由于钛及钛合金的热容量大,使热影响区金属在高温停留的时间较长,焊缝晶粒因此变得粗大,容易引起焊接接头产生过热倾向,使焊接接头塑性明显降低。尤其是β型钛合金,焊接接头塑性下降最为明显。由于合金元素含量较高,焊接性较差,是一种高强度、高淬透性合金,厚度为12mm的TC10合金焊接时,会出现热影响区裂纹,而在焊前预热250℃时,可预防裂纹并能提高接头塑性。4)正常氢含量的钛及钛合金焊接时,不会出现氢化钛。......
2023-06-15
钛是20世纪50年代发展起来的一种重要的结构金属,工业纯钛的力学性能及化学性能与不锈钢相近,抗氧化性优于奥氏体不锈钢,但耐热性较差,TA1、TA2、TA3的杂质含量依次增高,强度和硬度依次增大,但塑性、韧性依次下降。
钛合金是以钛为基础加入其他元素组成的合金。钛有两种同素异构晶体:882℃以下为密排六方结构α钛,882℃以上为体心立方结构β钛,而钛合金化的目的是通过加入合金元素来稳定α钛或β钛,调整两相的构成比例,从而控制钛合金性能。室温下,钛合金有三种基体组织,由此就分为α、β和α+β三类合金,国标牌号中分别用TA、TB和TC表示。
(1)α钛合金 含有稳定α相、提高相转变温度的α稳定元素,如铝、碳、氧和氮等。其中铝是α钛合金的主要合金元素,它对提高合金的常温和高温强度、降低密度、增加弹性模量等有明显效果。α钛合金是由α相固溶体组成的单相合金,不论是在一般温度下还是在较高的实际应用温度下,均是α相,组织稳定,耐磨性高于纯钛,抗氧化能力强。在500~600℃的温度下,仍保持其强度和抗蠕变性能,但不能进行热处理强化,室温强度不高。
(2)β钛合金 含有稳定β相、降低相变温度的β稳定元素,β稳定元素又可分同晶型和共析型两种。前者有钼、铌、钒等;后者有铬、锰、铜、铁、硅等。β钛合金是由β相固溶体组成的单相合金,未热处理即具有较高的强度,淬火、时效后合金得到进一步强化,室温强度可达1372~1666MPa,但热稳定性较差,不宜在高温下使用。
(3)α+β钛合金 含有对相变温度影响不大的元素的中性元素,如锆、锡等。α+β钛合金是双相合金,具有良好的综合性能,组织稳定性好,有良好的韧性、塑性和高温变形性能,能较好地进行热压力加工,能进行淬火和时效使合金强化。热处理后的强度约比退火状态提高50%~100%,高温强度高,可在400~500℃的温度下长期工作,其热稳定性次于α钛合金。
GB/T 3620.1—2007《钛及钛合金牌号和化学成分》规定了这三类钛及钛合金牌号和相应的化学成分,其中TA类共43个牌号,包括9种工业纯钛和34种α钛合金;TB类共10种,TC类共23种。表4-31总结了这些钛及钛合金的主要特征,表4-32列出了一些钛及钛合金的名义成分和力学性能。
表4-31 钛及钛合金的分类及典型牌号
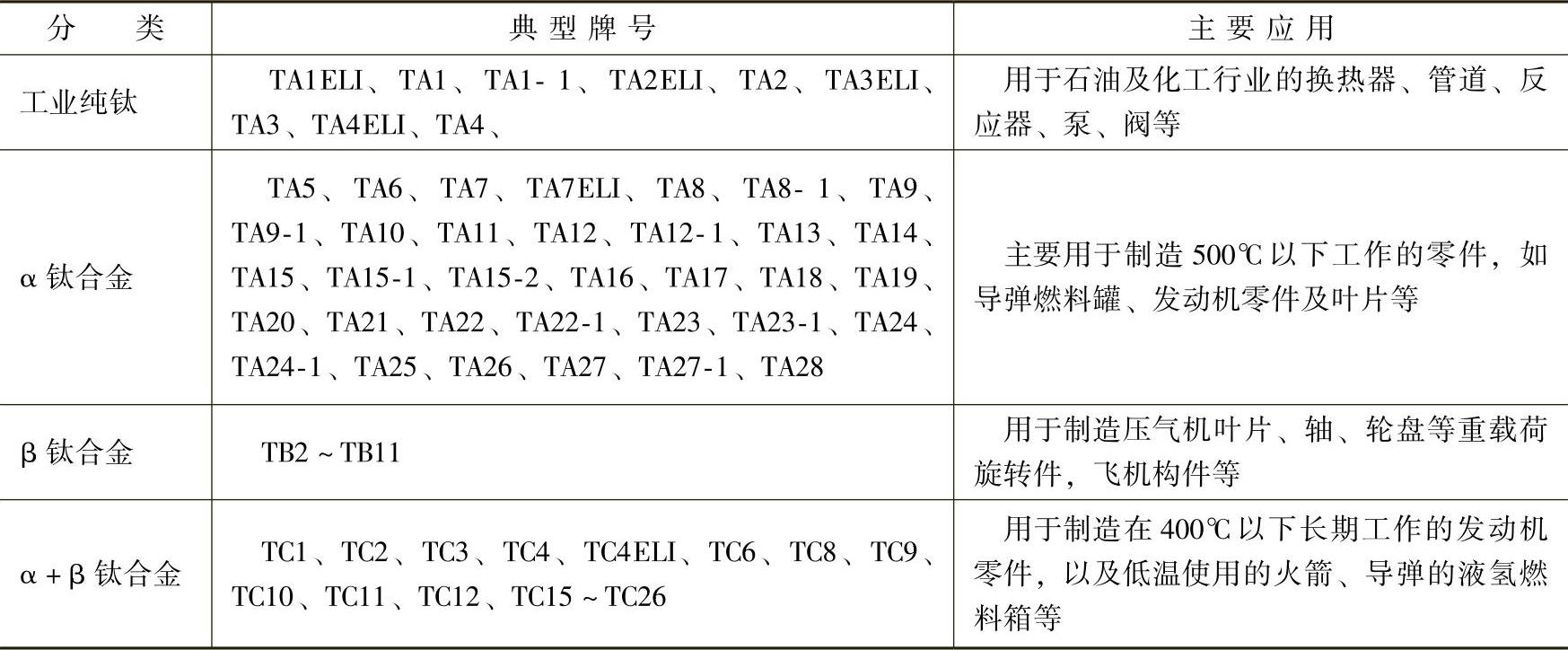
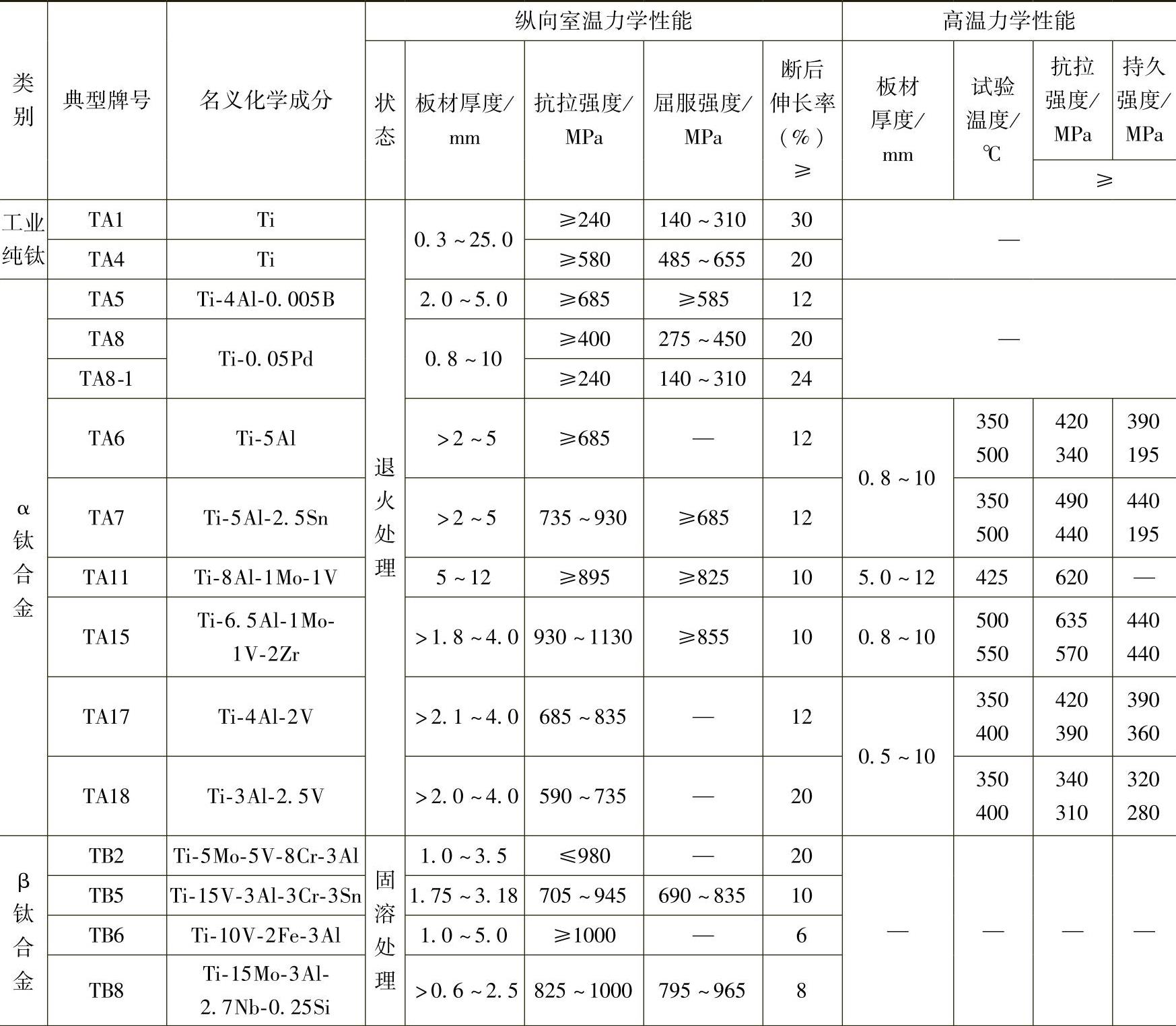
表4-32 一些钛及钛合金的名义成分和力学性能
(续)
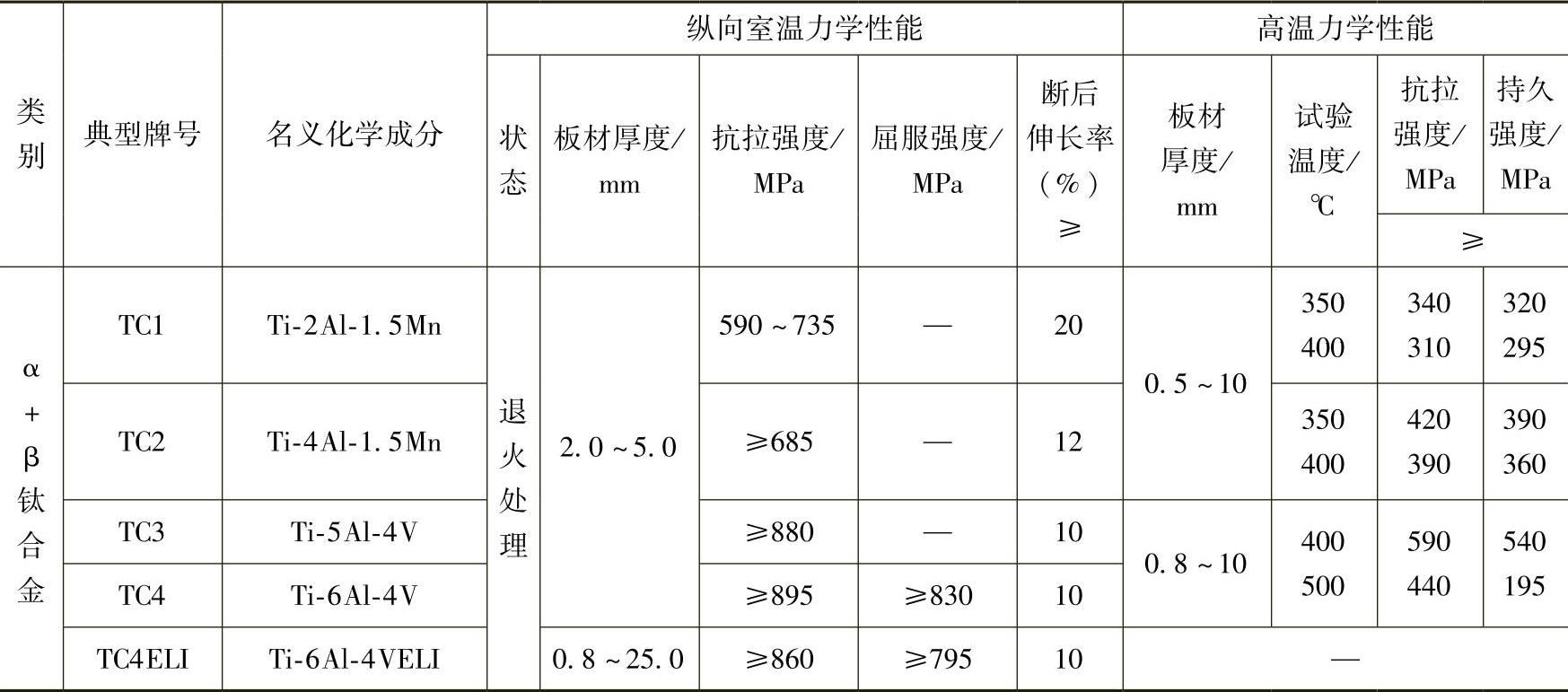
注:表中的室温力学性能和高温力学性能数据均取自GB/T3621—2007《钛及钛合金板材》。
钛合金因具有强度高、耐蚀性好、耐热性高等特点而被广泛用于各个领域。20世纪50~60年代,主要是发展航空发动机用的高温钛合金和机体用的结构钛合金,70年代开发出一批耐蚀钛合金,80年代以来,耐蚀钛合金和高强钛合金得到进一步发展。钛合金主要用于制作飞机发动机压气机部件,其次为火箭、导弹和高速飞机的结构件。
钛及钛合金的焊接性具有许多显著特点,其中气体及杂质污染显著影响其焊接性。钛及钛合金常温下比较稳定,但在焊接高温特别是熔融状态下非常活泼,极易吸收氢、氧、氮而直接引起接头脆化,并产生气孔、裂纹等缺陷。氢、氧、氮和碳的影响具体表现在:
(1)氢 氢是气体杂质中对钛的力学性能影响最严重的因素。焊缝含氢量变化对焊缝冲击性能影响最为显著,其主要原因是随焊缝含氢量增加,焊缝中析出的片状或针状TiH2增多。TiH2强度很低,故片状或针状TiH2使缺口冲击性能显著降低;焊缝含氢量变化对强度的提高及塑性的降低作用不是很明显。
(2)氧 氧在钛的α相和β相中都有着较高的溶解度,并能形成间隙固溶相,使钛的晶格严重扭曲,从而提高钛及钛合金的硬度和强度,但塑性却显著降低。为了保证焊接性,除了在焊接过程中严防焊缝及焊接热影响区发生氧化外,同时还应限制母材及焊丝中的含氧量。
(3)氮 在700℃以上的高温下,氮和钛发生剧烈作用,形成脆硬的氮化钛(TiN),而且氮与钛形成间隙固溶体时所引起的晶格畸变程度比等量的氧引起的后果更为严重,因此,氮对提高工业纯钛焊缝的抗拉强度、硬度,降低焊缝的塑性性能方面比氧更为显著。
(4)碳 碳也是钛及钛合金中常见的杂质,试验表明,当含碳质量分数为0.13%时,碳因溶在α钛中,焊缝强度极限有所提高,塑性有所下降,但不及氧氮的作用强烈。但是当进一步提高焊缝含碳量时,焊缝却出现网状TiC,其数量随碳含量增高而增多,使焊缝塑性急剧下降,在焊接应力作用下易出现裂纹。因此,钛及钛合金母材的含碳质量分数应不大于0.1%,焊缝含碳量不超过母材含碳量。
此外,钛和钛合金在加热过程中,晶粒长大倾向强烈,同时其热导率低、热容量小,焊接时高温区温度较钢、铝、铜的高温区的温度更高,高温停留时间长,冷却速度慢,这些都使高温β相的晶粒极易过热长大并形成脆化相而降低塑性,因此,对焊接工艺要求严格。
有关焊接制造工程基础的文章

由于钛及钛合金的热容量大,使热影响区金属在高温停留的时间较长,焊缝晶粒因此变得粗大,容易引起焊接接头产生过热倾向,使焊接接头塑性明显降低。尤其是β型钛合金,焊接接头塑性下降最为明显。由于合金元素含量较高,焊接性较差,是一种高强度、高淬透性合金,厚度为12mm的TC10合金焊接时,会出现热影响区裂纹,而在焊前预热250℃时,可预防裂纹并能提高接头塑性。4)正常氢含量的钛及钛合金焊接时,不会出现氢化钛。......
2023-06-15

钛及钛合金的最大优点是比强度大,综合性能优越。氧和氮固溶于钛中,使钛晶格畸变,强度硬度增加,塑性韧性降低;而氢含量增加,焊缝金属的冲击韧性急剧降低,塑性下降较少;碳以间隙形式固溶于钛中,使强度提高,塑性下降,作用不如氮、氧显著,但碳量超过溶解度时,易于引起裂纹,因此钛及钛合金焊接时必须进行有效的保护。......
2023-06-23
钛及钛合金常用的焊接方法主要有钨极氩弧焊、熔化极氩弧焊、等离子弧焊、真空电子束焊、激光焊、闪光焊、摩擦焊、扩散焊、扩散钎焊、钎焊、电阻点焊和缝焊等。钛及钛合金组焊时,焊工必须戴洁净的手套严禁用铁器敲打。焊接过程中,焊缝及热影响区不会被空气污染及氧化、非常适用于钛及钛合金的焊接。为预防钛及钛合金真空电子束焊焊缝出现气孔,焊前要认真将待焊处进行酸洗和机械加工。钛及钛合金真空电子束焊的焊接参数见表6-3。......
2023-06-15

球墨铸铁的牌号表示方法按GB/T5612的规定,根据单铸和附铸试块的力学性能分为15个牌号。表1-10 球墨铸铁的部分牌号化学成分注:1.附铸试件测得的力学性能值比单铸试件更接近铸件本体的性能,但并不能准确反映铸件本体的力学性能。......
2023-06-24

电子束焊具有能量集中、焊接效率高等优点,而且焊接在真空中进行,可防止大气的污染,特别是电子束直径小、焊接宽度窄,可进行大熔深焊接,因而很适用于钛及钛合金的焊接。真空电子束焊可以保护焊接接头不受空气的污染,保证焊接质量。电子束焊前须对钛合金工件净化处理,净化处理后必也须保持清洁,不可继续污染。钛合金电子束焊缝的力学性能示例见表5-24。......
2023-06-23

钛及钛合金焊前,将待焊处及其周围必须仔细进行清理,去除油、污、锈、垢并保持干燥。表面氧化皮清理完后,应该立即进行酸洗,以确保无氧化和油脂污染。......
2023-06-15

活化后经水洗进入阳极氧化槽处理。阳极氧化处理 钛及钛合金阳极氧化工艺见表285。表285 钛及钛合金阳极氧化工艺溶液的配置及维护:先将工作体积的1/2左右的去离子水加到槽内,然后将计算量的磷酸和添加剂在不断搅拌条件下加入槽内,再用去离子水加至工作体积。......
2023-06-22
钛及钛合金等离子弧焊时,为了避免产生钛的氢化物,可使用纯氩或Ar+He混合气体,但不能混入氢气。钛及钛合金等离子弧焊的焊接参数见表5-21。目前小孔等离子弧焊的主要缺点是焊枪笨重,只能局限于自动化焊接。钛合金等离子弧焊时容易产生咬边,可以采用加填充焊丝或加焊一道装饰焊缝的方法消除。......
2023-06-23
相关推荐