以热源类型为横坐标,以两材料发生结合时的物理状态为纵坐标,用二元坐标法将焊接方法进行分类,见表3-7。表3-7 焊接方法分类(续)焊接方法的主要特点:1)节省材料,减轻重量。可焊范围较广,而且连接性能较好。焊接接头可达到与工件金属等强度或相应的特殊性能。4)满足特殊连接要求。尽管如此,焊接加工在应用中仍存在某些不足。采用焊接方法修复某些有缺陷、失去精度或有特殊要求的工件,可延长使用寿命,提高使用性能。......
2023-06-28
低合金钢是在低碳钢的基础上添加一定量的合金元素(如Mn、Si、Cr、Mo、Nb、Cu、Ti、V、Zr、B、P和N等,但总的质量分数不超过5%,一般在3.5%以下),以强化铁素体基体,控制晶粒长大,提高材料的强度、塑性及韧性。低合金钢一般在热轧条件下供货,有的在控轧、正火或沉淀强化条件下供货以满足用户对冲击韧度的特殊要求,如要求更高强度(σs=490~980MPa)时,低合金钢也可以在调质状态下供货。
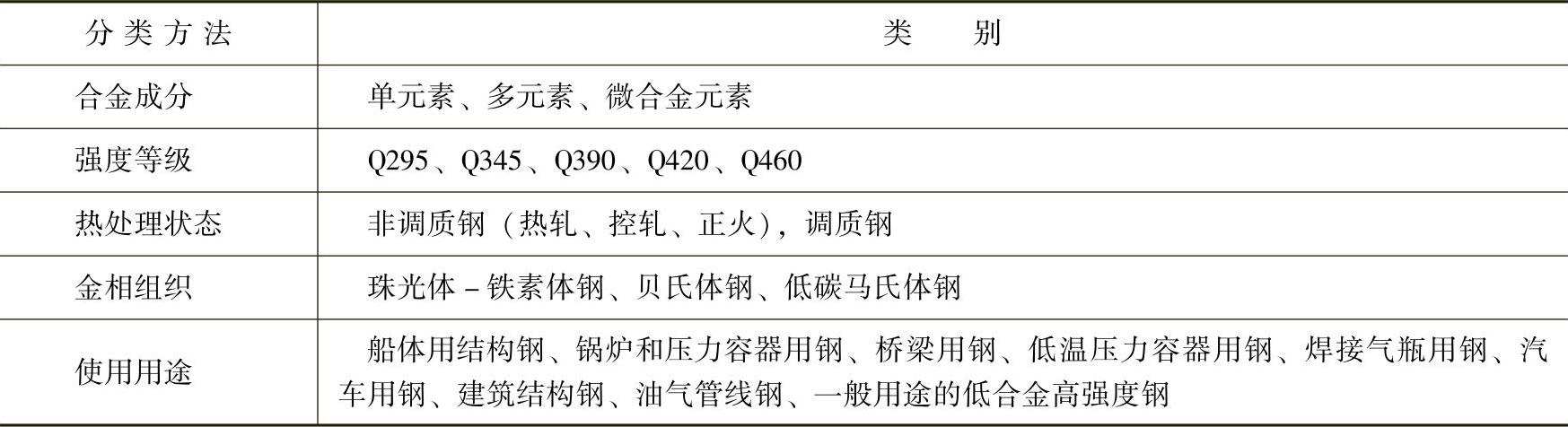
按照不同的分类方法,可以将低合金钢分为不同的种类(见表4-4)。
表4-4 低合金钢的分类
总体来说,低合金钢焊接易于产生的主要问题是焊接裂纹和热影响区的脆化,对于抗拉强度大于800MPa级的调质钢,还存在软化区的问题。为了防止冷裂纹,要采取相应的预热和后热措施,并且选用低氢和超低氢的焊接材料。在抗拉强度800MPa以上的钢种还可以考虑选用低强度匹配的焊接材料等。为了缩小热影响区的脆化区,主要采取限制焊接热输入等措施,在多道焊接时降低焊道之间温度也有一定的作用。
1.船体用结构钢
船体结构用钢也叫造船用钢,是指按船级社建造规范要求生产的用于制造船体结构的钢材。常作为专用钢订货、排产、销售,一般包括船板和型钢等。
根据GB 712—2000《船体用结构钢》规定,船体用结构钢按照其最小屈服强度划分强度级别,可分为一般强度结构钢和高强度结构钢。一般强度结构钢分为A、B、D、E四个质量等级,碳的质量分数一般不大于0.18%~0.21%,且含有少量的Si、Mn等有益元素,其硫、磷的质量分数都控制在0.035%以内;高强度结构钢为三个强度级别、四个质量等级,即A32、A36、A40、D32、D36、D40、E32、E36、E40、F32、F36和F40,其碳的质量分数一般不大于0.16%~0.18%,且含有少量Si、Mn、Al、Nb、V、Ti等有益元素,A、D、E级钢中硫、磷的质量分数都控制在0.035%以内,F级控制在0.025%以内。船体用结构钢的主要化学成分和典型力学性能见表4-5。
船体用结构钢含碳量低,合金元素少,碳当量均不大于0.40%,因此焊接性能良好。但应当注意大厚度高强度船体结构钢的焊接性及其焊接裂纹问题。
表4-5 船体用结构钢的主要化学成分和典型力学性能
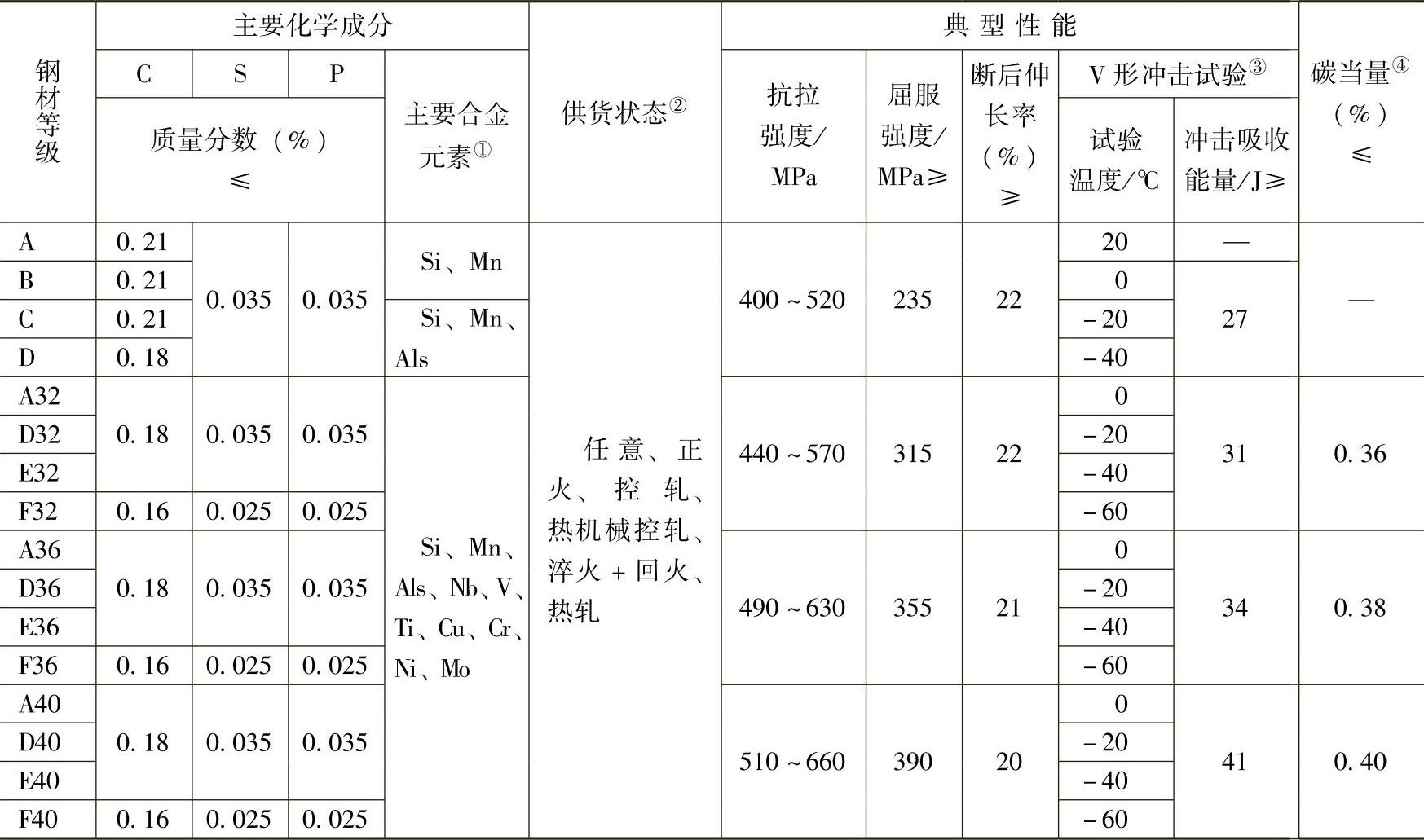
①F32、F36、F40还含N,Als代表的是钢中的酸溶铝含量。
②因级别和板厚不同,具有不同的供货状态,具体参照标准。
③板厚不大于50mm,纵向试样,其他详见标准。
④板厚不大于50mm。
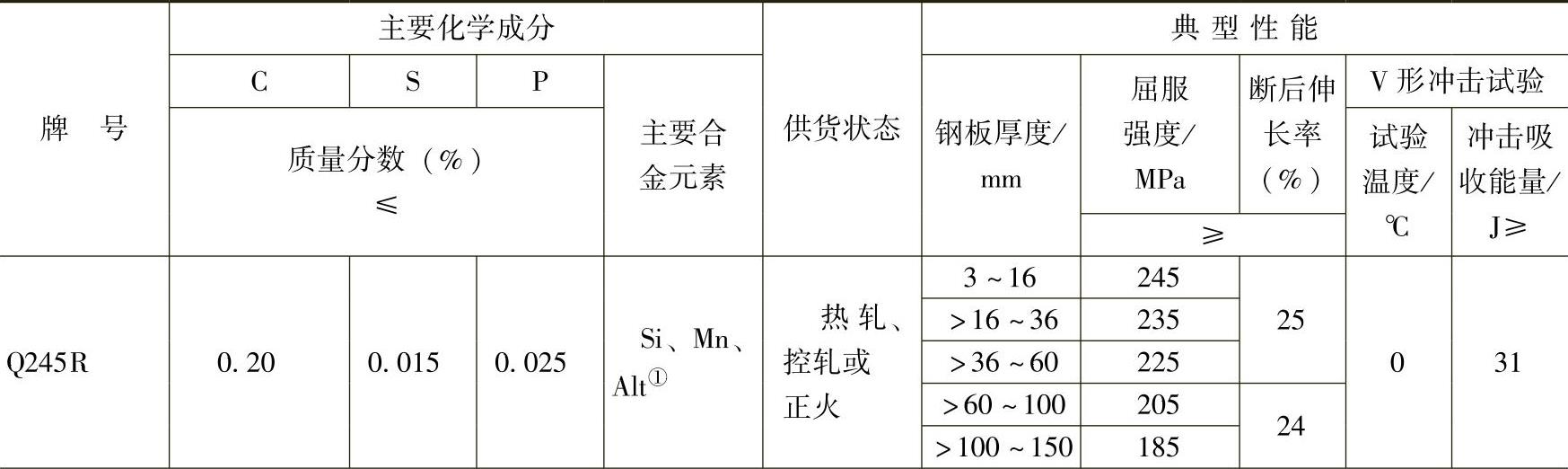
锅炉和压力容器用钢分两类,因此其牌号命名方法也有两类,一类是由代表屈服强度的汉语拼音字母、屈服强度数值、“容”字的汉语拼音字母“R”表示,如Q245R、Q345R;另一类是钼钢和铬钼合金钢,牌号用平均含碳量和合金元素字母、“容”字的汉语拼音首位字母“R”表示。GB 713—2008《锅炉和压力容器用钢板》涉及锅炉和压力容器用钢板有9个牌号,即Q245R、Q345R、Q370R、18MnMoNbR、13MnNiMoR、15CrMoR、14Cr1MoR、12Cr2Mo1R和12Cr1MoVR。锅炉和压力容器用钢碳的质量分数一般小于0.2%,同时严格限制硫、磷含量。交货状态Q245R、Q345R可按热轧、控轧或正火状态,Q370R按正火状态交货。铬-钼钢按正火加回火状态交货,12Cr2Mo1R和12Cr1MoVR的回火温度应不低于680℃,其他牌号的回火温度应不低于620℃。锅炉和压力容器用钢的主要化学成分和典型力学性能见表4-6。
表4-6 锅炉和压力容器用钢的主要化学成分和典型力学性能
(续)
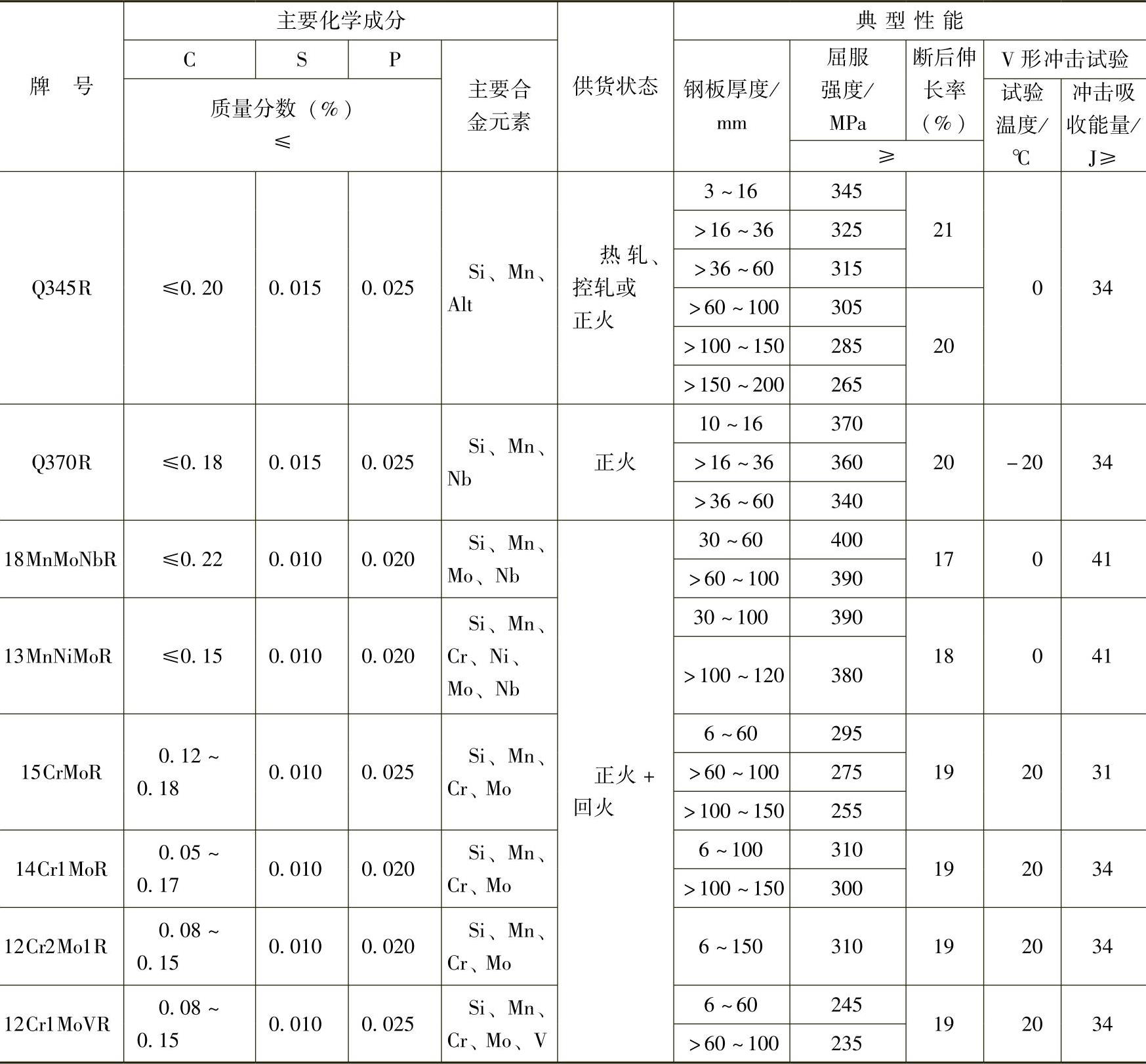
①Alt代表钢中的全铝含量。
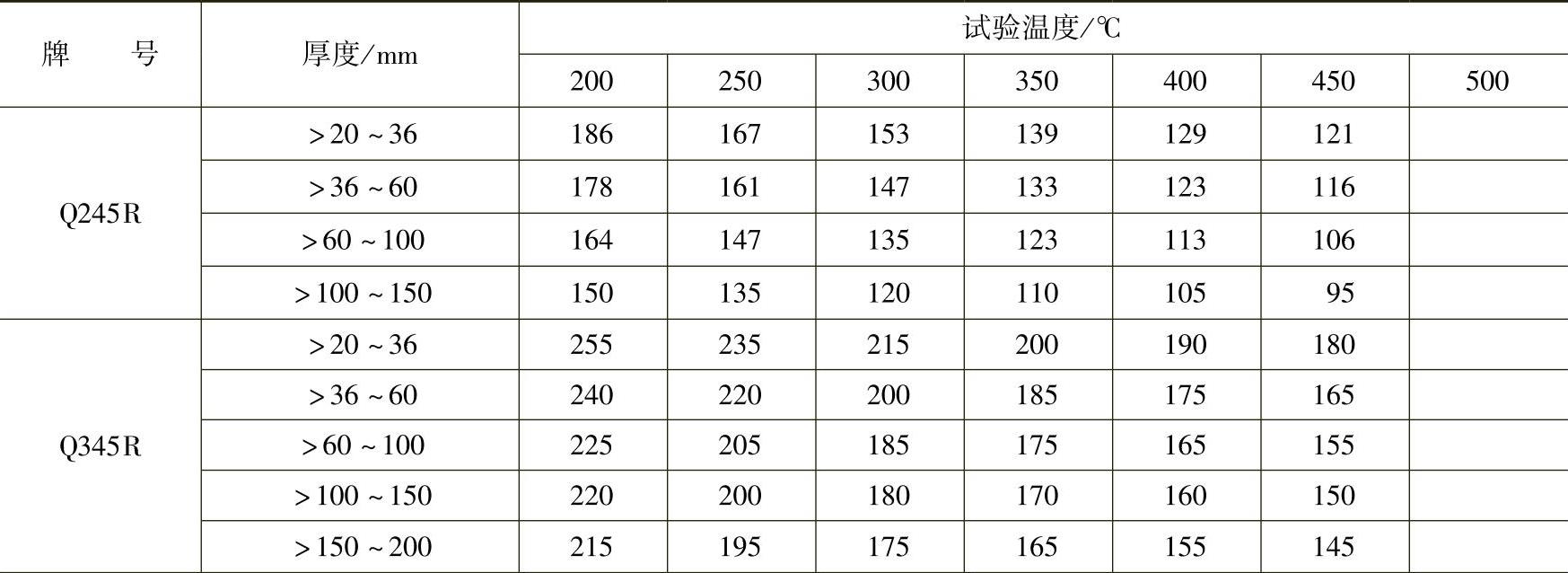
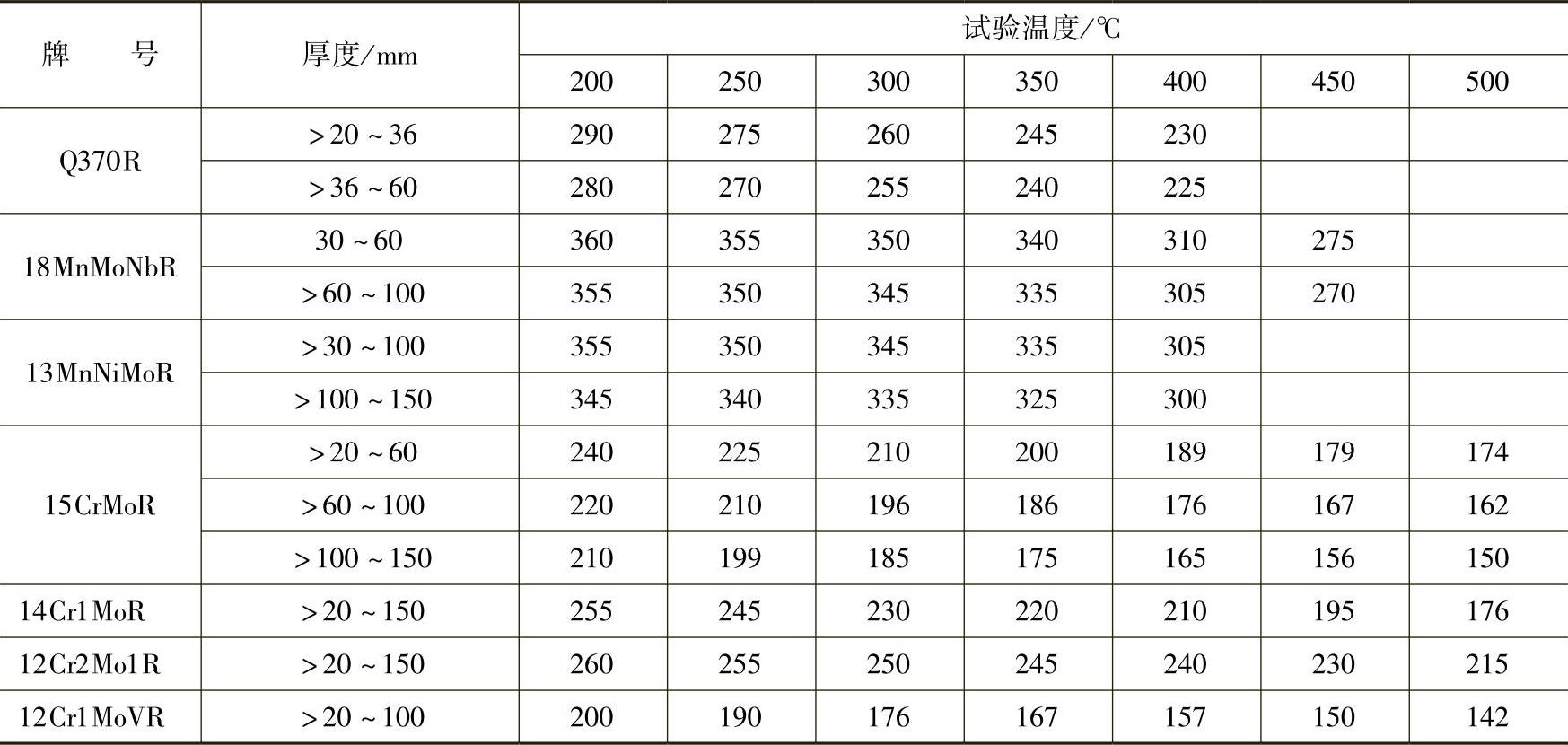
对于厚度大于20mm的锅炉和压力容器用钢钢板可进行高温拉伸试验,高温下的下屈服强度值应符合表4-7的规定。
表4-7 锅炉和压力容器用钢的高温力学性能
(续)
3.桥梁用钢
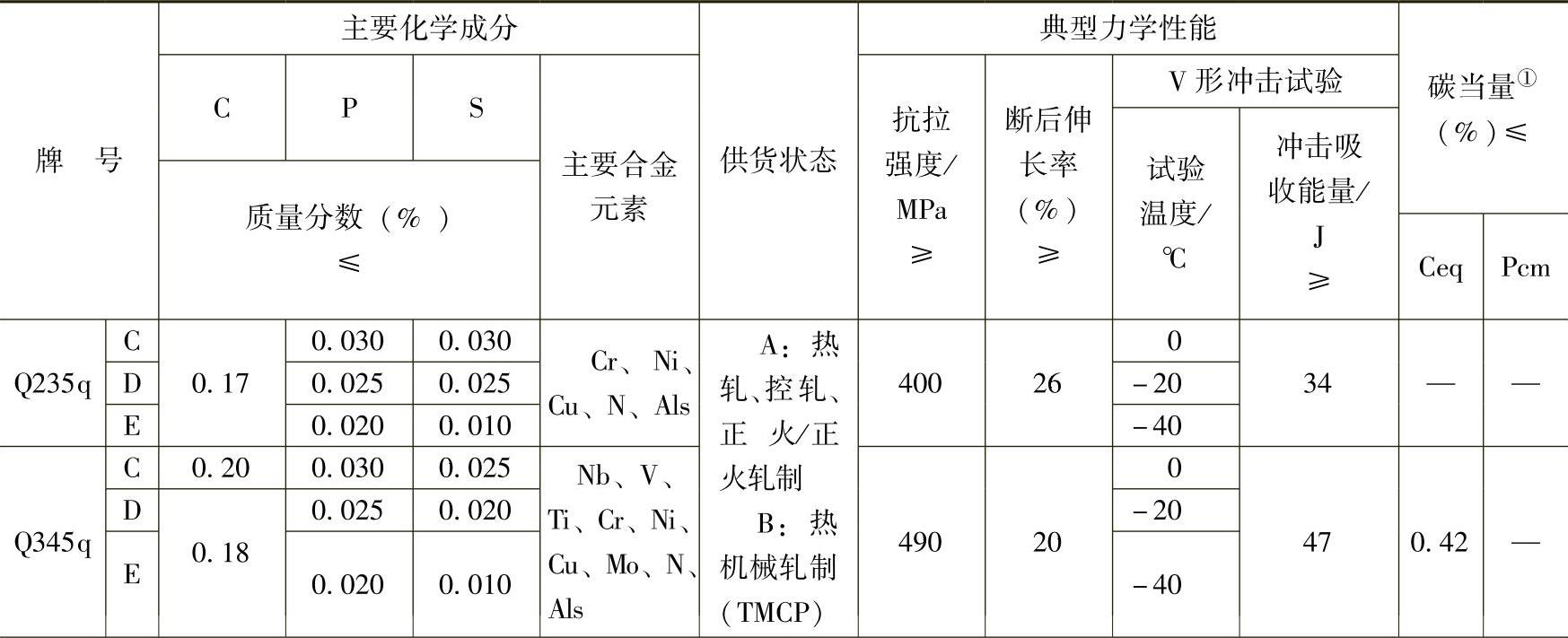
在普通碳素结构钢的基础上,进一步控制硫、磷含量,可以得到桥梁用钢。桥梁用钢的牌号由代表屈服强度的汉语拼音字母、屈服强度数值、桥字的汉语拼音字母“q”、质量等级符号(C、D、E)等几部分组成,如Q420qD。当要求钢板具有耐候性能或厚度方向性能时,则在上述规定的牌号后分别加上代表耐候的汉语拼音字母“NH”或厚度方向(Z向)性能级别的符号,如Q420qDNH或Q420qDZ15。GB/T 714—2008《桥梁用结构钢》规定了9个基本牌号,即Q235q、Q345q、Q370q、Q420q、Q460q、Q500q、Q550q、Q620q和Q690q,其中Q500q、Q550q、Q620q和Q690q为标准推荐使用的钢牌号。桥梁用钢的含碳量较低[w(C)≤0.17%~0.20%不等],硫、磷含量随着级别提高而控制更加严格,特别是对于厚度大于15mm的保证厚度方向性能的各牌号钢板,其Z向性能级别Z15、Z25、Z35分别对应钢中硫的质量分数不大于0.010%、0.007%和0.005%。桥梁用钢的交货状态分别有热轧、控轧、正火/正火轧制、热机械轧制(TMCP)、淬火+回火、热机械轧制(TMCP)+回火等,其主要化学成分、供货状态和典型力学性能见表4-8。
表4-8 桥梁用钢的主要化学成分及典型力学性能
(续)
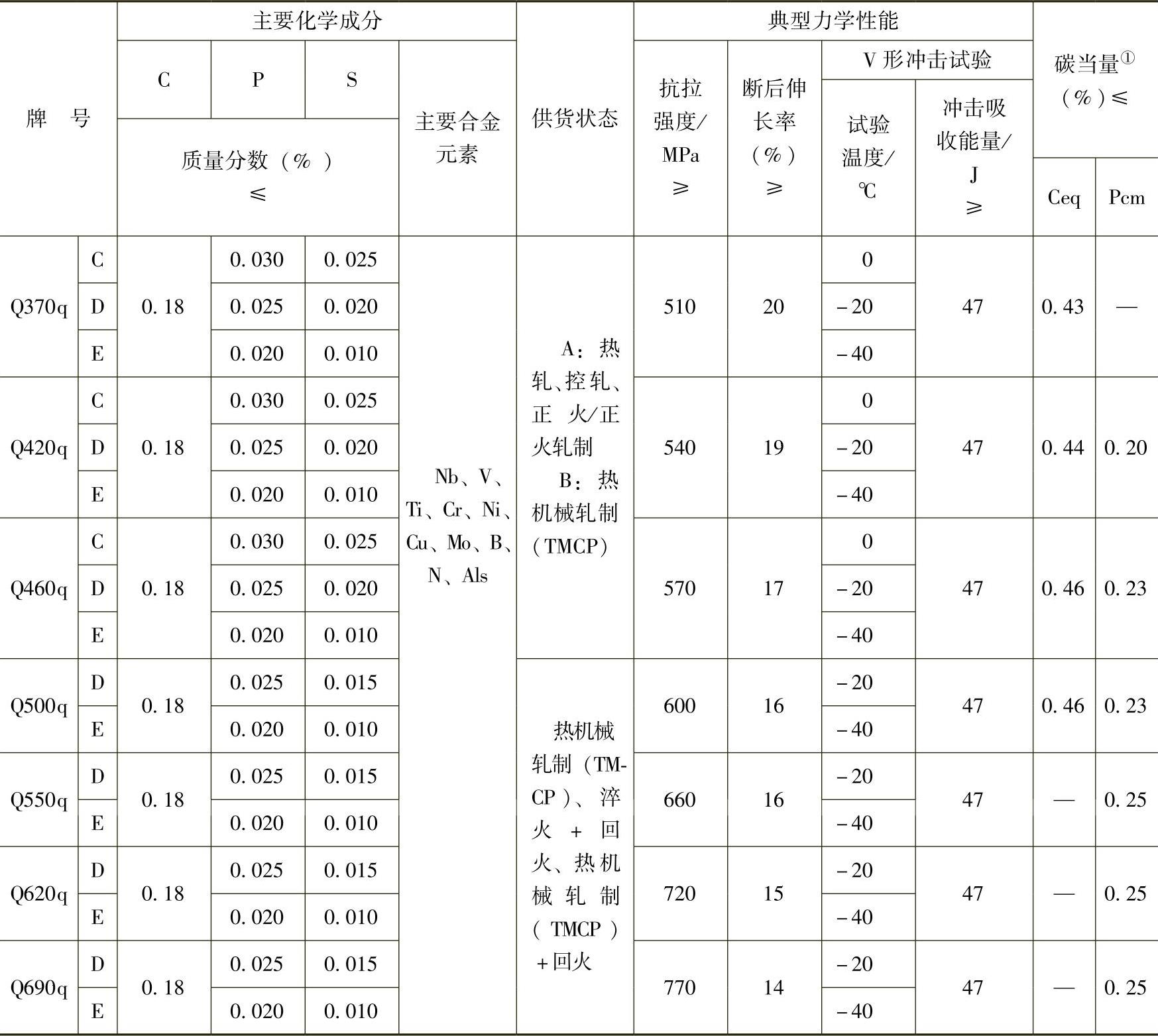
①本表中列出的是指板厚不大于50mm的要求,另外,Q235q、Q345q、Q370q、Q420q对应的是A交货状态,Q460q、Q500q、Q550q、Q620q和Q690q对应的是淬火+回火、热机械轧制或热机械轧制+回火状态。当各牌号钢含碳的质量分数不大于0.12%时,可采用裂纹敏感指数Pcm代替碳当量评估钢材的焊接性,按照第5章公式(5-1)计算。
4.低温压力容器用钢
低温压力容器用钢牌号中的后缀“D”和“R”分别是指低温压力容器“低”和“容”的汉语拼音的首字母。GB 3531—2008《低温压力容器用低合金钢钢板》中规定了三种低温压力容器用钢,分别是16MnDR、15MnNiDR和09MnNiDR,其主要化学成分、供货状态和典型力学性能见表4-9。
5.焊接气瓶用钢
焊接气瓶用钢的牌号由“焊瓶”的汉语拼音首位字母“HP”和下屈服强度下限值两个部分组成。GB 6653—2008《焊接气瓶用钢板和钢带》规定了5个牌号,即HP235、HP265、HP295、HP325和HP345,其主要化学成分、供货状态和典型力学性能见表4-10。
表4-9 低温压力容器用钢的主要化学成分及典型力学性能
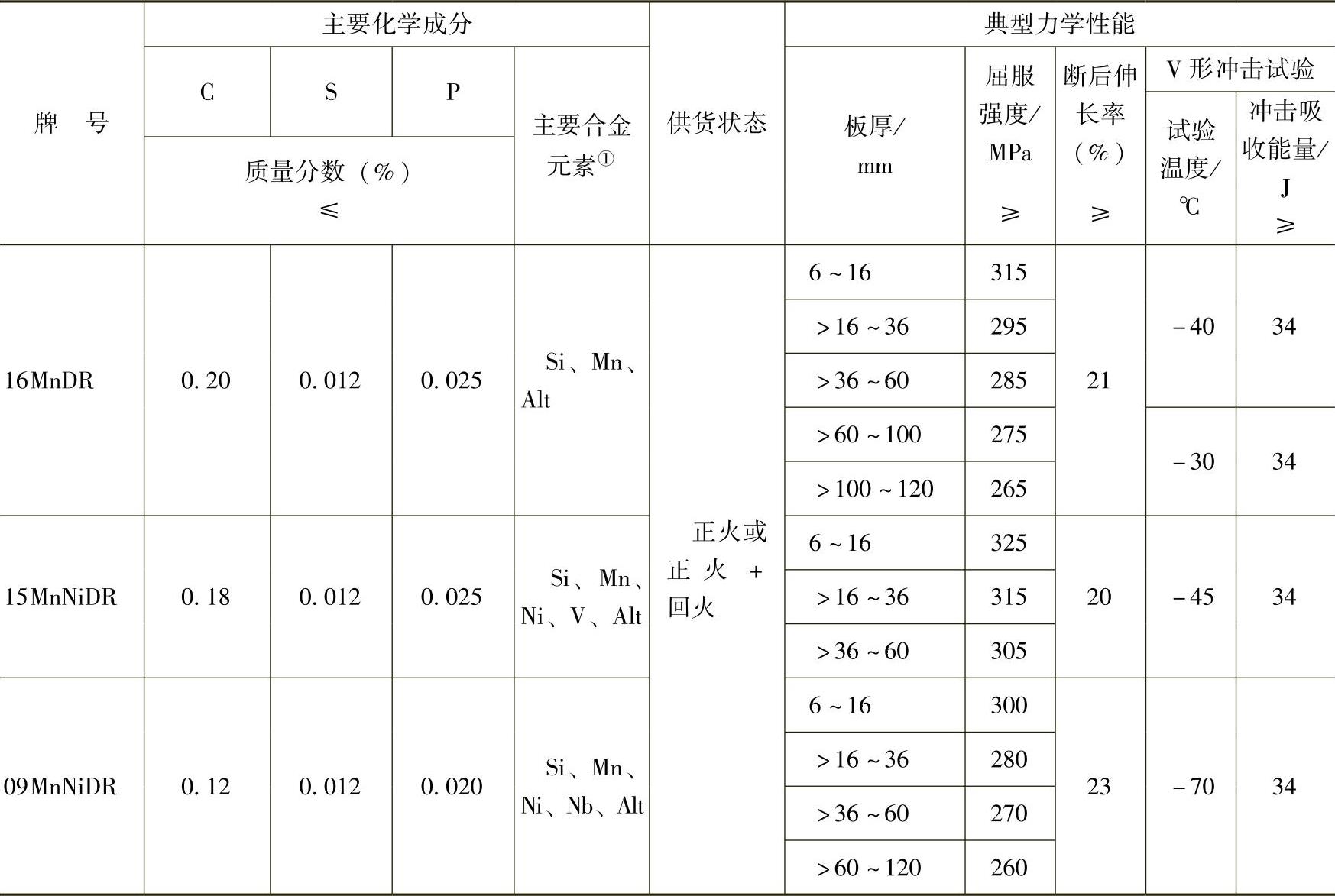
①Alt代表的是钢中的全铝含量,为改善钢板的性能,钢中可添加微量V、Ti、Nb、RE等元素,w(V+Ti+Nb)≤0.12%。
表4-10 焊接气瓶用钢的主要化学成分及典型力学性能
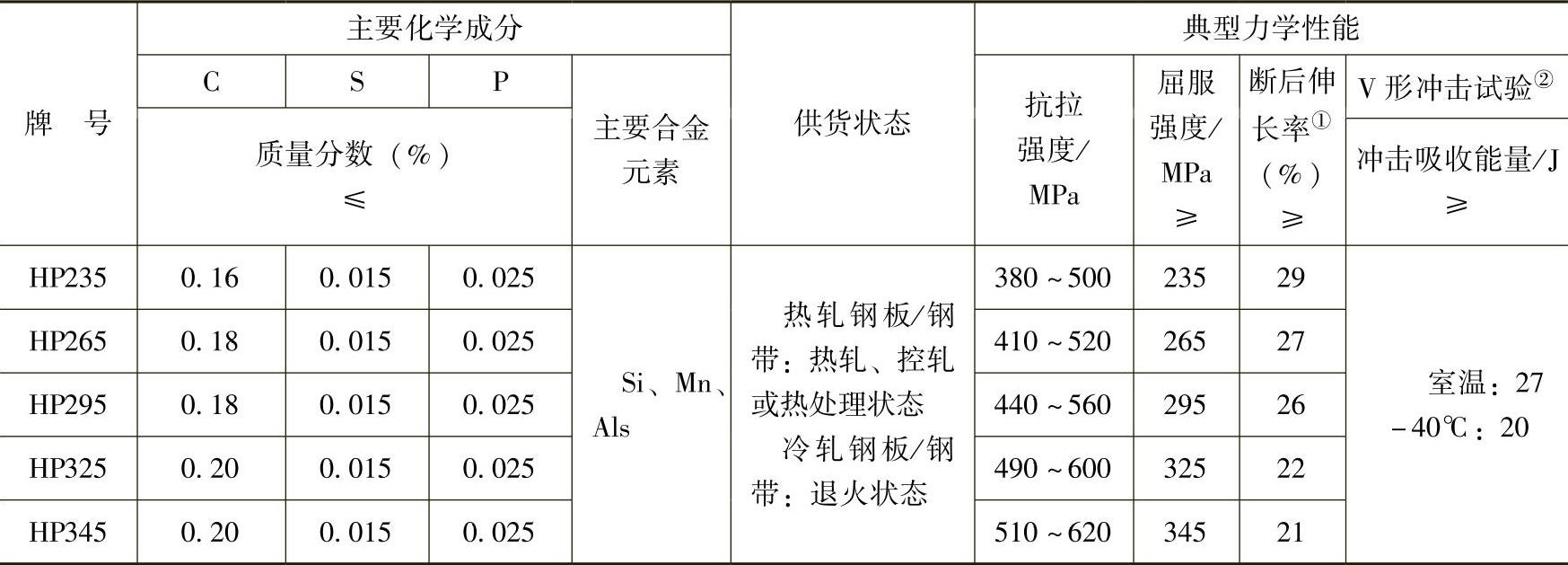
①指板厚不小于3mm的钢板。
②试样方向为横向,试样尺寸10mm×10mm×55mm。
6.汽车用钢板
汽车用钢板主要包括汽车大梁用钢和汽车车身覆盖件用结构钢。
(1)汽车大梁用钢 汽车大梁用钢的牌号由抗拉强度下限值和汉语拼音“梁”的首字母“L”两个部分组成。GB/T 3273—2005《汽车大梁用热轧钢板和钢带》中规定了5个牌号的汽车大梁用热轧钢板和钢带,分别是370L、420L、440L、510L和550L,其主要化学成分、供货状态和典型力学性能见表4-11。
表4-11 汽车大梁用钢的主要化学成分及典型力学性能
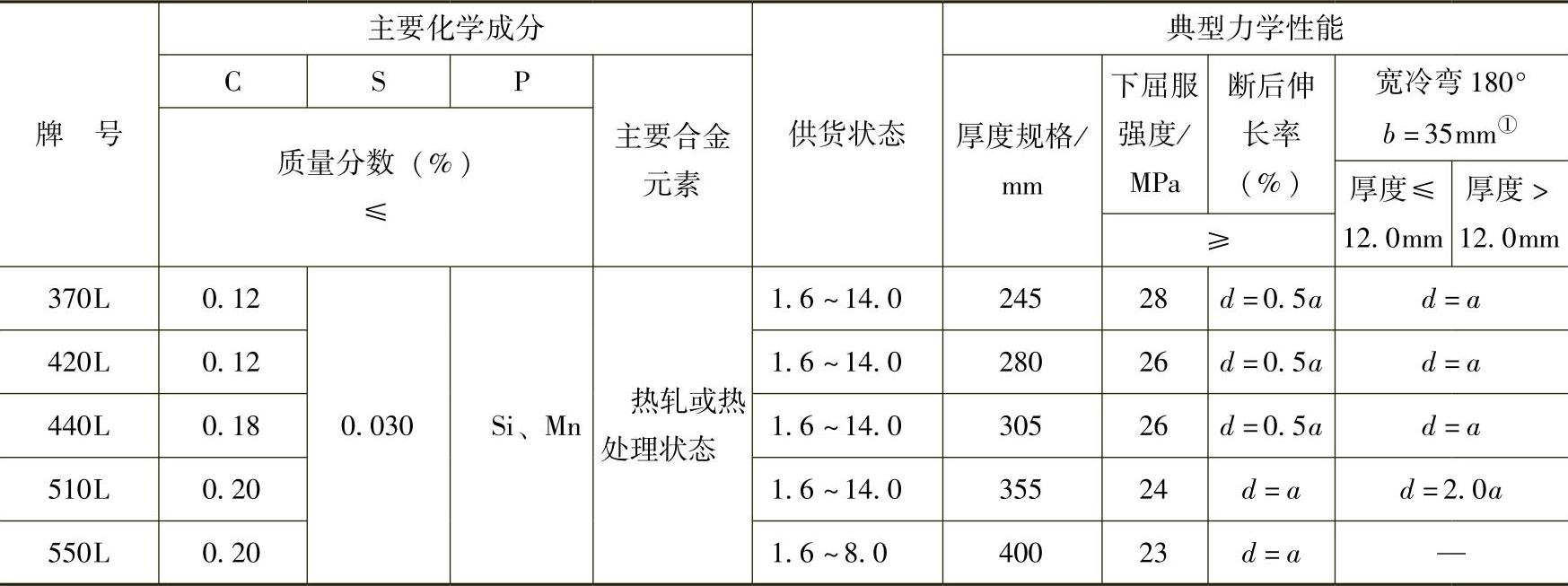
①a为试样厚度;b为冷弯试样的宽度;d为弯心直径。
(2)汽车车身覆盖件用钢板 汽车车身覆盖件用代表性钢板,包含汽车用高强度冷连轧和热连轧钢板及钢带。冷轧板有7种,分别为烘烤硬化钢、双相钢、高强度无间隙原子钢、低合金高强度钢、各向同性钢、相变诱导塑性钢和马氏体钢,GB/T 20564—2007《汽车用高强度冷连轧钢板及钢带》共分7个部分分别规定了冷连轧钢板及钢带的牌号、化学成分、力学性能及相应的尺寸外形等要求,钢板及钢带均以退火后平整状态交货。钢的牌号均以冷轧的英文首位字母“CR”开头,后面紧跟规定的最小屈服强度值(或加上规定的最小抗拉强度值)以及类别的英文首位字母。GB/T 20887—2007《汽车用高强度热连轧钢板及钢带》共分5个部分分别规定了热连轧钢板及钢带的牌号、化学成分、力学性能及相应的尺寸外形等要求,其以热轧或控轧状态交货。钢的牌号均以热轧的英文首位字母“HR”开头,后面紧跟规定的最小屈服强度值(或加上规定的最小抗拉强度值)以及类别的英文首位字母。
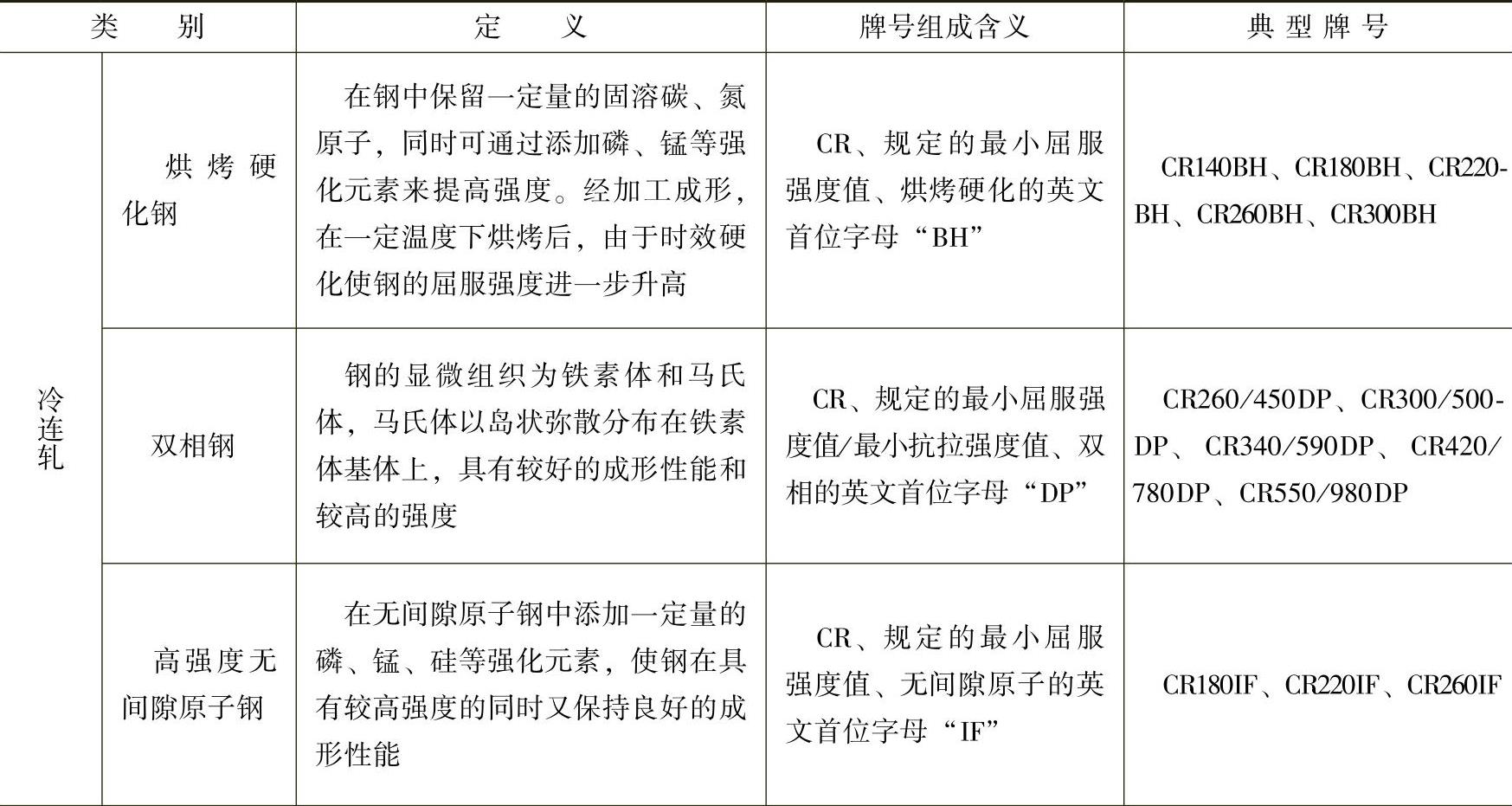
汽车用高强度冷/热连轧钢板及钢带的分类及定义、牌号组成含义和典型牌号见表4-12。各类别中各牌号的化学成分及其典型力学性能分别见表4-13和表4-14。
表4-12 汽车用高强度冷/热连轧钢板及钢带的分类及定义、牌号组成含义和典型牌号
(续)
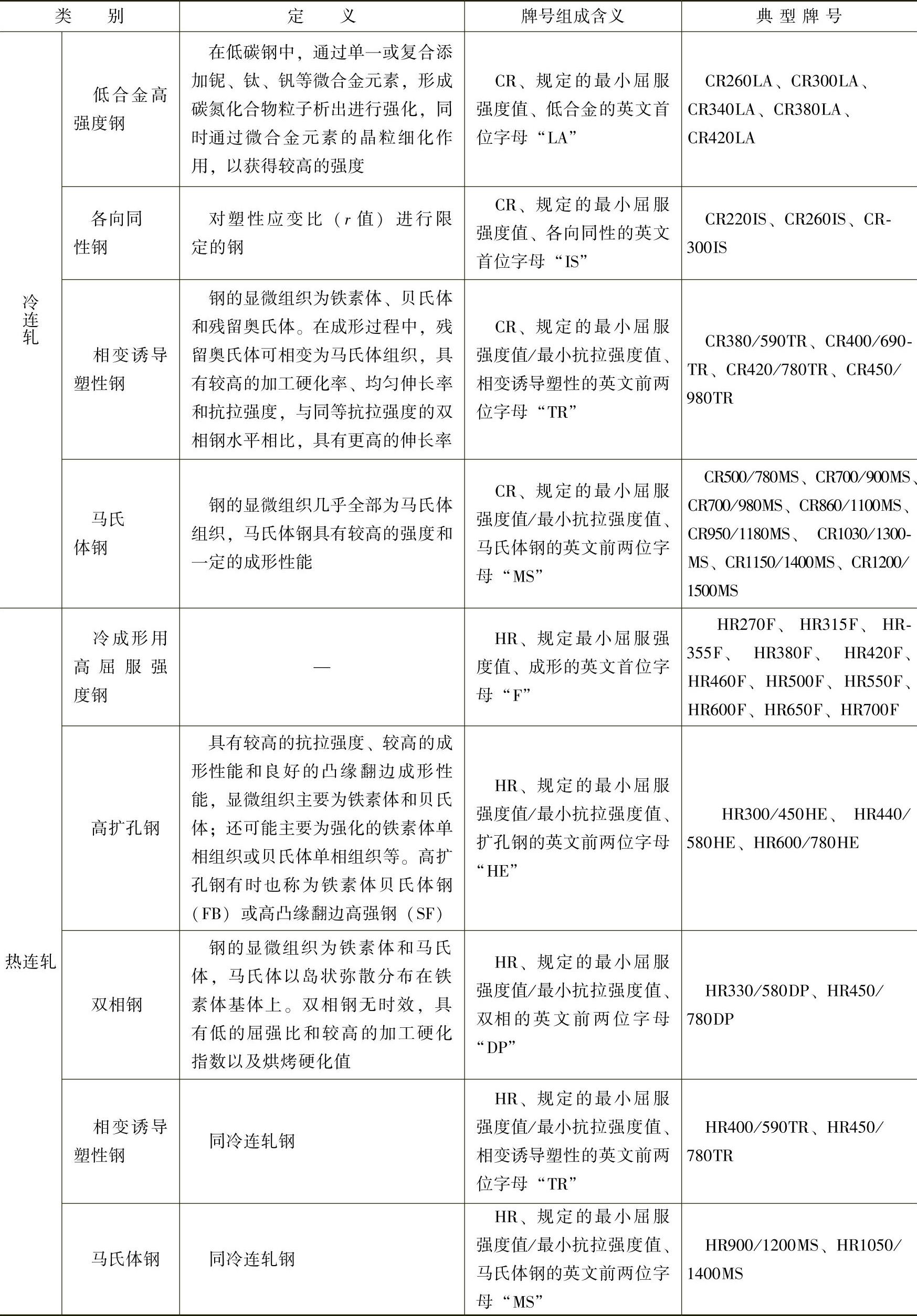
表4-13 汽车用高强度冷连轧钢板及钢带牌号的主要化学成分和典型力学性能
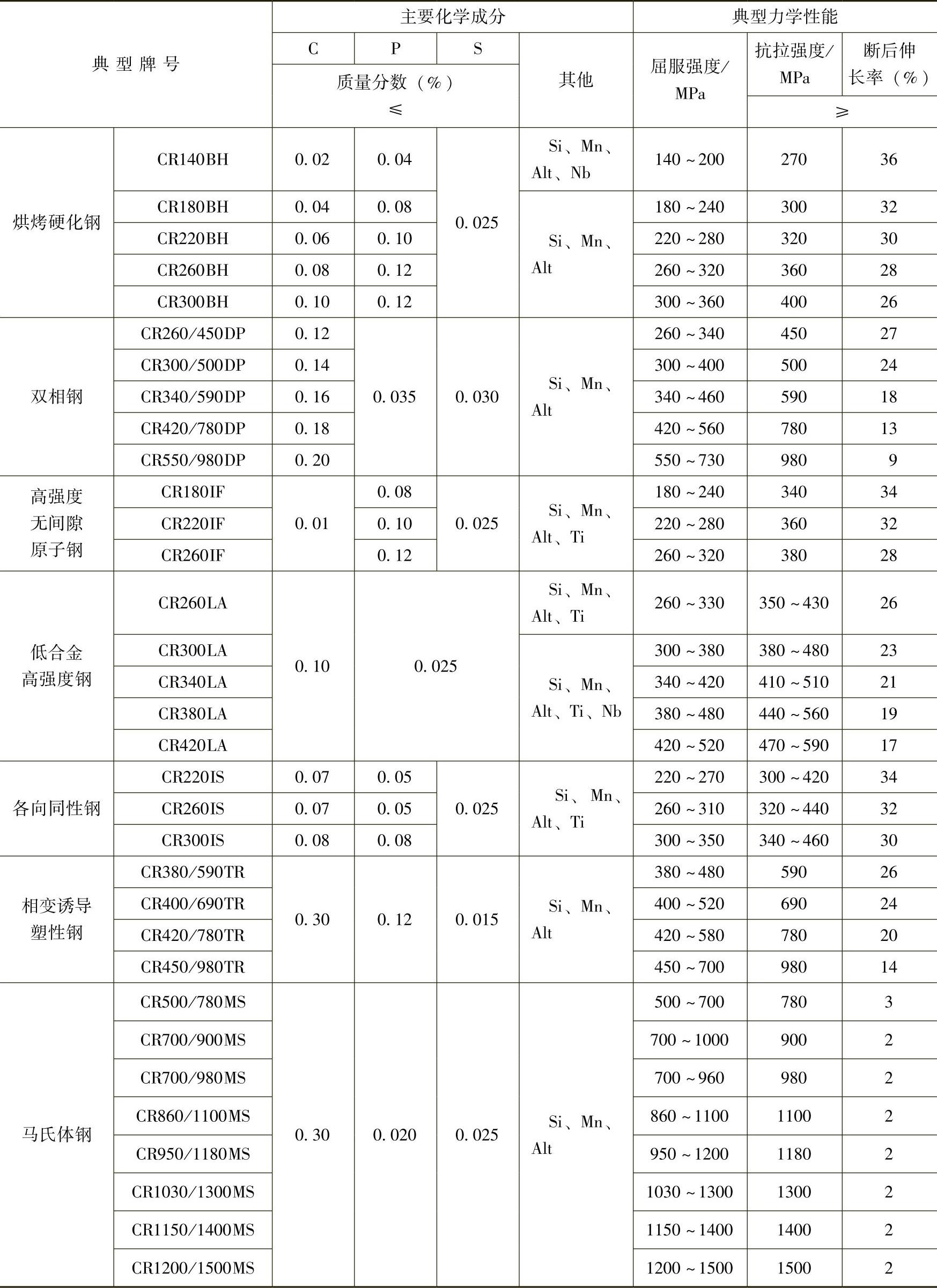
表4-14 汽车用高强度热连轧钢板及钢带牌号的主要化学成分和典型力学性能
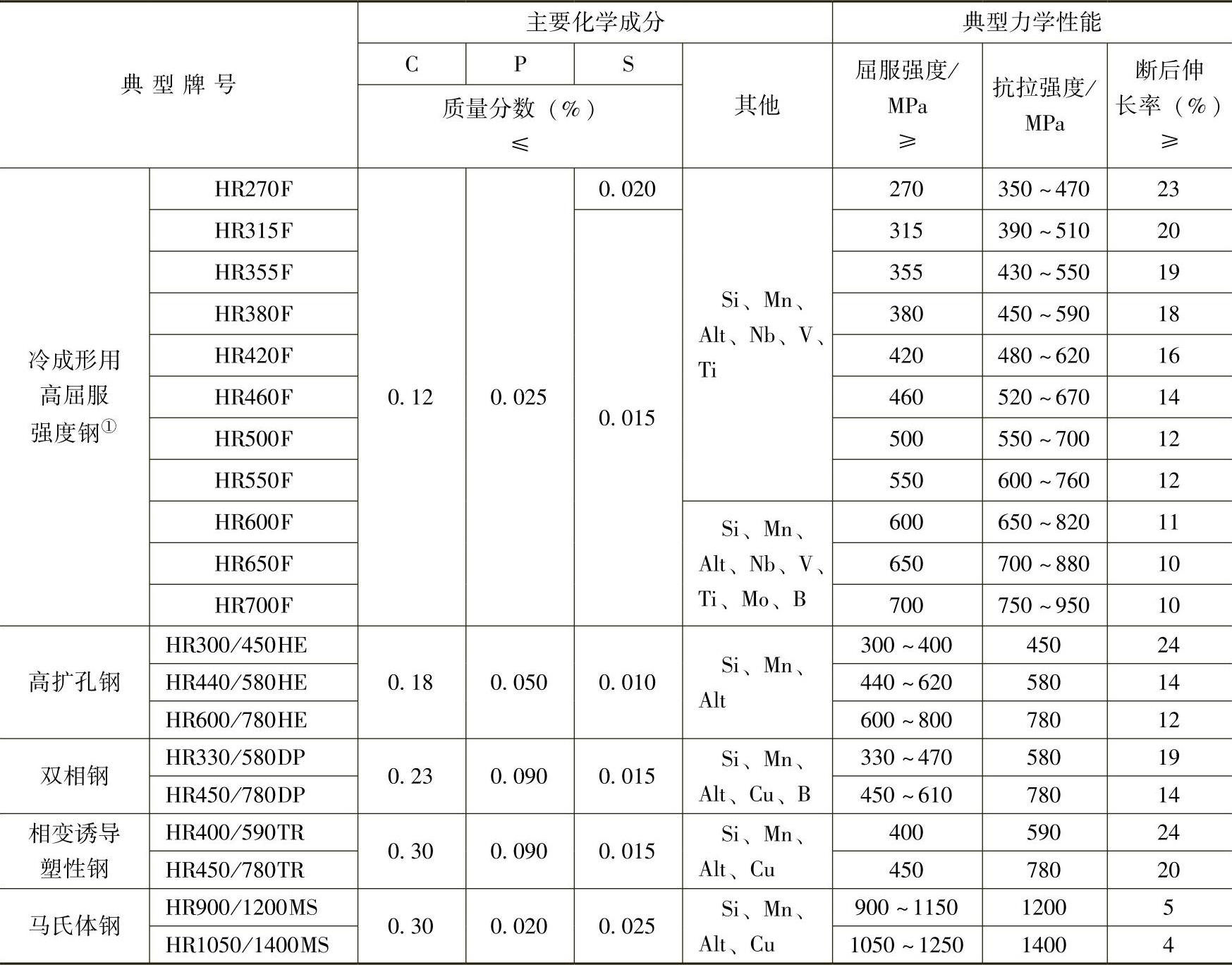
①断后伸长率试样公称厚度≤3mm。
7.一般用途的低合金高强度结构钢
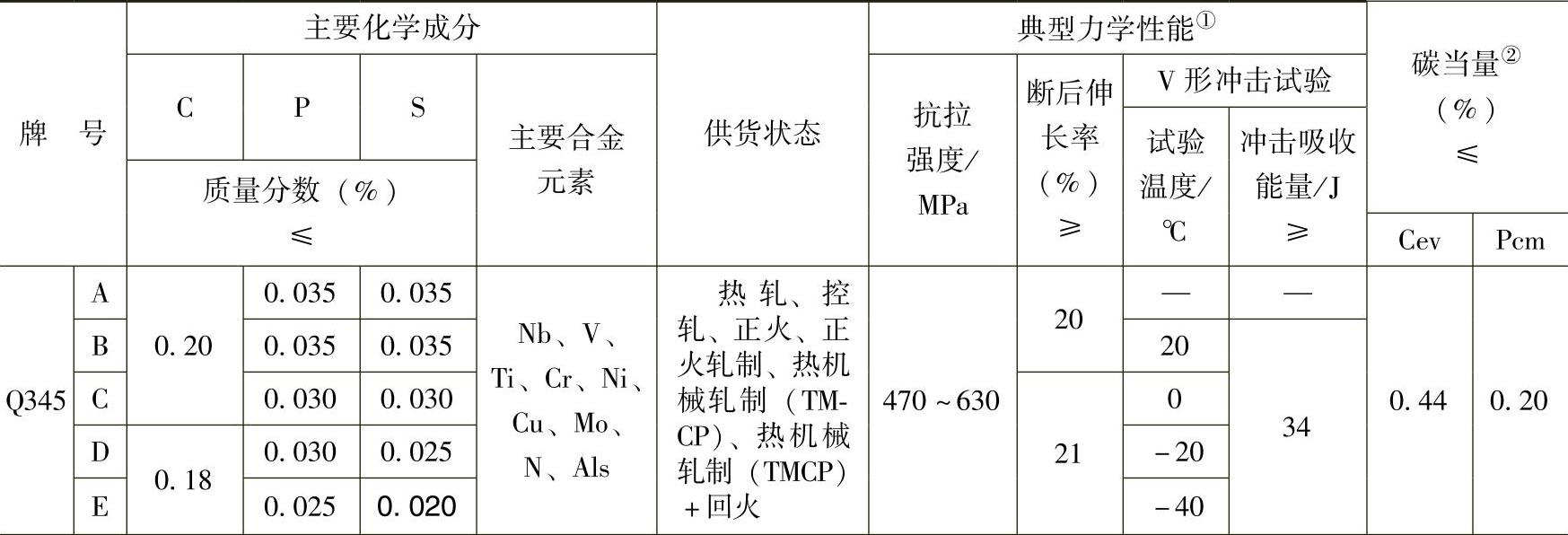
低合金高强度结构钢的牌号由代表屈服强度的汉语拼音字母“Q”、屈服强度数值、质量等级符号(A、B、C、D、E)三个部分组成,当需方要求钢板具有厚度方向性能时,则在上述规定的牌号后加上代表厚度方向(Z向)性能级别的符号(Z15、Z25或Z35),GB/T 1591—2008《低合金高强度结构钢》规定了8种牌号的低合金高强度结构钢,即Q345、Q390、Q420、Q460、Q500、Q550、Q620和Q690,其主要化学成分、供货状态和典型力学性能见表4-15。
表4-15 一般用途低合金高强度结构钢的主要化学成分、供货状态和典型力学性能
(续)
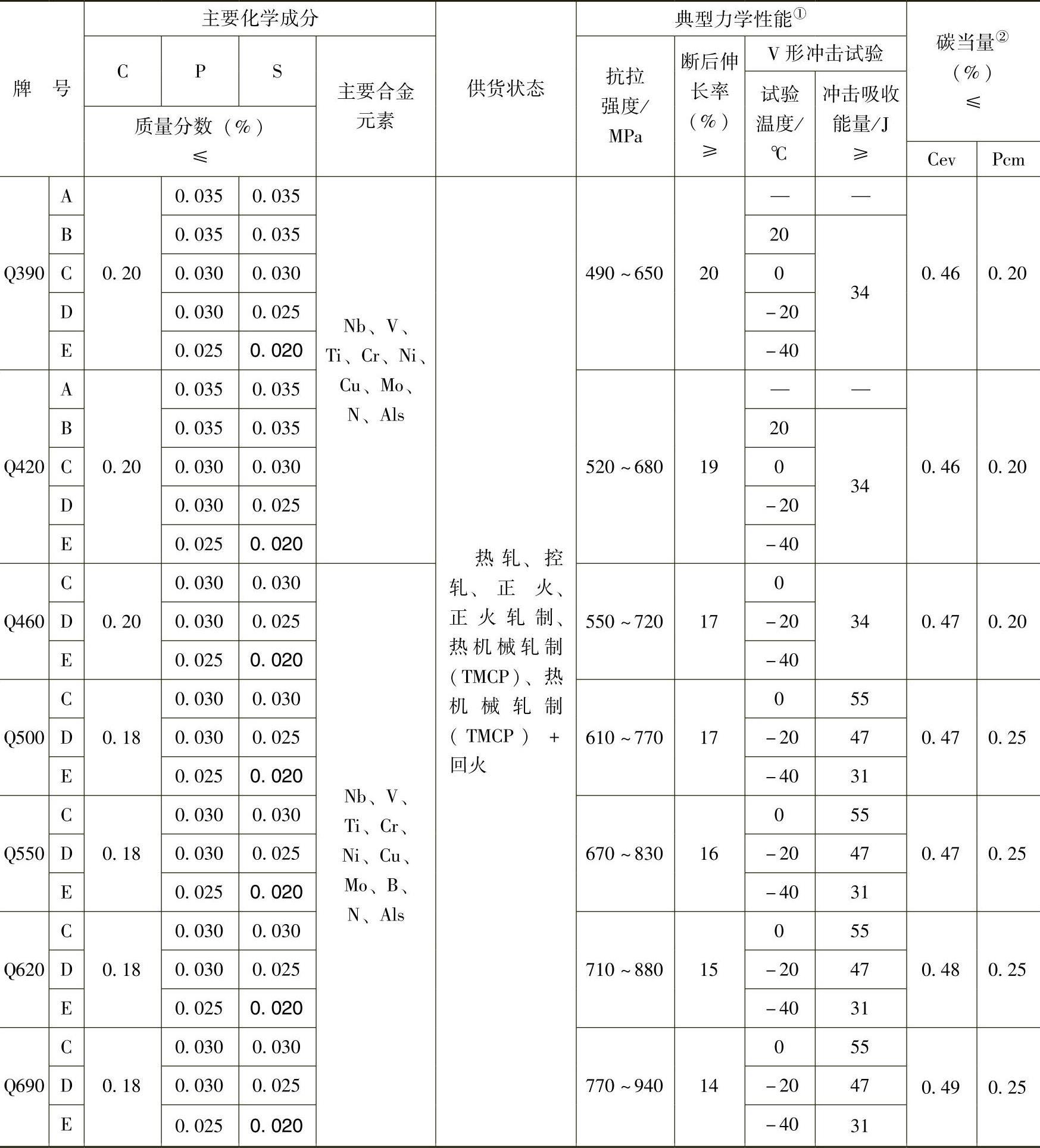
①抗拉强度和断后伸长率试样厚度≤40mm;冲击韧度指标试样公称厚度为12~150mm。
②以热机械轧制(TMCP)或热机械轧制加回火状态交货时的最大碳当量试样厚度≤63mm;热机械轧制或热机械轧制加回火状态交货钢材的碳含量不大于0.12%时,采用裂纹敏感指数Pcm代替碳当量评估钢材的焊接性。
8.建筑结构用钢
建筑结构用钢的牌号由代表屈服强度的汉语拼音字母“Q”、屈服强度数值、代表高性能建筑用钢的汉语拼音字母“GJ”和质量等级符号(B、C、D、E)组成,对于厚度方向性能钢板,在质量等级后加上厚度方向性能级别(Z15、Z25或Z35)。GB/T 19879—2005《建筑结构用钢板》规定了5种基本牌号的建筑结构用钢,即Q235GJ、Q345GJ、Q390GJ、Q420GJ和Q460GJ,其主要化学成分、供货状态和典型力学性能见表4-16。
表4-16 建筑结构用钢的主要化学成分、供货状态和典型力学性能

①厚度方向性能级别Z15、Z25和Z35分别对应硫的质量分数不大于0.010%、0.007%和0.005%。
建筑结构用钢各牌号所有质量等级钢板的碳当量或焊接裂纹敏感性指数应符合表4-17的相应规定。
表4-17 建筑结构用钢的碳当量和焊接裂纹敏感性指数规定
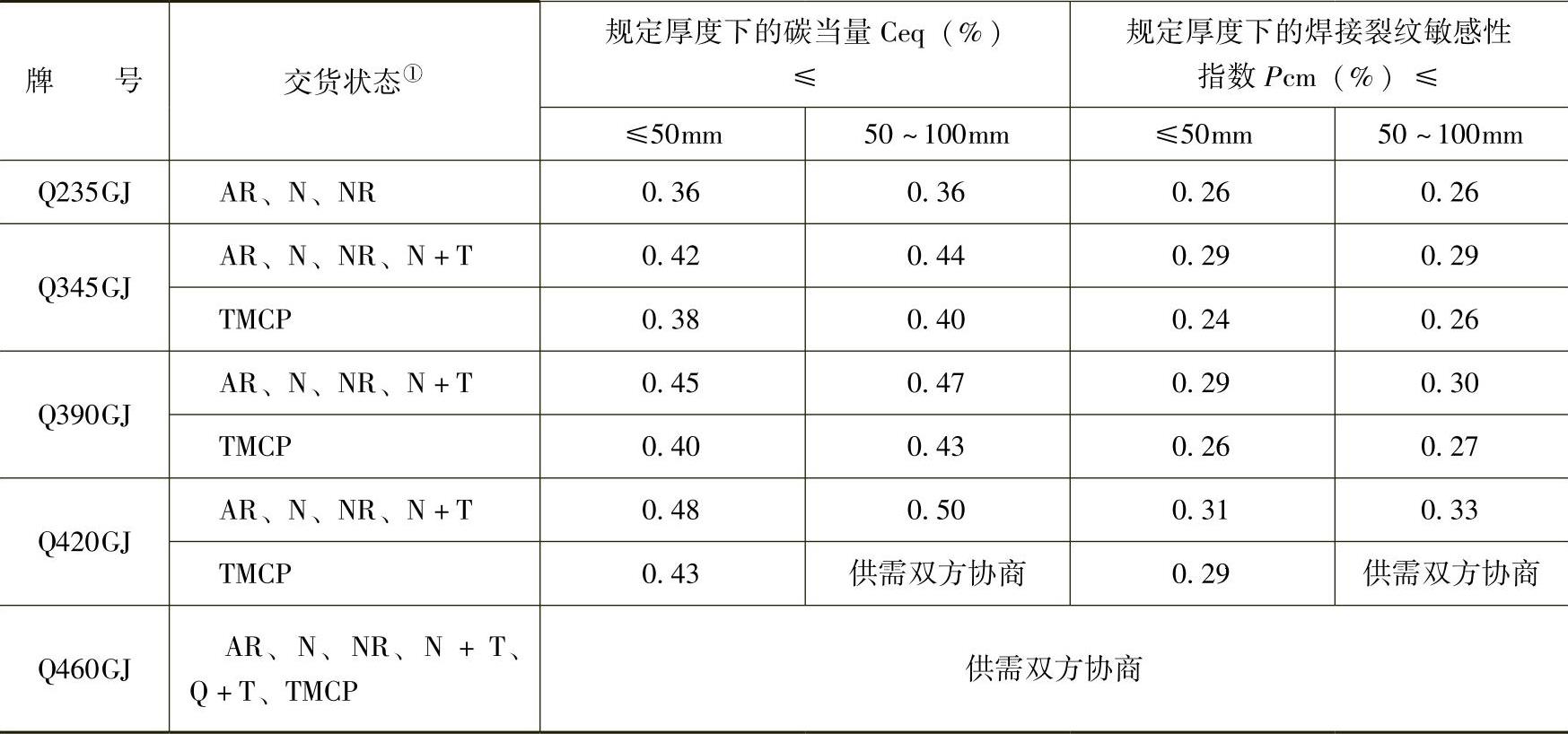
①AR:热轧;N:正火;NR:正火轧制;T:回火;Q:淬火;TMCP:热机械轧制(温度-形变控轧控冷)。
9.油气管线钢
油气管线钢是指用于输送石油、天然气等的大口径焊接钢管用的热轧卷板或宽厚板。管线钢在使用过程中,除要求具有较高的耐压强度外,还要求具有较高的低温韧性和优良的焊接性能。
GB/T 9711—2011《石油天然气工业管线输送系统用钢管》规定了石油天然气工业管线输送系统用两种产品规范水平(PSL1和PSL2)的无缝钢管和焊接钢管的制造要求。所有管线钢牌号用钢管等级/钢级表示,PSL1钢管等级与钢级(用钢名表示)相同,由用于识别钢管强度水平的字母或字母与数字混排的牌号构成,而且钢级与钢的化学成分有关,其中钢级A和钢级B牌号中不包括规定最小屈服强度的参考值;PSL2钢管等级由用于识别钢管强度水平的字母或字母与数字混排的牌号构成,且钢名(表示为钢级)与钢的化学成分有关,另外还包括有单个字母(R、N、Q或M)组成的后缀,这些字母表示交货状态。对于中间钢级,钢级应为下列格式之一:①字母L后跟随规定最小屈服强度,单位MPa,对于PSL2钢管,表示交付状态的字母与上面格式一致;②字母X后面的两/三位数字是规定最小屈服强度(单位1000psi[2]①向下圆整到最邻近的整数),对于PSL2钢管,表示交付状态的字母与上面格式一致。PSL2的钢级词尾(R、N、Q或M)属于钢级的一部分。钢管等级、钢级和可接受的交货状态见表4-18。表4-19列出了以PSL2钢管为代表对各钢级化学成分和焊接钢管的力学性能要求。
表4-18 油气管线钢钢管等级、钢级和可接受的交货状态
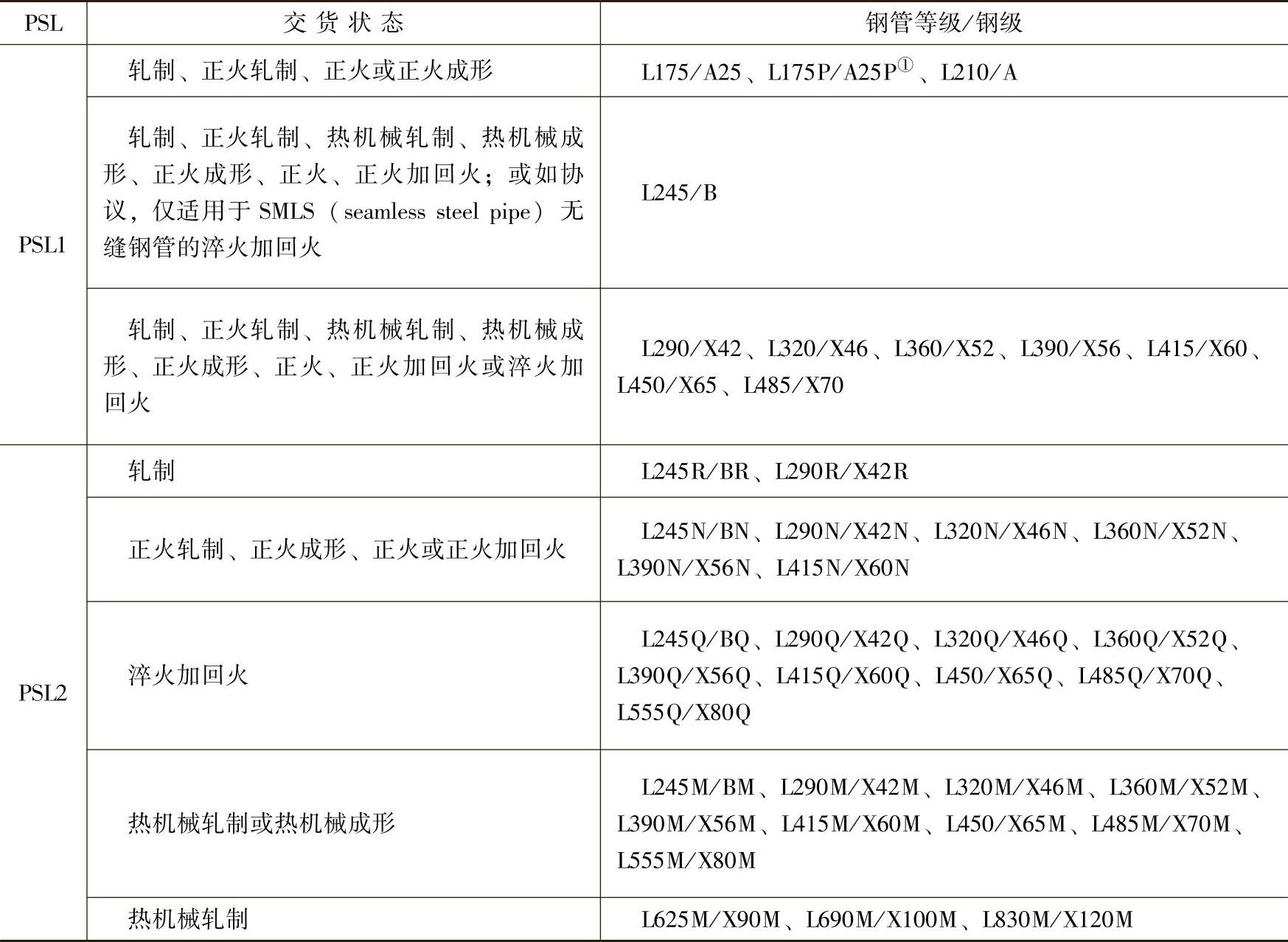
①后缀P表明含有规定含量的磷。
表4-19 PSL2各钢级焊接钢管的主要化学成分和典型力学性能
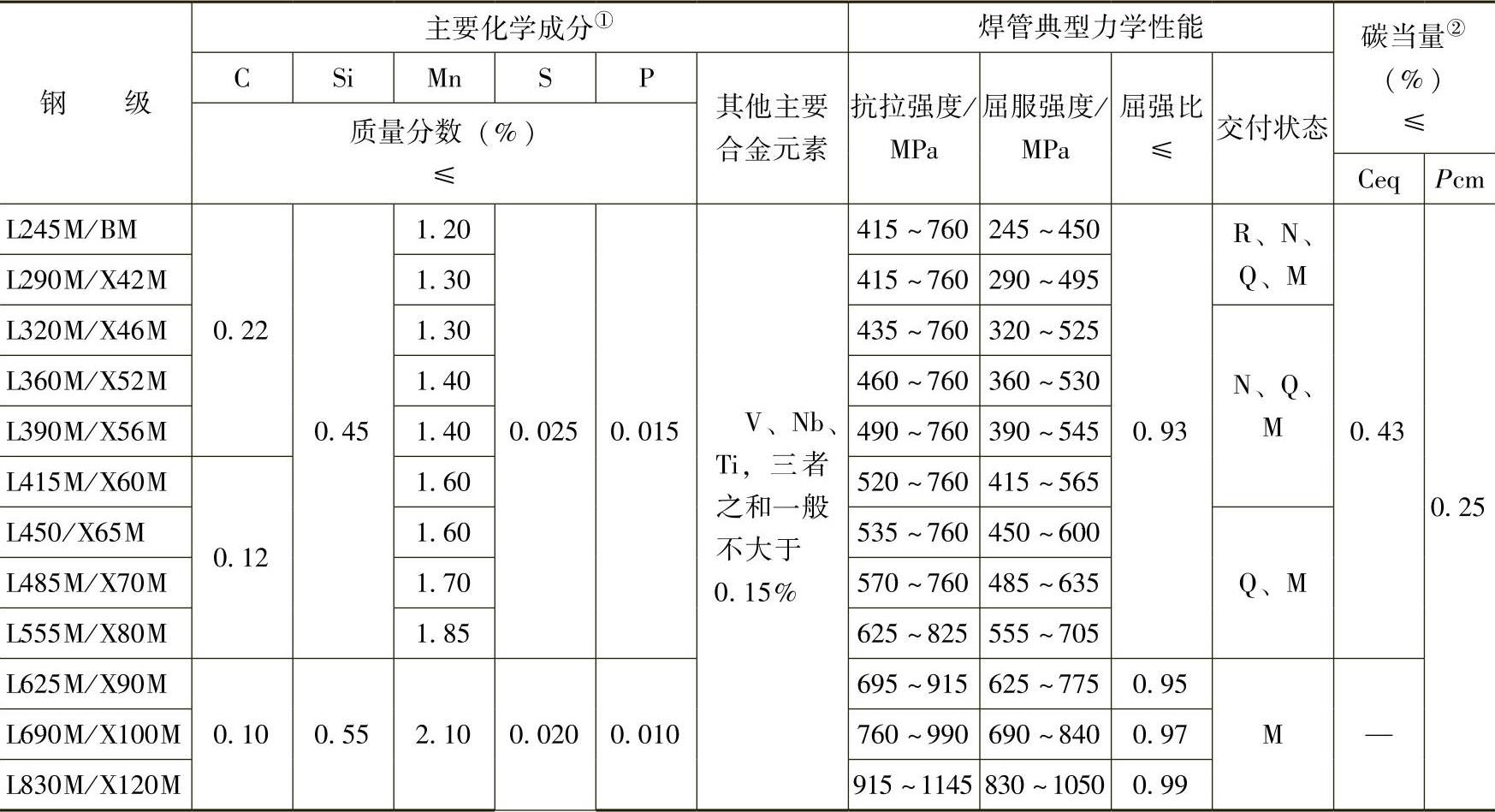
①钢管规定壁厚t≤25.0mm。
②PSL2钢管产品分析的含碳质量分数等于或小于0.12%时,碳当量Pcm由第5章式(5-1)确定,含碳质量分数大于0.12%时,碳当量Ceq由第5章表5-4国际焊接学会(IIW)推荐的公式确定。
管线钢碳含量低(含碳质量分数一般在0.04%~0.16%之间),硫、磷和其他杂质元素含量也很低。与一般热轧结构钢相比,管线钢的焊接性有很大改善,但由于其在成分和热轧工艺上的特点,管线钢的焊接性仍存在潜在问题,主要关注两个方面:①冷裂纹敏感性;②焊缝和焊接热影响区的力学性能,这两个方面与焊接材料及热影响区组织有明显关系。
有关焊接制造工程基础的文章

以热源类型为横坐标,以两材料发生结合时的物理状态为纵坐标,用二元坐标法将焊接方法进行分类,见表3-7。表3-7 焊接方法分类(续)焊接方法的主要特点:1)节省材料,减轻重量。可焊范围较广,而且连接性能较好。焊接接头可达到与工件金属等强度或相应的特殊性能。4)满足特殊连接要求。尽管如此,焊接加工在应用中仍存在某些不足。采用焊接方法修复某些有缺陷、失去精度或有特殊要求的工件,可延长使用寿命,提高使用性能。......
2023-06-28

焊接方法的种类很多,新的分类方法又不断出现,为此对焊接方法进行科学的分类很有必要。再把各种焊接方法所具有的两个特征列入表内的某一坐标位置。其优点是可根据分类图直接了解某一焊接方法的某些特征,也可根据这两个特征将某个焊接方法归入图中的某一位置,它属“开放型”分类法,适应性强。在实际中,往往称呼某种焊接方法的全名,如二氧化碳气体保护焊、脉冲闪光对焊等。表0-1 二元坐标法—焊接方法分类......
2023-06-25

焊条 E5015焊条,其直径为3.2mm或4mm。焊件 焊件采用Q345A低合金钢板,规格尺寸为:300mm×200mm×12mm2块。焊后仔细清除焊缝处焊渣,并保持焊缝为原始状态。时间规定 焊前准备时间30min,正式焊接操作时间为60min。安全文明生产 考核现场劳保用品的穿戴情况,焊接过程无违反焊接安全操作规程,焊完后操作现场清理情况,工具、焊件应摆放整齐。......
2023-06-15

图2-24 常用电烙铁的实物外形1.电烙铁电烙铁是手工焊接、补焊、代换元器件时最常用工具之一。而且由于其携带方便、价格低廉,是目前应用最广泛的手工焊接工具;恒温式电烙铁可以通过电控(或磁控)的方式准确地控制焊接温度,因此常应用于对焊接质量要求较高的场合;吸锡式电烙铁则将吸锡器与电烙铁的功能合二为一,非常便于在拆焊焊接的环境使用。此外,根据焊接产品的要求,还有防静电式和自动送锡式等特殊电烙铁。......
2023-06-22
焊接热源与熔池行为对焊接效果的影响一直是关注的重点。对焊接热源及相关温度场模拟的关键在于材料物性参数的完备、热源模型与实际热源的拟合程度、热源移动路径的准确定义、边界条件是否设置恰当等,也是对焊接应力、应变场及焊接过程其他现象模拟的基础。图12-43是对等离子- MIG电弧的温度场与熔滴过渡的仿真,并与高速摄像的结果作了对比验证。......
2023-07-02

焊接残余应力可根据产生原因、作用方向、作用形式及其在结构中的作用方向来分类。(一)根据焊接残余应力的产生原因分类根据产生原因焊接残余应力可分为温度应力、组织应力、拘束应力和氢致应力。焊接过程中温度应力在不断地变化,且峰值一般都达到屈服强度,因此产生了塑性变形,焊接过程结束并冷却后,产生的焊接残余应力保存下来。......
2023-06-23


相关推荐