试验用的焊条采用低碳钢或低合金高强度钢焊条,应与试验的钢材相匹配,焊前要严格进行烘干。试件达到试验温度后,以标准焊接工艺规程焊接参数进行试验焊缝的焊接。......
2023-06-15
材料焊接性直接试验方法有多种:有针对工艺焊接性的裂纹敏感性的测定;有针对使用焊接性的接头性能测试。但最常用的有数十种,有些已标准化。
1.工艺焊接性直接试验方法
对于工艺焊接性评定,采用直接试验方法,可以在焊接过程中通过观察是否发生某种焊接缺陷或发生缺陷的程度来直接评价焊接性的优劣。由于裂纹是焊接中常见且危害最大的缺陷,所以,工艺焊接性直接试验方法大都是针对钢材在焊接过程中出现裂纹而设计的。表5-9是各种金属材料可能产生的焊接裂纹类型。
表5-9 各种金属材料可能产生的焊接裂纹类型
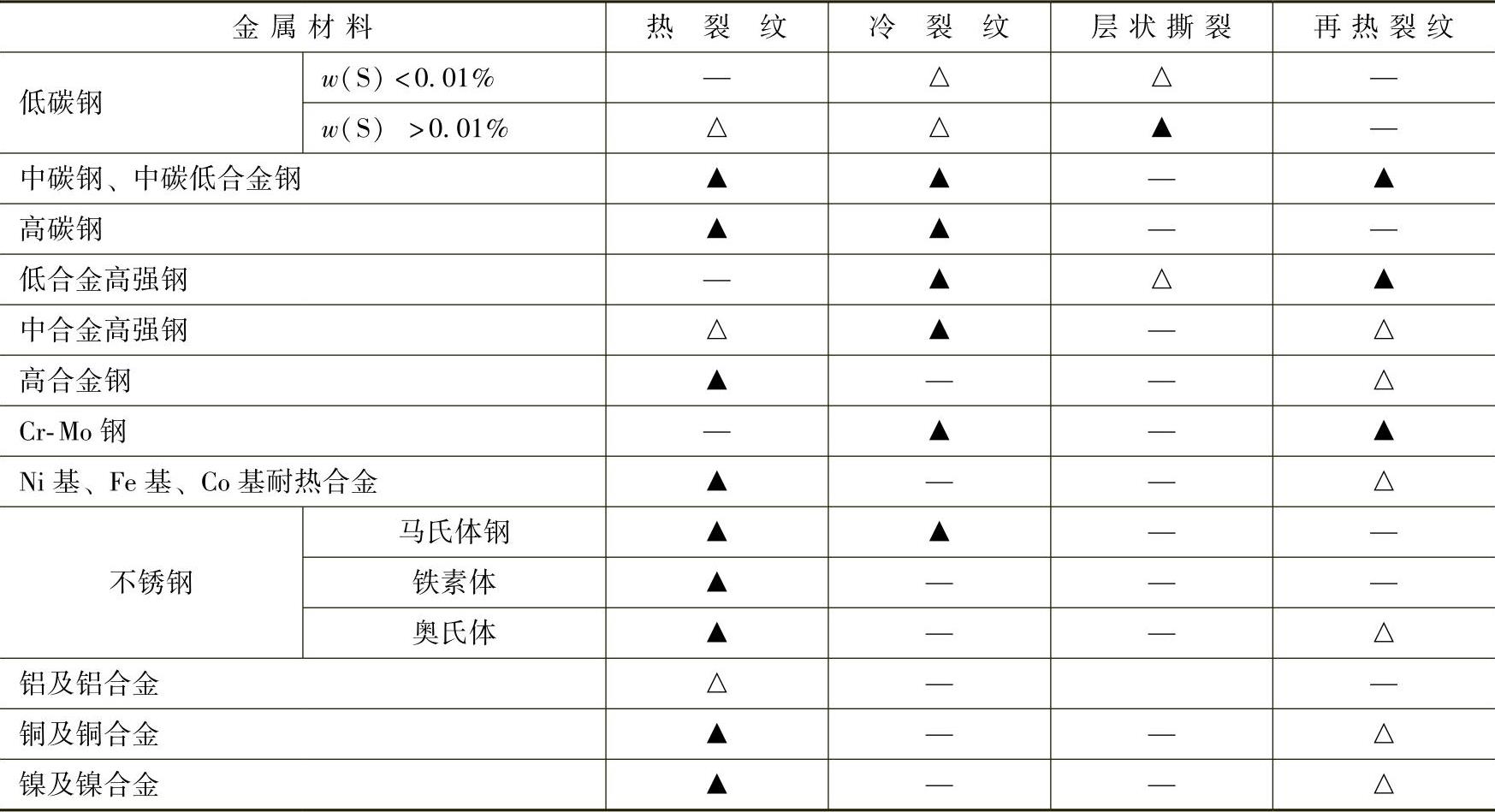
注:▲——常发生;△——有时发生。
工艺焊接性直接试验方法一般在规定的条件下,采用“焊接试样”进行试验,而后再做各种检测,以对大型结构的焊接性进行评估。如果焊接结构自身较小,则可以直接进行试验。属于这类评定方法的焊接性试验很多。
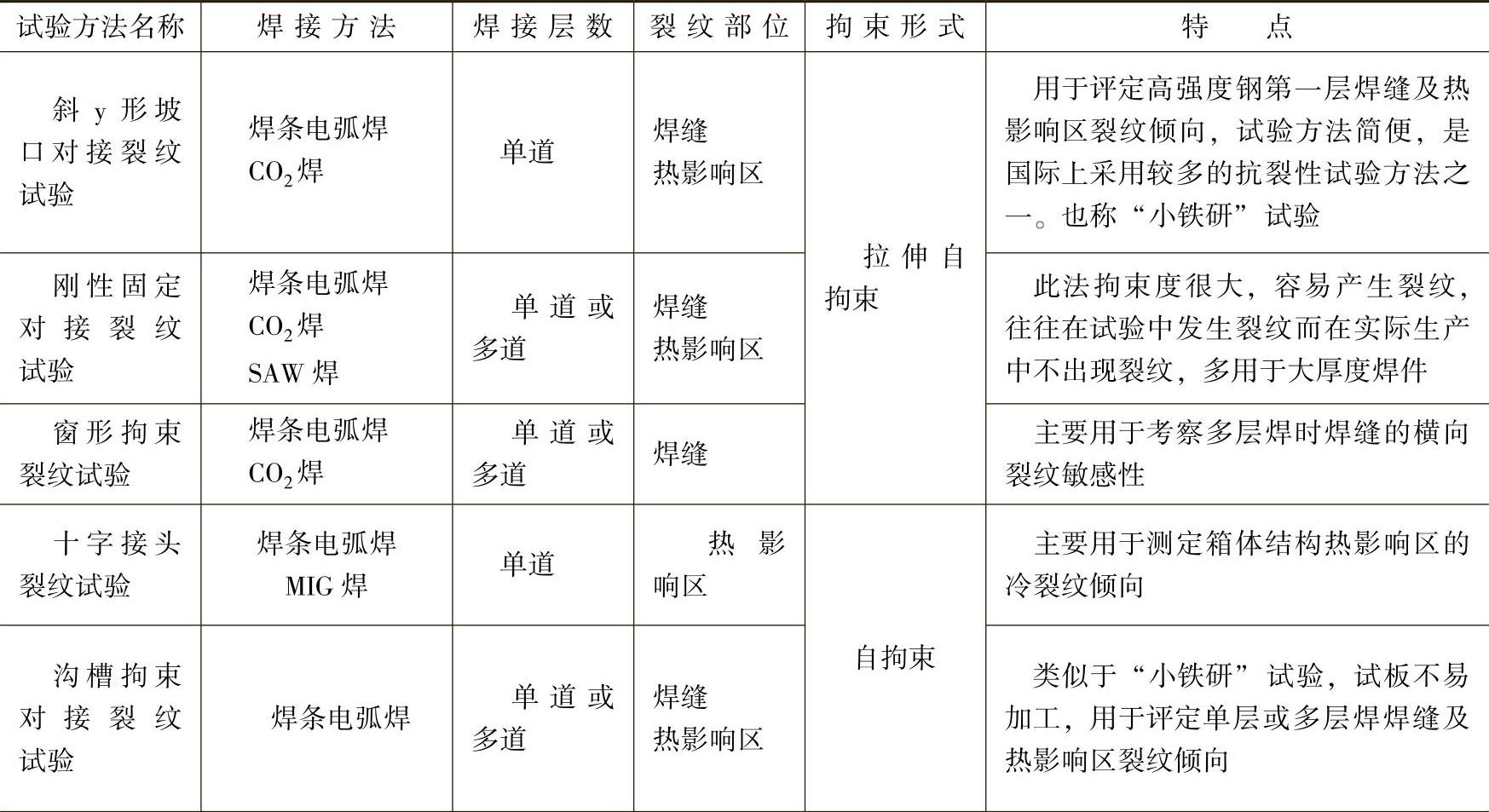
(1)焊接冷裂纹试验方法 焊接冷裂纹是焊后冷却至较低温度下而产生的一种裂纹,经常具有延迟性,且随着时间的延迟,裂纹数量逐渐增多,并发生扩展。这类裂纹主要发生在低合金高强度结构钢的热影响区和半熔化区。焊接超高强度钢和某些钛合金时,冷裂纹也出现在焊缝金属中。表5-10列出了常用低合金钢焊接冷裂纹试验方法和主要特点。
表5-10 常用低合金钢焊接冷裂纹试验方法和主要特点
(续)

(2)焊接热裂纹和再热裂纹试验方法 焊接热裂纹是材料在焊接过程处于高温下产生的一种裂纹,一般出现在焊缝中,也有出现在热影响区。这类裂纹的特征是大多沿原奥氏体晶界开裂和扩展。表5-11给出了几种常用材料焊接热裂纹和再热裂纹试验方法。它们大多用于低合金高强度结构钢,但奥氏体不锈钢、铝合金和镍基合金也都有产生热裂纹的可能。
表5-11 常用材料焊接热裂纹和再热裂纹试验方法

再热裂纹常发生某些含有沉淀强化元素钢材的厚板焊接结构中。它们往往在去应力热处理过程或在一定温度下服役时,出现在焊接热影响区部位。由于再热裂纹是在再次加热过程中产生的,所以称之为“再热裂纹”(简称SR裂纹)。再热裂纹的发生存在相应的敏感温度,视钢种不同约为550~650℃。一般再热裂纹发生在低合金高强钢、珠光体耐热钢、奥氏体不锈钢和某些镍基合金的热影响区粗晶部位,具有沿晶开裂特点,但本质上与热裂纹不同。
(3)焊接层状撕裂试验方法 当焊接大厚壁结构钢时,如果在厚度方向上长时间受到较大的拉伸应力,就可能在钢板内部出现沿钢板轧制方向的具有阶梯形状的裂纹,把这类裂纹称之为层状撕裂。产生这种裂纹的主要因素是轧制钢材内部存在有带状组织结构,且有夹杂物(硫化物或氧化物)分布于带状组织间,在垂直于板厚方向的拉应力作用下,致使热影响区附近或稍远部位产生“台阶”形层状开裂,并可穿晶扩展。评定层状撕裂倾向常用的有Z向拉伸试验和Z向窗口试验等。
2.使用焊接性直接试验方法
使用焊接性试验主要是根据焊接产品的使用条件对焊接接头提出的要求来进行相应试验。它包括焊接接头常规力学性能试验、焊接接头脆性断裂试验、焊接接头疲劳和动载试验、焊接接头高温性能试验、焊接接头耐蚀性试验,以及焊接接头其他特殊要求的性能试验。使用焊接性试验采用的焊接接头由相关标准规定或采用与产品生产相同的焊接工艺在规定的试板上焊成。
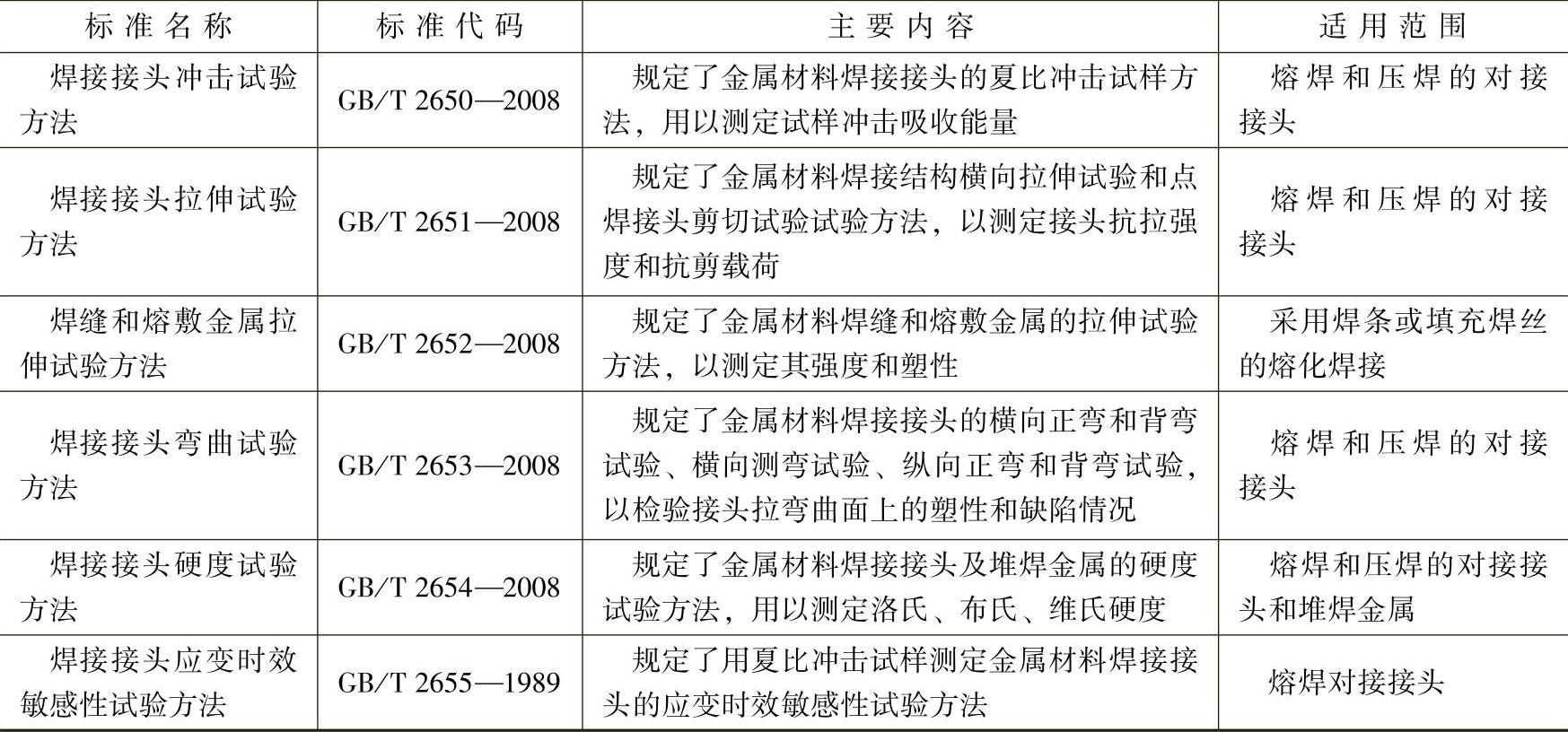
(1)焊接接头常规力学性能试验方法 焊接结构常规力学性能试验主要用于测定接头在不同载荷作用下的强度、塑性和冲击韧度等。我国对焊接接头常规力学性能的测定基本都制定了相关国家标准,见表5-12。测试时应按标准进行。
表5-12 焊接接头常规力学性能试验方法
(2)焊接接头脆性断裂试验方法 焊接接头脆性断裂试验方法和评定与一般金属材料脆性断裂试验方法原理上相同,主要有转变温度法和断裂力学法两类。
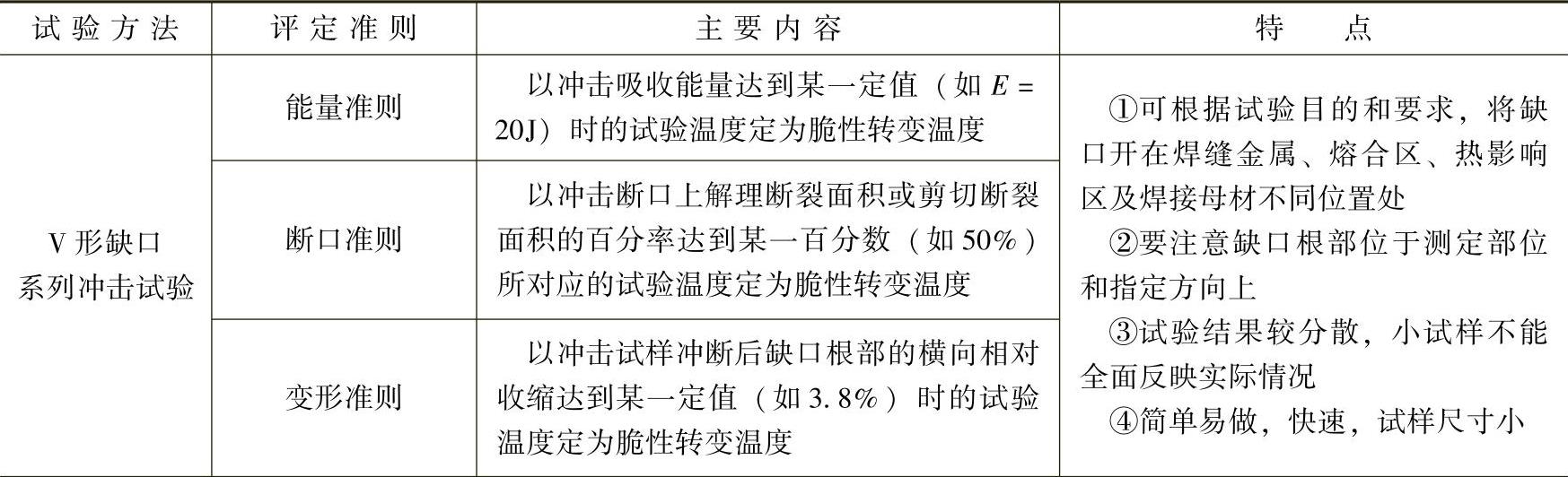
转变温度法主要有:V形缺口系列冲击试验评定脆性转变温度法、落锤试验法、宽板拉伸试验法。这些方法的主要内容和特点见表5-13。
表5-13 转变温度法测定焊接接头脆性断裂试验方法
(续)

断裂力学法:根据GB/T21143—2007金属材料准静态断裂韧度的统一试验方法,在试验过程中,根据材料的塑性水平,对缺口试样缓慢加载,并记录加载过程中试样的载荷-位移曲线,根据标准规定的特征量,确定均匀材料的断裂韧度。断裂韧度可用单个特征点表示,也可用有限裂纹扩展范围的曲线表示。标准涵盖了准静态加载断裂韧度、裂纹尖端张开位移、J积分的临界特征值和阻力曲线的测量。在此标准的基础上,针对焊接接头的特殊性及对取样的影响,可采用GB/T28896—2012焊接接头准静态断裂韧度测定的试验方法,对焊接接头试样进行断裂韧度的测定。
(3)焊接接头疲劳试验方法 焊接接头或焊缝金属疲劳裂纹试验方法有旋转弯曲疲劳和轴向循环疲劳试验两大类,并分为高周疲劳(循环次数大于105)和低周疲劳(循环次数为104~105)以下。试验采用一定的应力或应变循环特征载荷,进行多次反复加载试验,测得试样破坏所需加载循环次数N。以破坏应力为纵坐标,以循环次数N为横坐标,做成疲劳曲线图,即可得不同循环次数下的疲劳极限。
(4)焊接接头高温试验方法 评定焊接接头高温条件下的性能指标主要有高温短时抗拉强度、高温持久强度和蠕变强度。目前,焊接接头高温试验还没有独立的标准。高温短时拉伸可按GB/T4338—2006《金属材料高温拉伸试验方法》的规定进行。可测得不同温度下短时抗拉强度、屈服极限、伸长率、断面收缩率和抗拉强度等;高温持久强度可按GB/T2039—1997《金属拉伸蠕变及持久试验方法》的规定进行。在恒定温度和恒定拉力作用下测得焊接接头试样被拉至规定变形量或断裂时的持续时间,并采用外推法确定出持久极限;蠕变强度也是按GB/T2039—1997《金属拉伸蠕变及持久试验方法》的规定进行。通过试验得出应力—伸长率或应力—稳定蠕变速率关系曲线,即可确定蠕变强度。
(5)焊接接头耐蚀性试验方法 不锈钢焊接接头发生的腐蚀类型较多,其中晶间腐蚀和应力腐蚀最为常见,且危害极大。所以评定焊接接头耐蚀性的试验主要有:晶间腐蚀试验方法和应力腐蚀裂纹试验方法。焊接接头晶间腐蚀没有独立标准,常按照GB/T4334—2008《金属和合金的腐蚀:不锈钢晶间腐蚀试验方法》的规定进行。
有关焊接制造工程基础的文章

试验用的焊条采用低碳钢或低合金高强度钢焊条,应与试验的钢材相匹配,焊前要严格进行烘干。试件达到试验温度后,以标准焊接工艺规程焊接参数进行试验焊缝的焊接。......
2023-06-15

图5-25 焊接接头冲击试样样坯截取方位a)缺口在焊缝 b)缺口在热影响区夏比摆锤冲击试验按照GB/T 229—2007的规定进行。焊接接头冲击试验方法中规定以10mm×10mm×55mm带有V形缺口的试样为标准试样。如做系列温度的冲击韧度试验,可给出冲击试验结果与试验温度的关系曲线,进而评价延性-脆性转变温度。......
2023-07-02

因此,可以用碳当量数值的大小来间接评定钢材焊接性的优劣,并据此提出防止产生焊接裂纹的工艺措施。焊接热裂纹的敏感指数法根据材料化学成分对焊接热裂纹敏感性的影响,在试验的基础上提出可预测和评估低合金高强度结构钢焊接热裂纹敏感性方法。......
2023-07-02
图5-23为焊接接头弯曲试样的几何尺寸。试验过程中,通过弯曲变形使焊接接头的表面或横截面发生拉伸变形。对于横向弯曲试验,试样宽度b应等于焊接接头处母材的厚度;当相关标准要求对整个厚度试样进行弯曲试验时,可以截取若干试样覆盖整个厚度。......
2023-07-02

用于焊接材料对接接头抗裂性对比及工艺适用性试验。拘束焊缝焊脚应与试板厚度齐平。取2块试样磨片检查有无裂纹,一般以有无裂纹为评定标准。焊缝正面的表面裂纹可在切取拘束焊缝前进行检测,焊缝背面裂纹在切取试件后检测。......
2023-07-02
焊接性试验内容很多,方法也有百种以上,其中一些已有国家标准。焊接性试验报告没有一个统一的格式,应根据具体标准或产品技术要求进行。总的来说,焊接性试验内容不同,则报告的内容和要求不同,但大体上应该包括以下内容:1)使用的标准号。表5-18 焊接接头硬度试验报告......
2023-07-02

一是测量VIPER22A的5~8脚和1脚的300V电压,二是检测VIPER22A的电压和对地电阻,三是检查副电源稳压控制电路中的U3、Q808和负载电路控制系统是否发生严重短路故障。表4-20氩弧焊用钢焊丝的化学成分图6-6 TCL液晶彩电ON37A开关由于各种不锈钢焊接用的氩弧焊丝当前尚未产生,故暂以气体不锈钢焊丝代替,但其化学成分含量应选择比母材稍高一些为宜。“TIG”表示钨极氩弧焊用的焊丝,“R”表示用来焊接珠光体耐热钢的焊丝,“31”表示化学成分等级。......
2023-06-24
相关推荐