工艺焊接性是通过金属材料焊接性试验来实现,而使用焊接性则通过焊接工艺评定来实现。例如,钛金属在焊接过程中,400℃以上的区域都要用惰性气体保护,否则,该温度区域的钛金属氧化,力学性能变差,因此,焊接钛金属比焊接低碳钢要难得多。如钛金属用真空电子束焊接方法很容易获得高质量的焊缝,而用氩弧焊方法焊接,需要设计一套保护装置,在焊接过程中,将400℃以上的区域进行氩气保护,防止钛金属的氧化。......
2023-06-15
焊接性是指材料经焊接加工,能够形成完整焊接接头且具有预期使用要求的特性;是用以衡量材料在一定的工艺条件下获得优质接头的难易程度,以及该接头可否在使用条件下可靠运行的焊接术语。
可见,材料焊接性包含有两重含义:一是材料在焊接加工后是否形成了完整的焊接接头(包括接头几何尺寸形状和缺陷形成)。也就是说,材料在焊接过程中形成的接合是否形成良好,是否有缺陷;二是焊接加工形成的“接头”在预期的使用条件下,是否能可靠运行。材料的焊接性包括材料的接合性能(即工艺焊接性)和接头的使用性能(即使用焊接性)。
1.工艺焊接性
材料在一定的焊接工艺条件下,获得致密、无缺陷焊接接头的能力。工艺焊接性不是被焊材料固有的特性,而是可以根据焊接方法和施焊工艺条件进行评定的。因此,工艺焊接性是一个可以比较的概念。如果说一种材料在相对简单的焊接工艺条件下即可获得完好的焊接接头,并能够满足使用要求,则其工艺焊接性就好;反之,如果要在复杂的工艺条件(如预热、缓冷、真空、焊后热处理等)下,才能获得满足使用要求的焊接接头,则其工艺焊接性就相对较差。可见,工艺焊接性是与焊接方法、焊接材料、焊接参数和施焊条件等有关的。也就是说,对于一定的被焊材料,它的工艺焊接性的“好”“坏”是可变转换的。因此,随着焊接方法与焊接材料的发展,一些原来焊接性差的材料,其焊接性就会变好。
对于熔化焊接而言,焊接接头的形成要经历熔化、传热过程和焊接冶金过程,因而,又把工艺焊接性分为“热焊接性”和“冶金焊接性”。
所谓的“热焊接性”是指焊接热循环对焊接热影响区组织、性能和产生缺陷的影响程度。用“热焊接性”来评定材料对加热过程的敏感性,包括热影响区组织转变(晶粒长大、再结晶、分解弱化、沉淀强化等)和缺陷形成(再热裂纹、层状撕裂、腐蚀敏化等)。这些变化主要与被焊材料和焊接工艺有关。
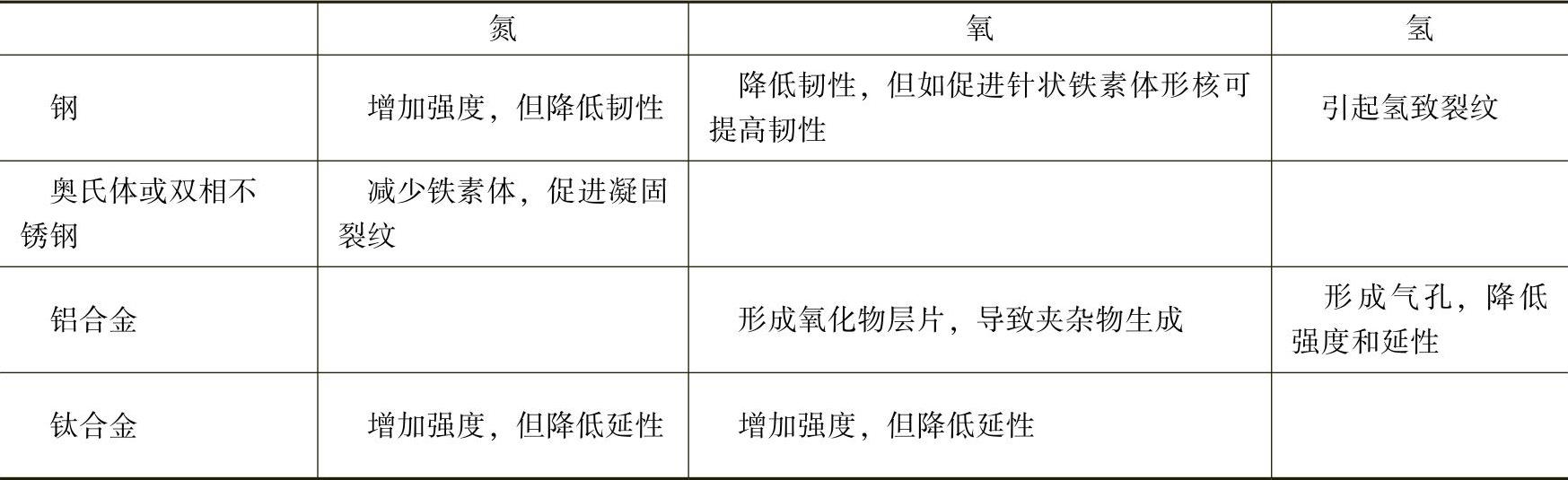
“冶金焊接性”是指在焊接冶金过程中所发生的物理化学变化对焊缝和熔合区(半熔化区)性能和产生缺陷的影响程度。熔化区的物理化学变化主要包括熔渣-金属反应(焊剂中金属氧化物分解、液态金属中合金元素的氧化与还原、焊缝金属的脱硫、金属的蒸发与气化等);气体-金属反应(液态金属中氮、氧、氢的溶解与析出,CO的演化等)。前者主要会对焊缝化学成分、凝固组织、偏析、夹杂和热裂纹等产生影响,后者会对焊缝的气孔形成、焊缝性能等产生影响(见表5-1)。熔合区的物理化学变化包括液化、偏析等,它会对液化裂纹、氢致裂纹和接头性能产生影响。用“冶金焊接性”来评定材料对冶金缺陷的敏感性。事实上,焊接冶金过程发生区也是焊接热作用强烈区和敏感区,焊接冶金过程伴随着焊接热过程并同时存在于相同的物理空间中。因此,这里所说的“冶金焊接性”必然要考虑焊接热的作用。
表5-1 氮、氧、氢对焊缝质量的影响
2.使用焊接性
使用焊接性是指经焊接加工获得的焊接接头或整个焊接结构满足某种特定使用要求的能力。使用性能取决于焊接结构的工作条件和设计上提出的要求。通常包括常规力学性能、低温韧性、断裂韧性,高温蠕变、疲劳性能、耐蚀性和耐磨性等。
有关焊接制造工程基础的文章

工艺焊接性是通过金属材料焊接性试验来实现,而使用焊接性则通过焊接工艺评定来实现。例如,钛金属在焊接过程中,400℃以上的区域都要用惰性气体保护,否则,该温度区域的钛金属氧化,力学性能变差,因此,焊接钛金属比焊接低碳钢要难得多。如钛金属用真空电子束焊接方法很容易获得高质量的焊缝,而用氩弧焊方法焊接,需要设计一套保护装置,在焊接过程中,将400℃以上的区域进行氩气保护,防止钛金属的氧化。......
2023-06-15

如采用焊前预热和焊后缓冷,可以降低焊缝金属和热影响区的冷却速度,形成塑韧性良好的金相组织,防止出现淬硬组织、降低焊接应力,避免焊缝或热影响区开裂等。接头设计对工艺焊接性的主要影响是:强烈影响焊缝金属和热影响区的冷却速度;决定冷却和收缩时的应力分布。......
2023-06-26

影响材料焊接性的因素有四个方面;材料、工艺、结构和使用条件。焊接参数以及焊接时的工艺措施可以调节和控制热循环,防止焊接缺陷产生;而焊前预热、后热和焊后热处理,对于防止热影响区淬硬变脆、减小焊接应力,避免氢致裂纹产生等具有良好的效果。合理安排焊接顺序也能有效减小焊接应力与变形。......
2023-07-02

在超高真空条件下进行变形焊接,其最小变形量可在5%以下。表2-5-26给出了各种金属组合采用冷压焊的焊接性。表面状态 冷压焊工艺要求焊接件接触界面要有良好的表面状态,主要包括选择合适的表面粗糙度和表面清洁度。......
2023-06-26

知识点一汽车行驶平顺性评价指标汽车行驶平顺性的评价方法,通常是根据人体对振动的生理反应及对保持货物完整性的影响制定的,并用振动的物理量,如频率、振幅、加速度等作为行驶平顺性的评价指标。知识点二影响汽车行驶平顺性的因素汽车是由多质量组成的复杂振动系统。车轮旋转质量的不平衡,对汽车的行驶平顺性和稳定性都有影响。为了避免因转向轮不平衡而引起振动,必须对每一车轮进行静平衡和动平衡检验。......
2023-10-11
图5-13 焊接变形的种类(一)纵向收缩变形工件沿焊缝长度方向的收缩叫纵向收缩变形。这种变形是由于坡口不对称,厚度方向上的热输入不同,金属填充量不同,使横向收缩变形在厚度方向上分布不均造成的。在对接、搭接、堆焊、T形接头的焊接时往往会产生角变形。弯曲变形可由焊缝的纵向收缩和横向收缩共同作用引起或单一作用引起。......
2023-06-23
焊接工艺评定的目的除了验证焊接工艺规程的正确性外,更重要的是评定制造单位的能力。美国ASME规范认为,焊接工艺评定的目的是确定拟建造的产品满足对预定应用场合提出的各项性能要求的能力。焊接工艺评定报告应有企业管理者或管理者代表审查签字,以保证该企业完成的焊接工艺评定程序的合法性,以及试验结果的可靠性。......
2023-06-28
相关推荐