试验用材料及试验用仪器、试模均应与试验室同温。以一次检验结果作为鉴定结果。维卡仪的金属棒能自由滑动;调整至试杆接触玻璃板时指针对准零点;搅拌机运转正常。在试杆停止沉入或释放试杆30s时记录试杆距底板之间的距离。试锥降至模顶面位置时,指针应对准标尺零点。其他同标准稠度用水量测定试验。......
2023-11-07
该试验方法主要用于测定低合金钢焊接热影响区冷裂纹敏感性,是一种定量试验方法。该方法用材少,试验结果稳定,所以得到广泛应用。该方法经适当改变,可用于测定再热裂纹和层状撕裂敏感性。插销试验在插销试验装置上进行。
1.试样制备
将被焊钢材加工成圆柱形的插销试棒,并注明插销相对于金属纤维的取向和相对厚度方向的位置。插销试棒形状如图5-9所示,各部分尺寸见表5-14。试棒上端有环形或螺形缺口。试验时将插销试棒插入底板相应的孔中,使带缺口的一端与底板上表面平齐,如图5-10所示。
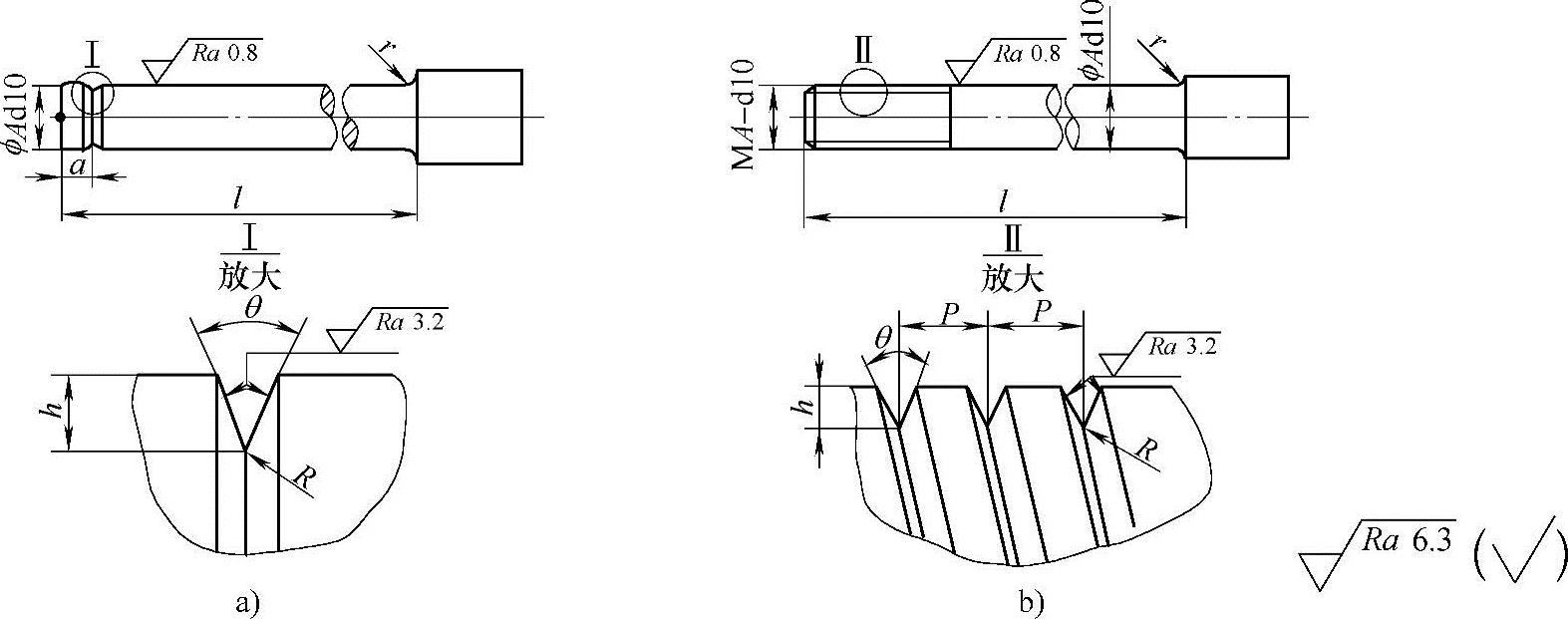
图5-9 插销试棒形状
a)环形缺口插销 b)螺形缺口插销
表5-14 插销试棒尺寸

对于环形缺口的插销试棒,缺口与端面的距离a应使焊道熔深与缺口根部所截平面相切或相交,但缺口根部圆周被熔透的部分(熔透比)不得超过20%,如图5-11所示。对于低合金钢,a值在焊接热输入E=15kJ/cm时为2mm。根据热输入的变化,缺口与端面的距离a可按表5-15做适当调整。
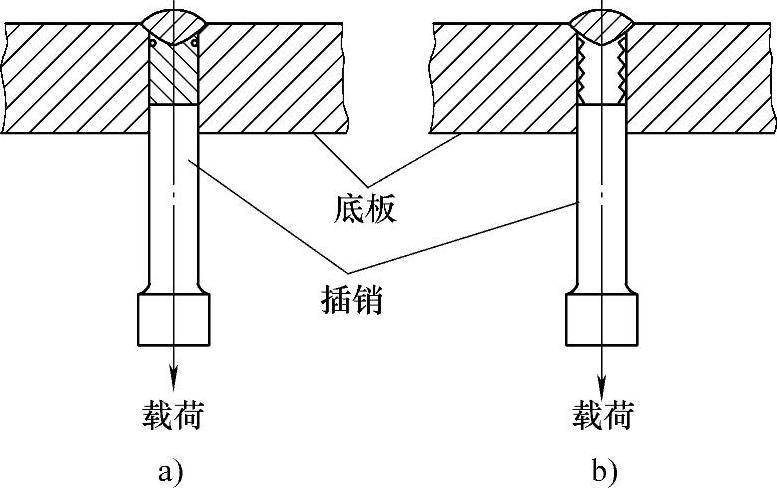
图5-10 插销试棒缺口处于焊接热影响区粗晶部位
a)环形缺口插销试样 b)螺形缺口插销试样
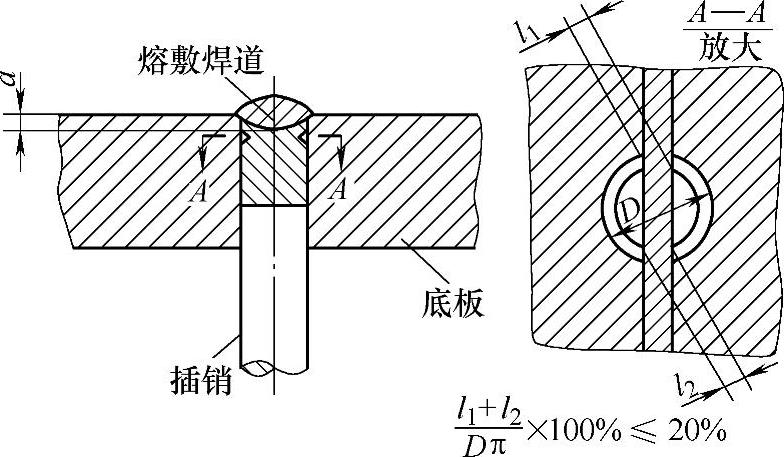
图5-11 熔透比计算
表5-15 缺口位置a与焊接热输入E的关系

底板材料应与被焊材料相同或热物理常数基本一致。底板厚度为20mm,形状和尺寸如图5-12所示。底板钻孔数应小于或等于4个,位于底板中心线上,孔距为33mm。
2.试验过程
按照选定的焊接方法和拟定的焊接参数,通过底板中心线(即位于插销顶端中心),在底板上熔敷一道堆焊焊道,其熔深应使缺口尖端位于热影响区的粗晶区。焊道长度L约100~150mm。
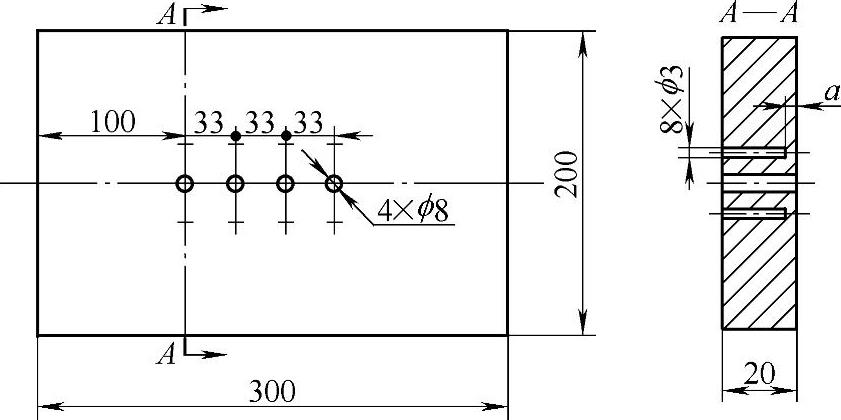
图5-12 底板形状及尺寸(单位:mm)
施焊时应用热电偶测定热循环,并记录800~500℃的冷却时间t8/5,Tmax-100℃的冷却时间t100等参数。焊前不预热焊接时,焊后冷却至100~150℃时加载;焊前预热时,应在高于预热温度50~70℃时加载。载荷应在1min之内,且在冷却至100℃或高于预热温度50~70℃之前施加完毕。如有后热,应在后热之前加载。
为了获得焊接热循环的有关参数(t8/5、t100等),可将热电偶焊在底板焊道下的盲孔中(见图5-12),盲孔直径3mm,深度与插销试棒的缺口处一致。测点的最高温度应不低于1100℃。
在试棒加载过程中,插销可能在载荷持续时间内发生断裂,此时应记下承载时间。在不预热条件下,载荷保持16h而试棒未断裂即可卸载。在预热条件下,载荷保持至少24h才可卸载。可用金相或氧化等方法检测缺口根部是否存在断裂。经多次改变载荷,可求出试验条件下不出现断裂的临界应力σcr。临界应力σcr可用启裂准则,也可以用断裂准则,但应注明。根据临界应力σcr的大小,就可相对比较材料抵抗产生冷裂纹的能力。
有关焊接制造工程基础的文章

试验用材料及试验用仪器、试模均应与试验室同温。以一次检验结果作为鉴定结果。维卡仪的金属棒能自由滑动;调整至试杆接触玻璃板时指针对准零点;搅拌机运转正常。在试杆停止沉入或释放试杆30s时记录试杆距底板之间的距离。试锥降至模顶面位置时,指针应对准标尺零点。其他同标准稠度用水量测定试验。......
2023-11-07

在中国律师职业化早期,司法部是唯一对律师的执业行为进行监督的部门。[39]1996年《律师法》提高了律师协会在律师执业行为监管中的作用,有鉴于此,1996年10月中华全国律师协会制定了《律师职业道德和执业纪律规范》。此后,律师协会开始制定一系列行业规范,例如,1997年制定了《律师办理刑事案件规范(试行)》、2004年制定《律师执业行为规范(试行)》,这些都证明律师协会自我管理的权力在逐渐增强。......
2023-08-04

干部职工思想状况分析制度。制度建设是精神文明建设的重要内容,管理处在实践中不断完善管理体系。抓制度的学习宣传。管理处实行不定期的综合检查,并及时通报检查情况。对党委部署的工作任务,实行限期报告制度,并利用简报等形式进行通报;对落实情况订立明确的奖惩措施,对工作停滞不前,缺乏进取意识的实行批评警告,对整改无效的坚决处理。......
2023-06-18

本标准适用于砂型或导热性与砂型相当的铸型中铸造的普通低合金球墨铸铁件。对于特种铸造方法生产的球墨铸铁件,可参照使用。2 术语和定义GB/T5611确立的以及下列术语和定义适用于本标准。表A-2-2 V形缺口单铸试样的冲击功注:1.如需求球铁QT500-10时,其性能要求见第9节。如有特殊要求,球化级别由供需双方商定。球墨铸铁件的力学性能以抗拉强度和伸长率两个指表为验收指标。石墨以球状为主,球化级别不低于GB/T9441规定的球化级别4级。......
2023-06-24

表6-4额定电压范围Ⅰ的额定绝缘水平注:1.栏中的值:对于型式试验,相对地和相间;对于出厂试验,相对地、相间和开关装置断口间。......
2023-06-30
降水头注水试验适用于地下水位以下的粉土、黏性土层或渗透性较小的岩层。除按式计算外,还可根据ln-t关系曲线先求得注水特征时间T0,然后按式计算试验岩土层的渗透系数[9]:式中:T0为注水试验的特征时间,min,即当Ht/H0=0.37时,ln-t关系曲线所对应的时间;其余符号意义同式。......
2023-09-18
图2.2锥式液限仪3.液限和塑限联合测定由于搓滚法的操作误差较大,目前广泛使用液限和塑限联合测定法代替锥式液限仪及搓滚法。液限、塑限联合测定采用的仪器为光电式液、塑限联合测定仪。......
2023-08-28

a)将功能点法作为规模估算方法,以及五种度量方法列入规范性引用文件的考虑。这也是本标准引入这五种度量标准作为规范性引用文件的基础。——ISO/IEC 20926软件和系统工程—软件度量—IFPUG功能规模度量方法2009IFPUG是一个非营利性组织,1979年IBM的Allan Albrecht提出功能点分析方法,1984年正式发布了第一个功能点使用指南,1986年成立IFPUG组织,2003年被ISO组织接纳......
2023-11-19
相关推荐