图1-29铝合金分类相图2. 铝合金的代号、牌号表示方法变形铝合金的分类和牌号按性能特点和用途不同,变形铝合金可分为防锈铝合金、硬铝合金、超硬铝合金及锻铝合金。根据国家标准GB/T 16475—2008《变形铝及铝合金牌号表示方法》中的......
2023-06-24
纯铝是一种银白色的轻金属。它的密度小,熔点低,导电、导热性好,仅次于金、银和铜。铝是面心立方结构,强度低、塑性好,易于加工,可制成各种型材、板材。铝的耐蚀性优良,且其耐蚀性与纯度有关。工业纯铝主要用来制造电线、电缆,以及要求具有导热和耐大气腐蚀性能而强度要求不高的零件及生活用具等。
纯铝的强度很低,退火状态下的抗拉强度值约为80MPa,故不宜作结构材料。铝合金是以铝为基体元素,在其中加入一种或多种合金元素组成的合金,其中主要合金元素有铜、硅、镁、锌、锰,次要合金元素有镍、铁、钛、铬、锂等。铝合金不仅可以通过冷变形加工硬化的方法提高其强度,还可以通过热处理“时效硬化”的方法,进一步提高其强度。
铝合金按加工方法可以分为变形铝合金和铸造铝合金两大类。
变形铝合金能承受压力加工,可加工成各种形态、规格的铝合金型材,主要用于制造航空器材、建筑用门窗等。变形铝合金又分为不可热处理强化型铝合金和可热处理强化型铝合金。不可热处理强化型不能通过热处理来提高力学性能,只能通过冷加工变形来实现强化,它主要包括高纯铝、工业高纯铝、工业纯铝以及防锈铝等。可热处理强化型铝合金可以通过淬火和时效等热处理手段来提高力学性能,它可分为硬铝、锻铝、超硬铝和特殊铝合金等。
铸造铝合金按化学成分可分为铝硅合金、铝铜合金、铝镁合金、铝锌合金和铝稀土合金,其中铝硅合金又有过共晶硅铝合金、共晶硅铝合金、单共晶硅铝合金,铸造铝合金在铸态下使用。
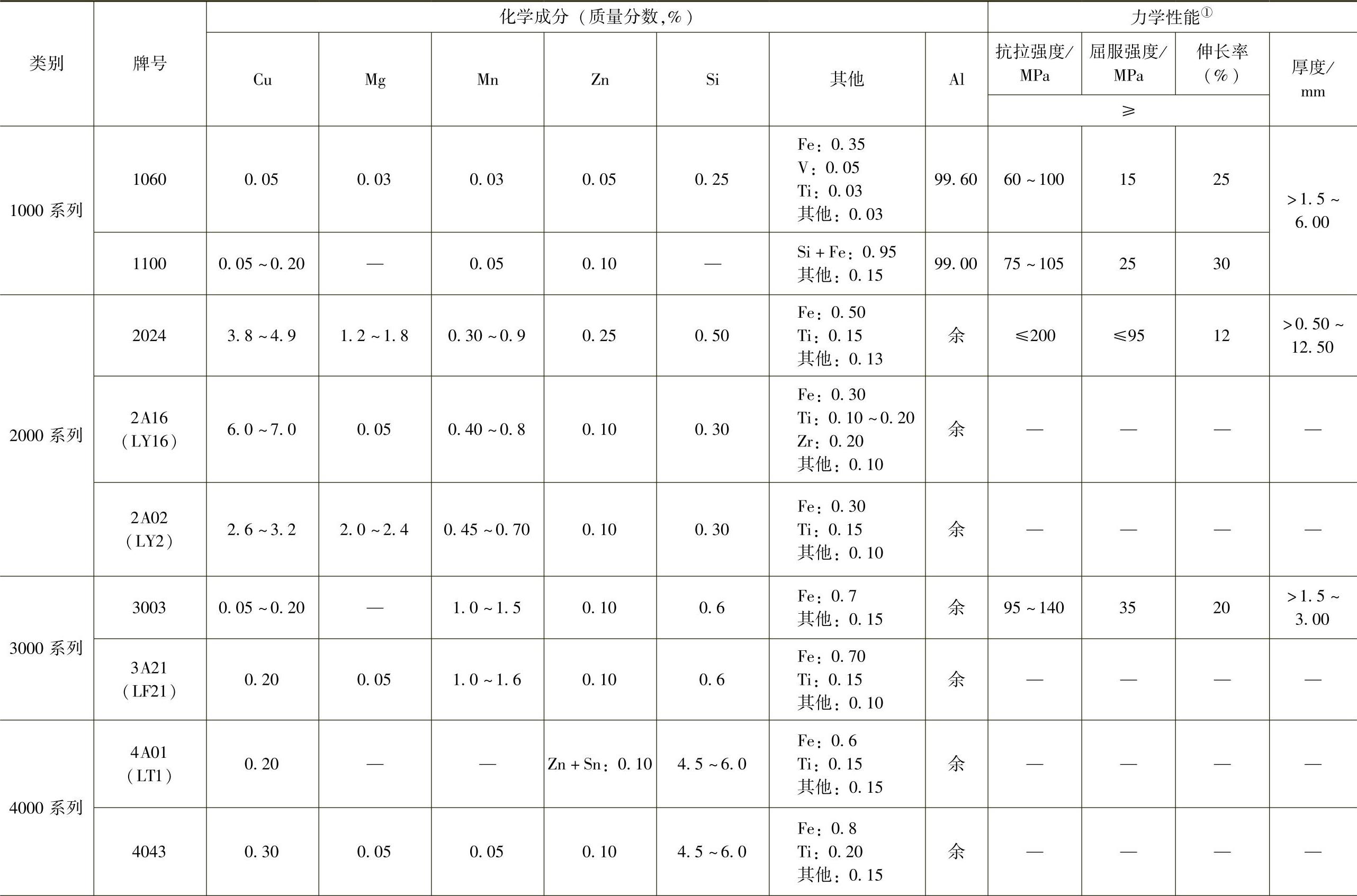
变形铝合金按其合金元素不同,可以分为9类。GB/T 3190—2008《变形铝及铝合金化学成分》规定了变形铝和铝合金的分类、牌号及成分,具体分类见表4-29。表4-30列出了一些典型变形铝合金的牌号、主要化学成分及力学性能。
表4-29 变形铝合金的分类

表4-30 一些典型变形铝合金的牌号、主要化学成分及力学性能
(续)

①力学性能取自GB/T 3880.2—2006《一般工业用铝及铝合金板带材力学性能》,此表中列出的均为退火态。
铝及铝合金的焊接难点如下:
1)极易氧化。在空气中,铝容易同氧化合,生成致密的Al2O3薄膜(厚度为0.1~0.2μm)。氧化铝熔点高(约2050℃),密度约为铝的1.4倍(3.95~4.10g/cm3),薄膜表面易吸附水分,焊接时,它阻碍基本金属的熔合,极易形成气孔、夹渣、未熔合等缺陷,引起焊缝性能下降。
2)易产生气孔。铝和铝合金焊接时产生气孔的主要原因是氢,由于液态铝可溶解大量的氢,而固态铝几乎不溶解氢,因此当熔池快速冷却与凝固时,氢来不及逸出,容易在焊缝中聚集形成气孔。氢气孔目前难以完全避免,氢的来源很多,包括电弧焊气氛中的氢、铝板和焊丝表面氧化膜吸附空气中的水分等。
3)焊缝变形和形成裂纹倾向大。铝的线胀系数和结晶收缩率约比钢大两倍,易产生较大的焊接变形和内应力,对刚性较大的结构将促使热裂纹的产生。
4)铝的热导率大,约为钢的4倍,因此,焊接铝和铝合金比焊接钢材要消耗更多的热量。
5)合金元素的蒸发烧损。铝合金中含有低沸点的元素(如镁、锌、锰等),在高温电弧作用下,极易蒸发烧损,从而改变焊缝金属的化学成分,使焊缝性能下降。
6)高温强度和塑性低。高温时铝的强度和塑性很低,破坏了焊缝金属的成形,有时还容易造成焊缝金属塌落和焊穿现象。
7)无色彩变化。铝及铝合金从固态转为液态时,无明显的颜色变化,使操作者难以掌握加热温度。
有关焊接制造工程基础的文章

图1-29铝合金分类相图2. 铝合金的代号、牌号表示方法变形铝合金的分类和牌号按性能特点和用途不同,变形铝合金可分为防锈铝合金、硬铝合金、超硬铝合金及锻铝合金。根据国家标准GB/T 16475—2008《变形铝及铝合金牌号表示方法》中的......
2023-06-24

铝及铝合金的线胀系数是钢的2倍,在约束条件下焊接时,所产生较大的焊接应力,也是铝及铝合金具有较大的裂纹倾向的原因之一。铝及铝合金焊接时不等强度的表现,说明焊接接头发生了某种程度的软化或存在某一性能上的薄弱环节。......
2023-06-15

草酸阳极氧化就是在质量分数为2%~10%的草酸溶液中,通以直流、交流或交直流叠加电流进行铝及铝合金的阳极氧化。表229 铝及铝合金草酸阳极氧化工艺规范注:氧化时工件应带电入槽,并阶梯式升压。厚度小于0.6mm的铝及铝合金板材和有焊接头的铝合金工件上不适合用草酸阳极氧化法处理。......
2023-06-22
铝及铝合金采用熔化极氩弧焊的焊接电流大、热量集中,焊缝熔池熔深大,焊接速度相应的增加,焊接生产率比手工钨极氩弧焊提高近20倍,适用于中等厚度较规则的纵焊缝、环焊缝及平焊位置的铝及铝合金焊接。用熔化极脉冲氩弧焊可以焊接1mm的薄板。5)大厚度的铝板焊接时,为了加大熔深,确保焊透,应采用氩气与氦气的混合气体进行焊接,要求氦气的体积分数为70%。铝及铝合金大电流熔化极氩弧焊的焊接参数见表4-13。......
2023-06-15
铝镁合金也仅可变形强化,与其他铝合金相比,铝镁合金具有中等强度,其延性、焊接性能、耐蚀性能良好。2)为保证焊缝金属的耐蚀性,母材为纯铝时,宜采用纯度不低于母材的焊丝;母材为铝镁合金或铝锰合金等耐蚀铝合金时,宜采用含镁量或含锰量不低于母材的焊丝。未强化的铝及铝合金的预热温度一般为100~150℃;经强化的铝合金,预热温度不应超过100℃。......
2023-06-23

观察结果证明,采用铬酸、磷酸、草酸和硫酸得到的阳极氧化膜结构完全相同。表219 不同氧化膜中细胞或孔隙数目图24所示为铝及铝合金阳极氧化膜的多孔蜂窝结构,在其膜层上,微孔垂直于表面,其结构单元的尺寸、孔径、壁厚和阻挡层厚等参数均可由电解液成分和工艺参数控制。铝阳极氧化膜硬度与其他材料的硬度比较见表220。......
2023-06-22

图220 硬质氧化工件获得硬质阳极氧化膜的方法如下:1)降低电解液的温度。2)硬质阳极氧化的温度低。在纯铝上可达1500HV以上,在铝合金中,7A04合金最易获得硬质阳极氧化膜。表240列出了7A04铝合金硬质阳极氧化膜各种摩擦偶的摩擦性能。铝镁合金硬质阳极氧化膜的击穿电压见表242。如7A04合金硬质阳极氧化处理后,疲劳强度可下降50%左右。......
2023-06-22
相关推荐