图4-1-39列出了影响激光切割质量的主要材料特性。激光模式及光束质量对切割质量的影响 激光模式决定了聚焦焦点的能量分布,对切割质量影响非常大。而多模激光的能量分布是不对称的,所以不同方向的切口宽度可能不均一,质量也可能不同。......
2025-09-29
焊条是涂有药皮的供焊条电弧焊用的熔化电极。焊条由药皮和焊芯两部分组成。焊条药皮是压涂在焊芯表面的涂料层,焊芯是焊条中被药皮包覆的金属芯。焊条药皮和焊芯的重量比即药皮的重量系数,通常为30%~50%,堆焊焊条则较高,甚至达到150%。
1.焊条芯
焊条电弧焊时,焊芯受热熔化并作为焊缝的填充金属。焊芯的化学成分对焊缝金属的质量有直接的影响。焊接碳钢和低合金钢时,常选用低碳钢作为焊芯,其牌号为“H08A”或“H08E”。“H”表示焊条用钢丝的汉语拼音的第一个字母;“08”表示焊芯的平均含碳量为0.08%(质量分数);“A”表示优质钢,E表示特级钢,即对于硫、磷等杂质的限量更加严格。
低碳钢焊芯中的含碳量,应在保证与母材基本等强度的条件下含碳量越少越好。因为焊芯中的含碳量的增高会增大气孔和裂纹的趋向,同时也会增大飞溅,使焊接过程不稳定。所以,低碳钢焊芯的含碳量应低于0.10%(质量分数)。锰是焊芯中的有益元素,它既能脱氧,又能控制硫的有害作用。对于低碳钢焊芯,一般以0.3%~0.55%(质量分数)为宜。硅在焊接过程中极易氧化形成SiO2,从而使焊缝中含有多量的夹杂物,严重时会引起热裂纹。因此,希望焊芯中的含硅量越少越好。硫、磷是有害元素,可引起裂纹和气孔,应当对它们的含量严格控制。此外,焊芯的电阻率和焊芯的夹杂物(如SiO2、Al2O3等)对于焊条性能都有一定的影响。电阻率大的焊芯在焊接时因电阻热过大易使焊条药皮发红,失去应有的冶金和保护作用。并且容易产生气孔,当焊芯中含有较多的夹杂物时能引起飞溅,并影响电弧的稳定性。
2.焊条药皮
(1)焊条药皮的作用
1)保护作用:由于电弧焊的热作用使药皮熔化形成熔渣,在焊接冶金的过程中又会产生某些气体。熔渣和电弧气氛起保护熔滴、熔池和焊接区、隔离空气的作用,防止氮气等有害气体进入焊缝。
2)冶金作用:在焊接过程中,由于药皮组成物质进行冶金反应,其作用是去处有害杂质(例如O、N、H、S、P等),并保护和添加有益合金元素,使焊缝的抗气孔性及抗裂性能良好,使焊缝金属满足各种性能要求。
3)稳弧作用:使电弧容易引燃并能稳定的燃烧,焊接飞溅小,焊缝成形美观,使焊条具有良好的工艺性能,易于脱渣以及适用于全位置施焊。
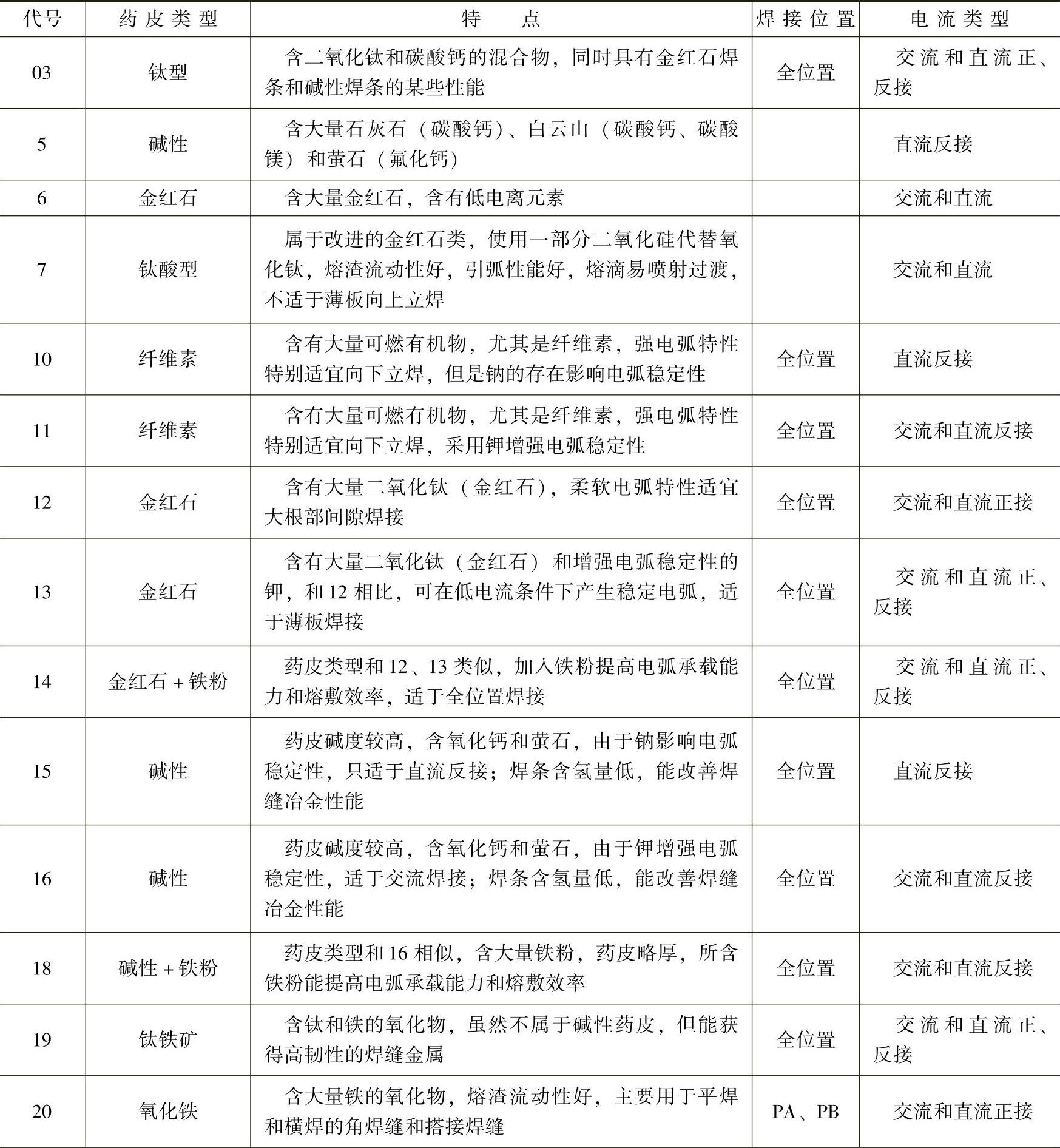
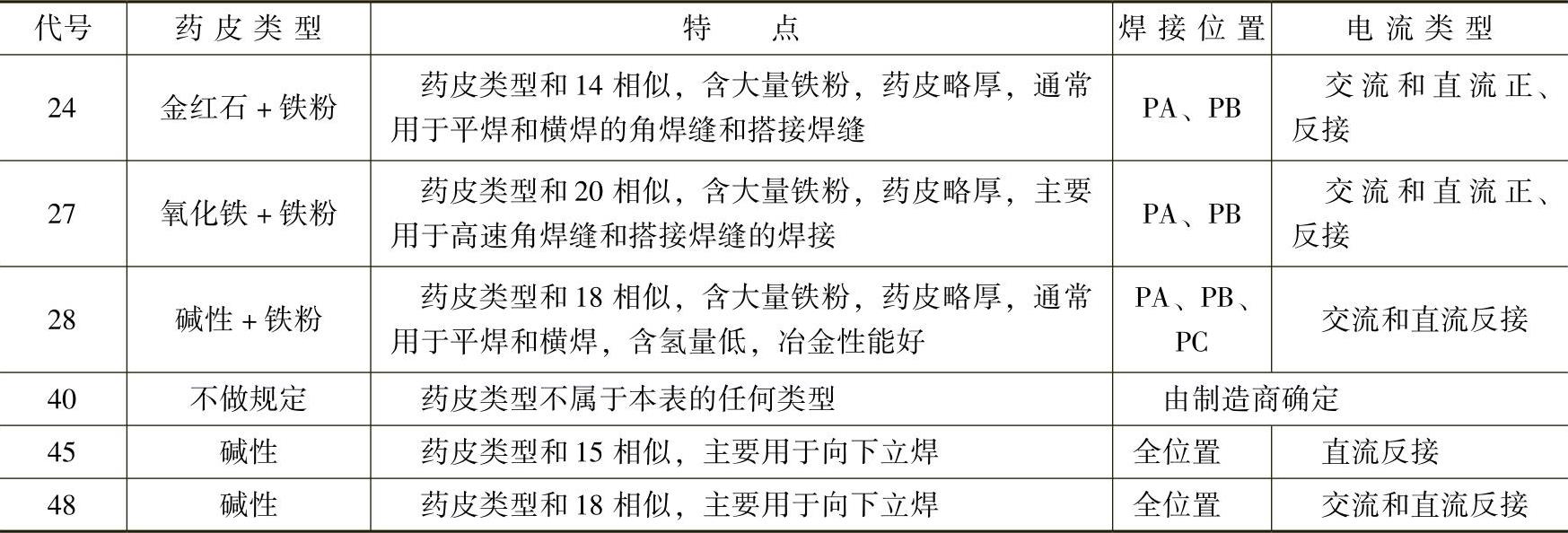
(2)焊条药皮的类型 按照GB/T 5117—2012的规定,主要焊条药皮类型及代号见表6-1。
表6-1 焊条药皮类型及代号
(续)
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
注:1.此处“全位置”并不一定包含向下立焊,由制造商确定。
2.PA为平焊,PB为平角焊,PC为横焊。
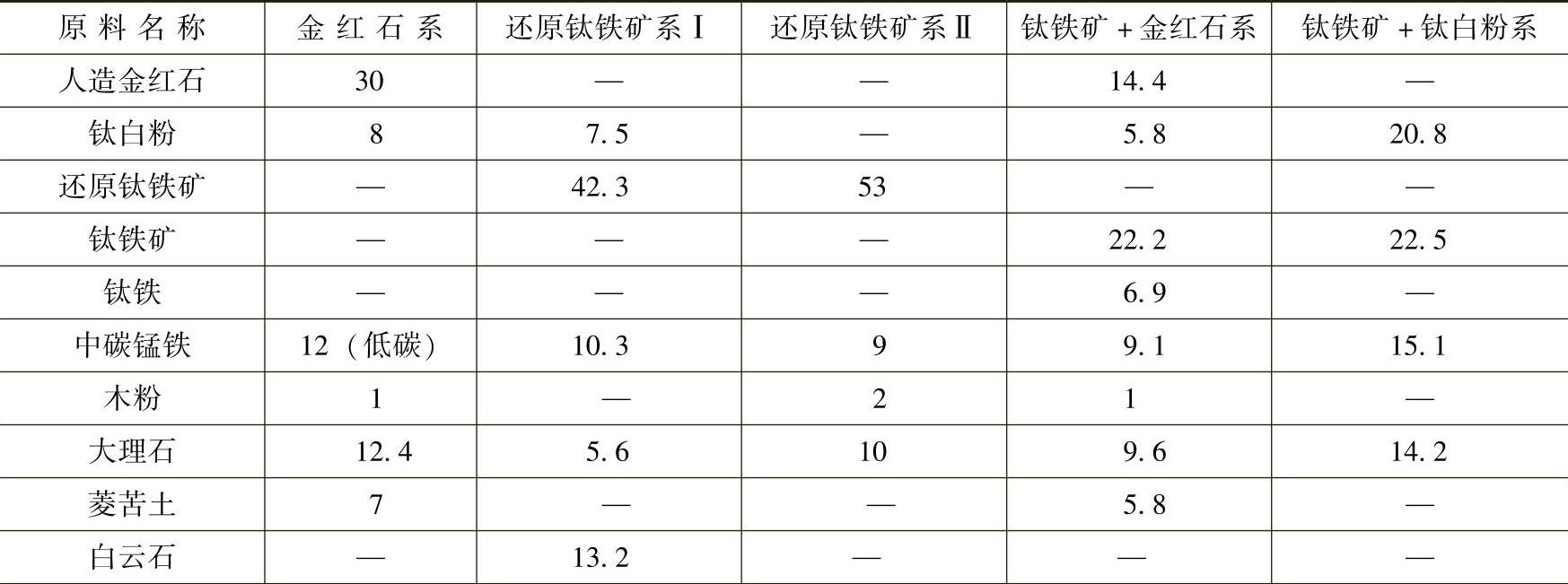
(3)药皮原材料 焊条药皮的主要原材料见表6-2。药皮原材料的选用,直接影响焊条的性能、制造工艺、产品质量及制造成本。
表6-2 药皮的原材料

表6-3和表6-4为酸性和碱性两类典型焊条药皮的配方。钛钙型药皮是应用最广的药皮类型,广泛用于碳钢、低合金钢及不锈钢焊条,以E4303(J422)焊条为代表的钛钙型碳钢焊条,约占我国焊条总产量的80%。这类焊条具有优良的焊接工艺性能,电弧稳定、飞溅小、熔渣覆盖均匀、脱渣容易、焊缝成形好、适于全位置焊接。同时,熔敷金属具有良好的强度、塑性和冲击韧度等力学性能。E5015低氢钠型和E5016低氢钾型焊条是典型的低氢焊条,这类焊条的气渣联合保护效果好,熔敷金属中的氢、氧、氮、硫、磷等杂质含量低,熔敷金属的强韧性优良,抗裂性好,广泛用于碳钢、低合金高强度钢、耐热钢、低温钢等重要结构的焊接。
表6-3 E4303焊条药皮典型配方(质量分数,%)
(续)
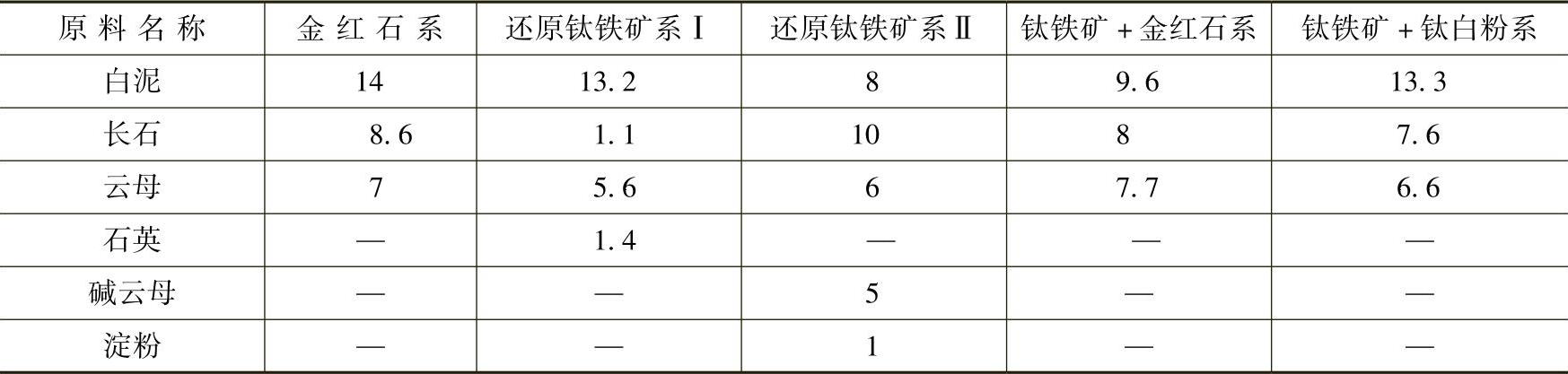
表6-4 E5015和E5016焊条药皮典型配方(质量分数,%)

相关文章

图4-1-39列出了影响激光切割质量的主要材料特性。激光模式及光束质量对切割质量的影响 激光模式决定了聚焦焦点的能量分布,对切割质量影响非常大。而多模激光的能量分布是不对称的,所以不同方向的切口宽度可能不均一,质量也可能不同。......
2025-09-29

影响油品调合质量的因素很多,调合设备的调合效率、调合组分的质量等都直接影响着调合后的油品质量。组分流量的精确计量对连续调合是至关重要的,流量计量的不准,将导致组分比例的失调,进而影响调合产品的质量。......
2025-09-29

一般索氏体组织淬火后的变形量小于珠光体组织,粒状珠光体的变形量小于片状珠光体。夹杂物和带状组织对淬火变形也有影响。冷速越快,则淬火应力越大,变形也相应增大。图3-30结构对称、形状简单的典型工件的淬火变形规律3.组织应力引起的变形组织应力引起的变形也产生在早期组织应力最大时刻。例如,长圆柱体组织应力引起的变形是长度伸长、直径缩小。......
2025-09-29

气阀钢是在高温下使用的热强钢类,它对钢的冶金质量有较严格的要求。这将对气阀钢的高温强度、韧性和耐热腐蚀等性能产生显著的影响。硅是平衡钢中含氧量的主要脱氧元素。......
2025-09-29

纤维素纺丝工艺的选择与纺丝液的黏度直接相关,而纺丝液的黏度又与诸多因素相关联,例如,溶液中的纤维素含量、纤维素的聚合度、纺丝液温度等都会影响纺丝液的黏度。低含量纤维素或低聚合度纤维素制成的纺丝液具有较低的黏度,它有利于纺丝,但经济性不佳。因此,人们总是希望在确保纺丝工艺顺利进行的同时,尽可能地提高纺丝液中纤维素的含量。......
2025-09-29

工程师哈基莫娃提出的坝基总抬升变形值主要由浮托力引起的抬升变形值和动水压力引起的抬升变形值组成。由于河床坝段与高处岸坡坝段的抬升值不同,甚至有沉降与抬升之别,显然这种变形会影响大坝的应力及分布,甚至影响其寿命。此外,抬升变形是否会对防渗帷幕带来不利影响,也是值得关注的问题。......
2025-09-29

图5-13 焊接变形的种类(一)纵向收缩变形工件沿焊缝长度方向的收缩叫纵向收缩变形。这种变形是由于坡口不对称,厚度方向上的热输入不同,金属填充量不同,使横向收缩变形在厚度方向上分布不均造成的。在对接、搭接、堆焊、T形接头的焊接时往往会产生角变形。弯曲变形可由焊缝的纵向收缩和横向收缩共同作用引起或单一作用引起。......
2025-09-29

气割工艺参数 气割工艺参数主要包括割炬型号和切割氧压力、切割速度、预热火焰能率、割嘴与工件间的倾斜角、割嘴离工件表面的距离等。切割速度由操作者根据切口的后拖量自行掌握。图4-4-5 氧气纯度对气割时间和氧气消耗量的影响曲线1—对切割时间的影响 2—对氧气消耗量的影响在气割时,后拖量总是不可避免的,尤其气割厚板时更为显著。......
2025-09-29
相关推荐