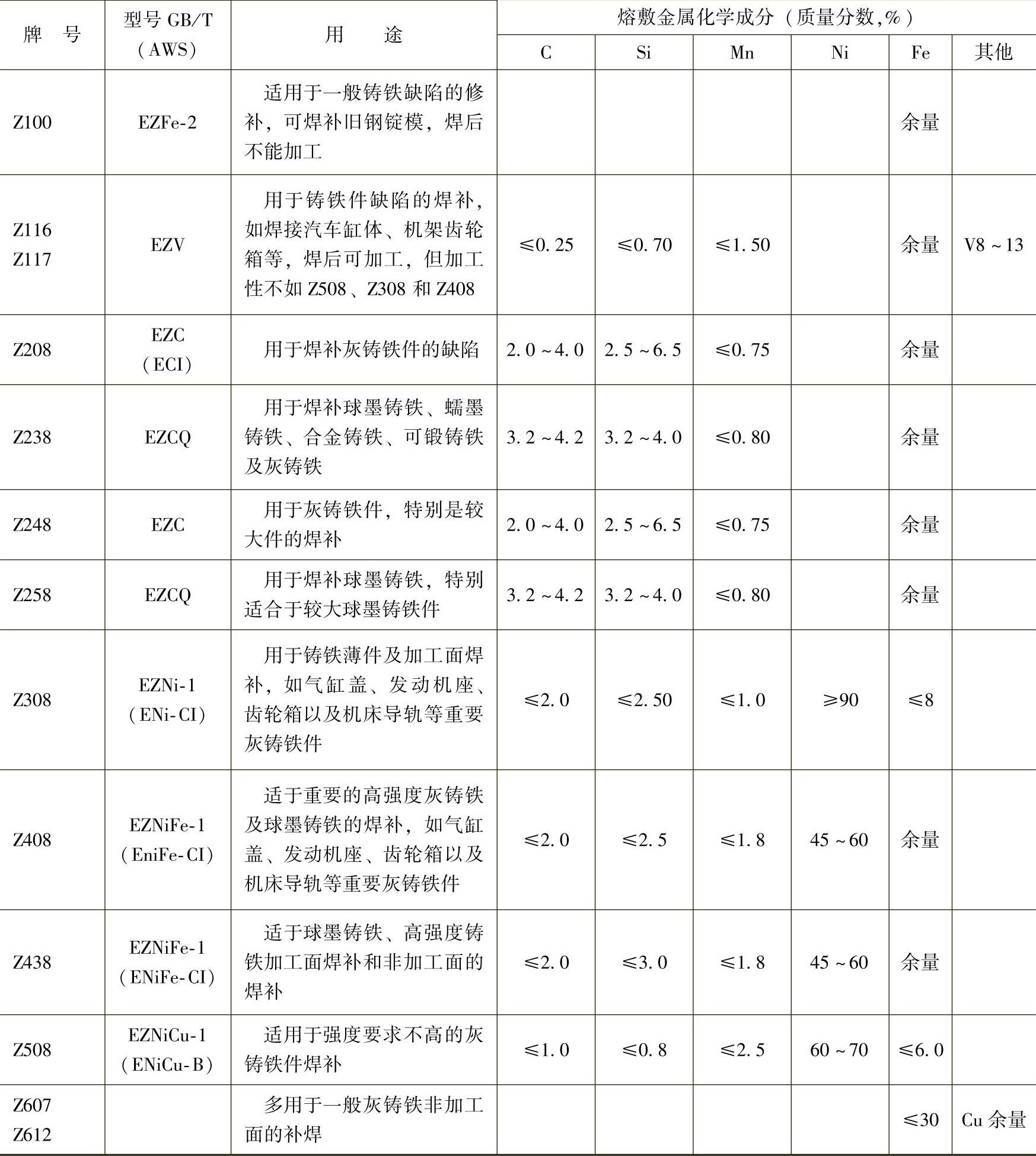
根据GB/T 10044—2006《铸铁焊条及焊丝》的规定,由字母“E”和“Z”组成“EZ”,表示用于铸铁焊接的焊条,在“EZ”之后用熔敷金属主要成分的元素符号或金属类型代号表示焊条类别,见表6-14。表6-15为常用铸铁焊条牌号。
表6-14 铸铁焊条型号分类

(续)

表6-15 常用铸铁焊条牌号
6.镍及镍合金焊条
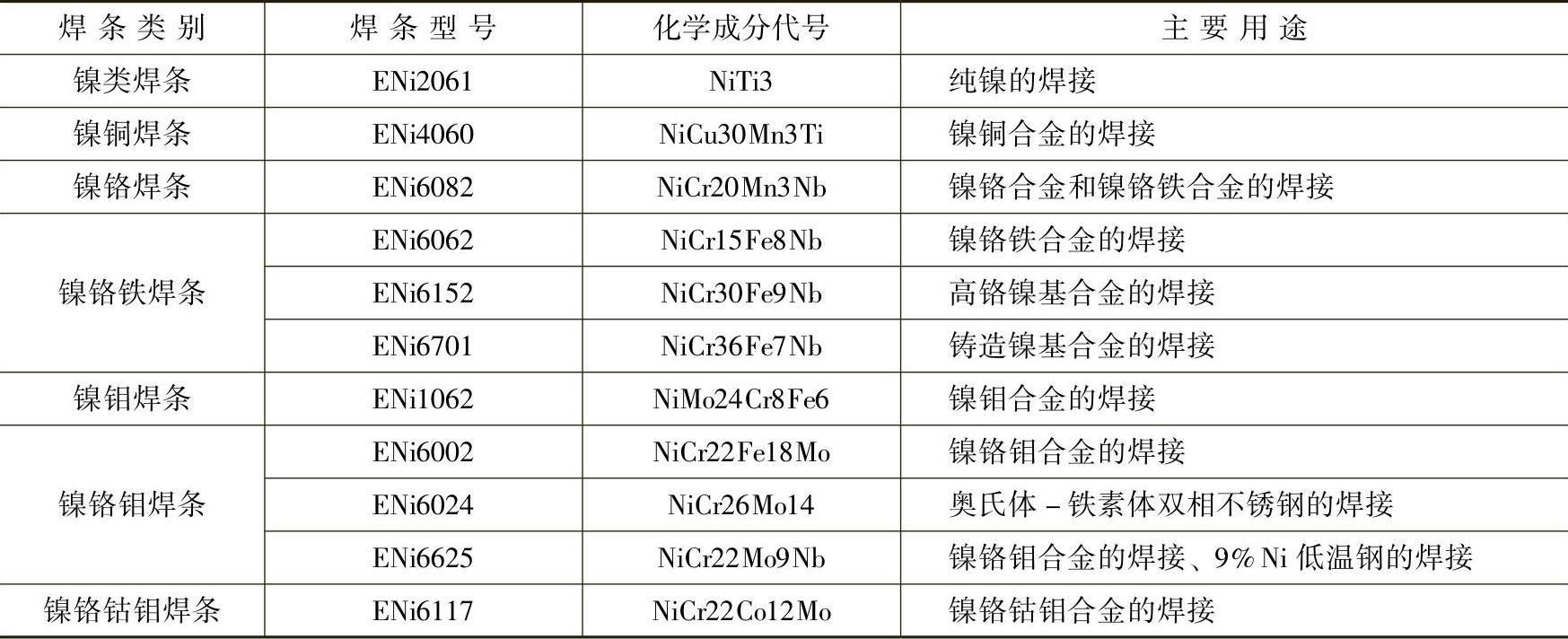
根据GB/T 13814—2008《镍及镍合金焊条》的规定,焊条型号由三部分组成,第一部分为字母“ENi”,表示镍及镍合金焊条;第二部分为四位数字,表示焊条型号;第三部分为可选部分,表示化学成分代号。表6-16为部分镍及镍合金焊条。
表6-16 部分镍及镍合金焊条
有关焊接制造工程基础的文章

型号示例:表1-1 不锈钢焊条熔敷金属化学成分(续)(续)(续)注:表中的单值均为最大值①焊条型号中-××表示焊接位置和药皮类型,见表1-2和表1-3。常用焊条标准对照 不锈钢焊条GB/T 983—2012标准与其他相关标准常用焊条型号的对应关系见表1-4。铬不锈钢焊条示例奥氏体铬镍不锈钢焊条表1-5 焊条牌号第一位数字意义示例......
2023-06-15

(一)焊条的组成及作用焊条就是涂有药皮的供焊条电弧焊使用的熔化电极,它是由药皮和焊芯两部分组成的。在尾部有一段裸焊芯,约占焊条总长1/16,便于焊钳夹持并有利于导电。此外,加入铁粉可以提高焊条熔敷效率,但对焊接位置有影响。型号编制方法 焊条型号由四部分组成:①第一部分用字母“E”表示焊条。......
2023-06-23

在目前空调器市场中,空调器的类型主要分为整体式、分体壁挂式、变频三大类型,且依厂商不同都有不同的品牌及型号。1)普通窗式空调器。2)热泵式空调器。总之,热泵式空调器是在电磁阀的控制下转换冷凝器与蒸发器的工作状态,来实现夏季降温和冬季取暖的。目前,在家用空调器市场中,大部分已是变频空调器。直流变频空调器是指通过控制压缩机的直流供电电压来控制压缩机排放量的一种新型空调器。......
2023-06-19

表A-1 黑色金属的力学性能(续)①此牌号在新标准中已删除。表A-16 铜及铜合金板、带材规格尺寸 (续)注:状态M(软)、Y2(半硬)、Y(硬)、T(特硬)。......
2023-06-26

螺杆式注射机的主参数用注射容积来表示,单位为cm3。型号示例:注射容量为30g的立式柱塞式塑料注射成型机,其型号表示如图412所示。注射成型机产品型号表示方法各国不尽相同,国内也没有完全统一,除上述表示方法外,还有几种表示法如下。其中,注射量和锁模力的大小反映了注射机加工能力的大小,通常用来表示注射成型机的规格型号。表48为注射成型机注射量与注射时间的对应关系,供参考。......
2023-06-30

通过高频变压器使输出端与电网完全隔离,真正实现了无工频变压器,实现了开关电源单片集成化,使用安全可靠。电源的频率范围是47~440Hz,其电压调整率SV=±0.7%,负载调整率SI=±1.1%。4)TOP227只有3个引出脚,可以与三端线性集成稳压器的外貌相媲美,能以最简单的结构方式构成无工频变压器的反激式开关电源。7)采用TOP227Y制作的开关电源能降低电磁干扰。......
2023-06-25

进、回油路压力损失应分别计算。单向阀一个,Δpe1=0.2 MPa;换向阀一个,Δpe2=0.2 MPa;单向顺序阀(反向流)一个,Δpe3=0.2 MPa;直角弯头一个,ξ=1.12。换向阀一个,Δpe=0.2 MPa;直角弯头一个,ζ=1.12。由此可算得:②回油路:已知流量q=542c=542×0.44 m3/s=238 cm3/s=14.28 L/min,单向顺序阀(正向流),Δpe=0.3,其余同前。但应扣除液压缸的机械效率因素的影响,因功率循环图反映的是液压缸的输入功率的变化规律。......
2023-06-18

TOP246Y在极低压或高压时能实现完全软启动。TOP246Y有±3%的频率抖动。TOP246Y有6个引脚,各引脚具有独特的功能和作用。若R2=12kΩ,则流过开关的电流被设定为额定值的69%;若R2=6kΩ,则为额定值的90%;若R2=25kΩ,则为额定值的43%。可见,随R2值的增大,开关允许流过的电流减小。R2的位置见图6-12。另外,TOP246Y也可以作为三端TOP器件使用。图6-11 TOP246Y的引脚排列图图6-12 电源电压检测电路......
2023-06-25
相关推荐