用于焊接材料对接接头抗裂性对比及工艺适用性试验。拘束焊缝焊脚应与试板厚度齐平。取2块试样磨片检查有无裂纹,一般以有无裂纹为评定标准。焊缝正面的表面裂纹可在切取拘束焊缝前进行检测,焊缝背面裂纹在切取试件后检测。......
2023-07-02
该试验方法主要用于评定低合金钢各种热裂纹(结晶裂纹、液化裂纹等)敏感性。其基本原理是在焊缝凝固后期施加不同的应变值来研究裂纹产生的规律。当外加应变值在某一温度区间超过焊缝或热影响区金属的塑性变形能力时,就会产生热裂纹。以此来评定产生焊接热裂纹的敏感性。
根据试验目的的不同,可变拘束裂纹试验可分为纵向和横向两种方法,如图5-16所示。这两种试验可在同一台实验机上进行,试验过程基本相同,只是焊缝所承受的应变方向不同。试验时只需将焊接方向扭转90°即可实现二者转换。对焊接区施加应变值的方法是通过外加载荷F使试件产生弯曲变形而获得的。为了保证试件变形速度均匀和试件承受应变量的准确性,试验采用旋转式加载机构,以保证加载压头始终垂直于试件表面。
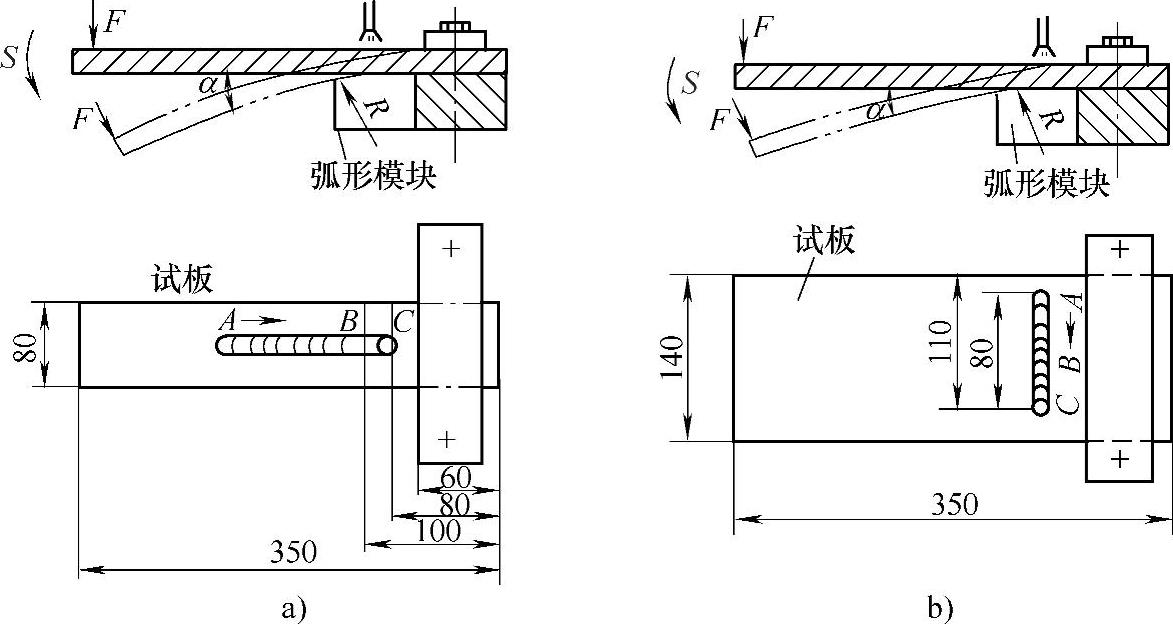
图5-16 可调拘束裂纹试验示意图
a)纵向试验法 b)横向试验法
可调拘束裂纹试验时,加载变形有快速和慢速两种。慢速变形时,采用支撑点弯曲的方式,应变量由压头下降的弧形位移S控制,其值按式(5-14)计算。应变速率为0.3%~0.7%。

式中 S——加载压头下降弧形位移,单位为mm;
R0——加载压头旋转半径,单位为mm;
α——试板的弯曲角,单位为rad。
快速变形时,应变量ε通过改变弧形模块的曲率半径(更换模块)来实现,可用下式计算:

式中 δ——试板厚度,单位为mm;
R——弧形模块曲率半径,单位为mm。
试验装置上配有各种记录装置,用以记录温度、时间和应变量。试件尺寸为:(5~16)mm×(50~80)mm×(300~500)mm。根据试验要求选取不同曲率的模块。焊条焊前要烘干。焊接参数为:焊条直径4mm,焊接电流170A,电弧电压24~26V,焊接速度150mm/min。如果只研究母材热裂倾向,采用TIG焊重熔。按图5-16所示,由A点焊到C点后熄弧,当焊到B点(500mm)处时,加载压头突然加力F下压,使试板发生强烈变形而与模块紧贴。变更模块的曲率半径R即可变更应变量ε。当ε达到一定数值时,就会在焊缝或热影响区产生热裂纹。随着ε的增大,裂纹数目及长度总和也会增加,这些数据即可作为热裂纹评定指标。
横向可调拘束裂纹试验主要用于测试焊缝中的凝固裂纹和多边化裂纹,纵向可调拘束裂纹试验主要用于测试凝固裂纹和液化裂纹,如图5-17所示。测量的主要数据有:材料不产生凝固裂纹所能承受的最大应变量(临近应变量)εcr、某应变下的最大裂纹长度Lmax、某应变下的裂纹总长度Lt、某应变下的裂纹总条数Nt。
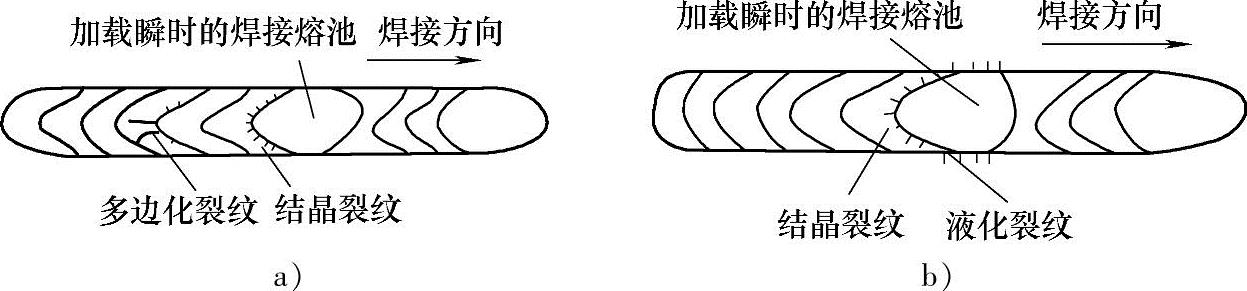
图5-17 可调拘束裂纹分布示意图
a)横向裂纹分布 b)纵向裂纹分布
有关焊接制造工程基础的文章

用于焊接材料对接接头抗裂性对比及工艺适用性试验。拘束焊缝焊脚应与试板厚度齐平。取2块试样磨片检查有无裂纹,一般以有无裂纹为评定标准。焊缝正面的表面裂纹可在切取拘束焊缝前进行检测,焊缝背面裂纹在切取试件后检测。......
2023-07-02

采用生产焊接参数,按图5-15a所示顺序焊接4条长度约40mm的试验焊缝,焊缝间距10mm,弧坑不必填满。图5-15 压板对接试板尺寸及裂纹计算a)试板尺寸 b)焊接裂纹长度计算3.裂纹率计算对4条焊缝断面上测得的裂纹长度按照下式计算裂纹率:式中 C——裂纹率,单位为%;Σli——4条试验焊缝裂纹长度之和,单位为mm;ΣLi——4条试验焊缝长度之和,单位为mm。......
2023-07-02

采用RCTs方法进行影响评估,首先要考虑的问题是如何设计试验。确定RCTs样本的规模十分重要,规模的大小要具有足够的“势”,确保能够识别出干预的影响。采用RCTs方法进行影响评估时,最不希望看到的结果是:由于样本量过少,使得从理论上来说应该有效的干预手段,却未能在评估结果中显出效果。......
2023-07-03

与上述方法不同的是,基于XFEM 的黏性片段方法可以用于模拟体材料中任意路径相关的裂纹产生及扩展过程,这是因为裂纹扩展并不绑定于单元边界。另一种可选的基于XFEM 框架的移动裂纹建模方法是基于线弹性断裂力学准则,因此该方法更适用于脆性材料的裂纹扩展问题。该建模方法与基于XFEM 的黏性片段方法非常相似,也使用虚拟节点用于表示当满足断裂准则时断裂单元的间断性。......
2023-06-27

图5-23为焊接接头弯曲试样的几何尺寸。试验过程中,通过弯曲变形使焊接接头的表面或横截面发生拉伸变形。对于横向弯曲试验,试样宽度b应等于焊接接头处母材的厚度;当相关标准要求对整个厚度试样进行弯曲试验时,可以截取若干试样覆盖整个厚度。......
2023-07-02

表5-11给出了几种常用材料焊接热裂纹和再热裂纹试验方法。在此标准的基础上,针对焊接接头的特殊性及对取样的影响,可采用GB/T28896—2012焊接接头准静态断裂韧度测定的试验方法,对焊接接头试样进行断裂韧度的测定。目前,焊接接头高温试验还没有独立的标准。......
2023-07-02

图5-25 焊接接头冲击试样样坯截取方位a)缺口在焊缝 b)缺口在热影响区夏比摆锤冲击试验按照GB/T 229—2007的规定进行。焊接接头冲击试验方法中规定以10mm×10mm×55mm带有V形缺口的试样为标准试样。如做系列温度的冲击韧度试验,可给出冲击试验结果与试验温度的关系曲线,进而评价延性-脆性转变温度。......
2023-07-02
相关推荐