采用生产焊接参数,按图5-15a所示顺序焊接4条长度约40mm的试验焊缝,焊缝间距10mm,弧坑不必填满。图5-15 压板对接试板尺寸及裂纹计算a)试板尺寸 b)焊接裂纹长度计算3.裂纹率计算对4条焊缝断面上测得的裂纹长度按照下式计算裂纹率:式中 C——裂纹率,单位为%;Σli——4条试验焊缝裂纹长度之和,单位为mm;ΣLi——4条试验焊缝长度之和,单位为mm。......
2023-07-02
该试验方法主要用于测定焊缝的冷裂纹和热裂纹倾向,也可以测定热影响区的冷裂纹倾向,适用于低合金钢焊条电弧焊、理弧焊、气体保护焊等。用于焊接材料对接接头抗裂性对比及工艺适用性试验。
1.试件制备
试件的形状、尺寸如图5-13所示。试板长度l≥200mm,试板厚度δ1应与待焊产品厚度相同,如试板厚度δ1≥25mm时,其适用厚度不限。刚性底板长度L=l+100mm,宽度B=2b+100mm。刚性底板厚度δ2≥40mm(焊条电弧焊或气体保护焊);埋弧焊时刚性底板厚度δ2≥60mm。用于焊接性对比试验,试板厚度δ1≤10mm时,用I形坡口;试板厚度δ1﹥10mm时用Y形坡口。钝边厚度应使试验焊缝保留未焊透,钝边间隙为(2±0.2)mm。
2.试验焊缝的焊接
先将试板点固在刚性底板上,然后焊接拘束焊缝。四周固定焊缝的焊脚K=12mm,若板厚δ1﹤12mm则K=δ1。拘束焊缝焊脚应与试板厚度齐平。评定抗裂性能时,只需焊一道试验焊缝,按实际生产时的焊接参数施焊;做工艺适应性试验时,焊接参数按不出现裂纹进行调整;做裂纹倾向性对比试验时,应选定基本参数,再作裂纹率对比,或作零裂纹率的预热温度及热输入量的对比,焊后按预定工艺冷却。
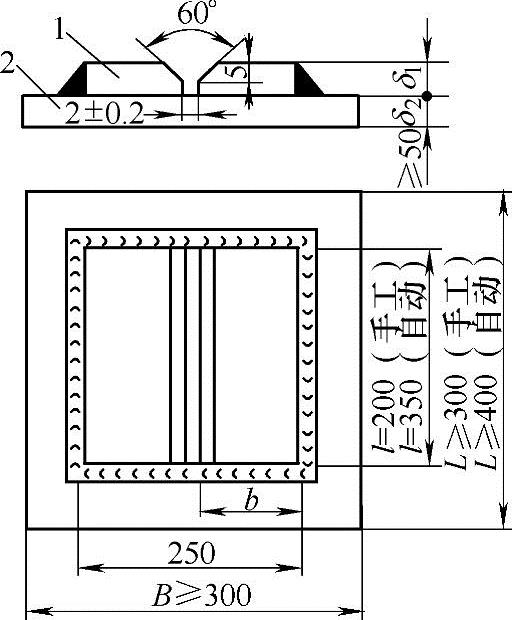
图5-13 刚性固定对接裂纹试验试件
1—试板 2—刚性底板
3.取样与检验
试验焊缝焊后在室温下静置24h后,先检查焊缝表面有无裂纹,再横向切取焊缝。取2块试样磨片检查有无裂纹,一般以有无裂纹为评定标准。焊缝正面的表面裂纹可在切取拘束焊缝前进行检测,焊缝背面裂纹在切取试件后检测。将试件在试验焊缝长度方向作6等分切取试样,检测其断面裂纹,计算出表面裂纹率和断面裂纹率。
有关焊接制造工程基础的文章

采用生产焊接参数,按图5-15a所示顺序焊接4条长度约40mm的试验焊缝,焊缝间距10mm,弧坑不必填满。图5-15 压板对接试板尺寸及裂纹计算a)试板尺寸 b)焊接裂纹长度计算3.裂纹率计算对4条焊缝断面上测得的裂纹长度按照下式计算裂纹率:式中 C——裂纹率,单位为%;Σli——4条试验焊缝裂纹长度之和,单位为mm;ΣLi——4条试验焊缝长度之和,单位为mm。......
2023-07-02

以此来评定产生焊接热裂纹的敏感性。图5-16 可调拘束裂纹试验示意图a)纵向试验法 b)横向试验法可调拘束裂纹试验时,加载变形有快速和慢速两种。当ε达到一定数值时,就会在焊缝或热影响区产生热裂纹。随着ε的增大,裂纹数目及长度总和也会增加,这些数据即可作为热裂纹评定指标。横向可调拘束裂纹试验主要用于测试焊缝中的凝固裂纹和多边化裂纹,纵向可调拘束裂纹试验主要用于测试凝固裂纹和液化裂纹,如图5-17所示。......
2023-07-02

图5-25 焊接接头冲击试样样坯截取方位a)缺口在焊缝 b)缺口在热影响区夏比摆锤冲击试验按照GB/T 229—2007的规定进行。焊接接头冲击试验方法中规定以10mm×10mm×55mm带有V形缺口的试样为标准试样。如做系列温度的冲击韧度试验,可给出冲击试验结果与试验温度的关系曲线,进而评价延性-脆性转变温度。......
2023-07-02

图5-23为焊接接头弯曲试样的几何尺寸。试验过程中,通过弯曲变形使焊接接头的表面或横截面发生拉伸变形。对于横向弯曲试验,试样宽度b应等于焊接接头处母材的厚度;当相关标准要求对整个厚度试样进行弯曲试验时,可以截取若干试样覆盖整个厚度。......
2023-07-02

表5-11给出了几种常用材料焊接热裂纹和再热裂纹试验方法。在此标准的基础上,针对焊接接头的特殊性及对取样的影响,可采用GB/T28896—2012焊接接头准静态断裂韧度测定的试验方法,对焊接接头试样进行断裂韧度的测定。目前,焊接接头高温试验还没有独立的标准。......
2023-07-02
电子束焊接头有对接、角接、T形接、搭接和端接。为了保证焊接结构使用的可靠性,应根据结构的形状、尺寸受力情况、工作条件和电子束焊的特点,合理地选用焊接接头的形式。电子束焊接头设计应注意下列一些因素:1)满足焊接接头的使用条件,如温度、压力、耐蚀性、振动及疲劳等。3)接头形式应符合电子束焊工艺的特点。......
2023-06-26
相关推荐