应遵循以下一些基本原则:1)合理增大胶接面积,以提高接头的承载能力。所以,将胶接接头设计成受剪切状态的搭接形式最为合理。图4-6-5 T形接头及改进方式尽量避免应力集中 胶接接头是结构上不连续的部分,通过它把应力从一部分传递到另一部分。胶接接头是由许多部分组成的,它们的物理性能和力学性能差别较大,因此在不同环境和承受载荷时应力分布非常复杂,很容易造成应力集中。......
2025-09-29
根据焊缝特点,将熔化焊接头分为全熔透对接焊缝接头、角焊缝接头及非全熔透接头。
全熔透对接焊缝接头静载强度计算时,焊缝的计算长度取实际长度,计算厚度取对接接头中连接板中较薄部分的厚度,也可取T形接头或十字接头中立板的厚度。
全熔透对接焊缝及T形接头静载强度设计计算公式见表3-27。
表3-27 全熔透对接焊缝及T形接头静载强度设计计算公式

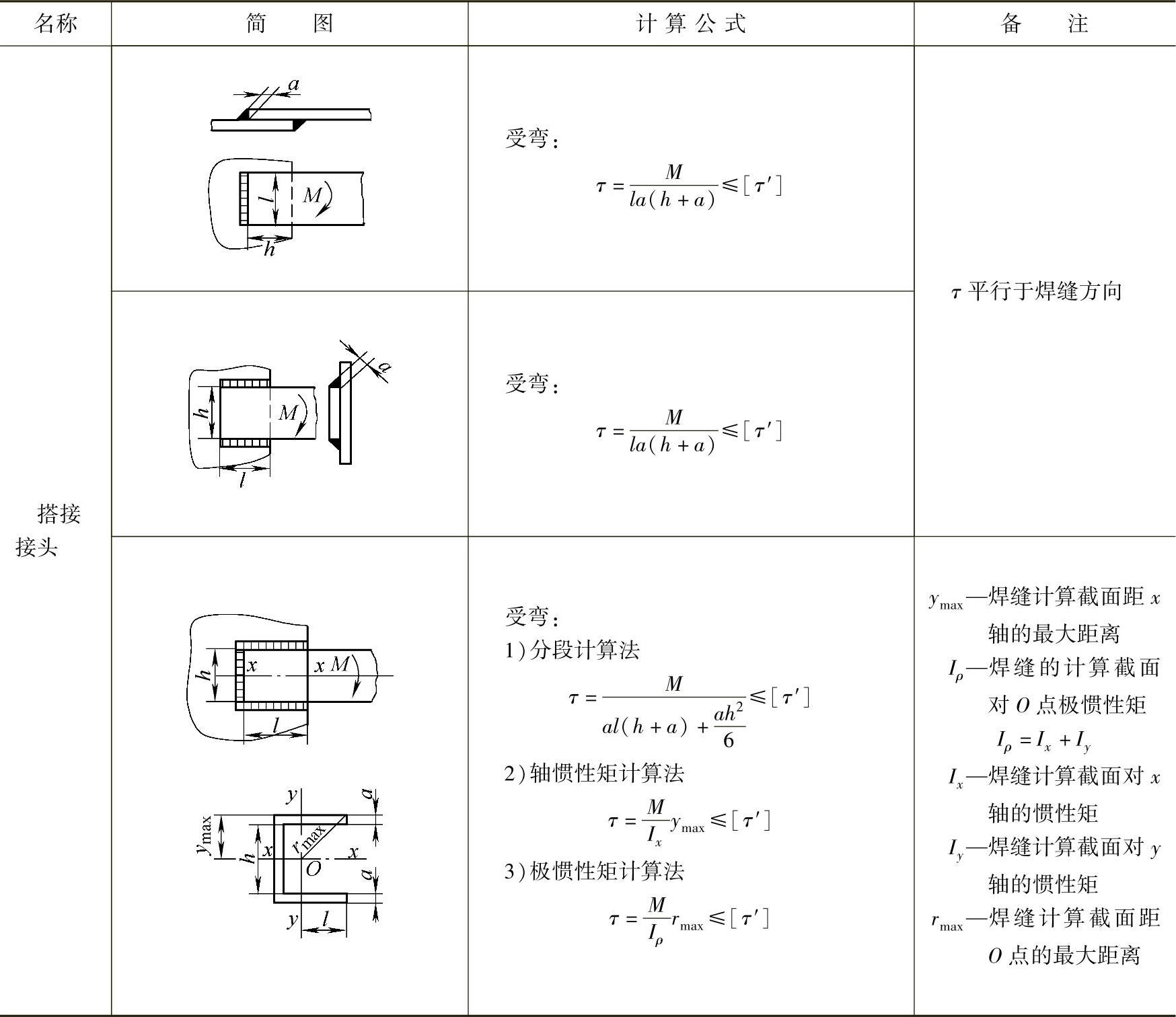
角焊缝静载强度计算时焊缝的计算长度一般为实际长度减10mm。角焊缝接头静载强度设计计算公式见表3-28。
表3-28 角焊缝接头静载强度设计计算公式

(续)
非全熔透T形接头和十字接头的焊缝计算厚度可按图3-12确定。非全熔透对接焊缝接头静载强度设计可参照表3-29给出的公式。

图3-12 非全熔透T形接头和十字接头的焊缝计算厚度(https://www.chuimin.cn)
表3-29 非全熔透对接焊缝接头静载强度设计计算公式

将作用于焊接接头上的载荷分解为焊缝计算断面的正应力,如图3-13所示,国际焊接学会(IIW)提出了角焊缝静载强度设计计算的推荐公式。

式中 σe——角焊缝计算断面上的当量应力;
β——与母材屈服应力σs相关的系数,当σs=240MPa时,β=0.7,当σs=360MPa时,β=0.85;
σ⊥——垂直于焊缝计算断面上的正应力;
τ⊥和τ∥——计算断面上垂直和平行于焊缝长度方向的切应力;
[σ′l]——焊缝金属的许用应力。

图3-13 角焊缝受力分析
相关文章

应遵循以下一些基本原则:1)合理增大胶接面积,以提高接头的承载能力。所以,将胶接接头设计成受剪切状态的搭接形式最为合理。图4-6-5 T形接头及改进方式尽量避免应力集中 胶接接头是结构上不连续的部分,通过它把应力从一部分传递到另一部分。胶接接头是由许多部分组成的,它们的物理性能和力学性能差别较大,因此在不同环境和承受载荷时应力分布非常复杂,很容易造成应力集中。......
2025-09-29

气体压力在进行燃烧的上止点附近达到最大。在上止点附近活塞的速度很小,可以忽略惯性力Fi,因而在上止点附近活塞上的作用力F达到最大,仅由气体力Fg引起各部位弯曲、扭曲和剪切等应力。图10-10 随曲轴角度的转矩变化1.曲轴销的强度曲轴销(或曲轴)在气体力Fg的作用下,前后主轴承上产生反力R1、R2,如图10-11所示。上式中,如果R1=R2,l1=l,则曲轴销中央部位达到最大。......
2025-09-29

(三)T形接头的静载强度计算1.载荷平行于T形接头焊缝的强度计算这类T形接头在焊接时有两种坡口形式,其一是开I形坡口时,计算公式为:其二是开坡口并熔透,强度应按对接接头计算,焊缝金属横截面积A=δh,由于焊缝最上端是产生最大应力的危险点,在这点将同时有两个切应力作用,一个是由F力引起的τF,另一个是由M=FL引起的τM。......
2025-09-29
气电立焊最常用的坡口为I形、V形及X形。送气系统 能在熔池上面提供均匀且没有紊流的保护气体。保护气体可由专门的气箱全部供给,也可以利用焊枪增加部分保护气体。使用实心焊丝时常用富氩混合气体保护,而使用药芯焊丝时常用CO2气体保护。表1-5-18 气电立焊的焊接参数......
2025-09-29

GMAW控制系统的主要功能有以下方面。2)控制提前送气与滞后停气。这是为了保护引弧、熄弧处的焊缝不被氧化。爆断引弧主要用于细丝,其过程是焊丝送进接触工件,较大的短路电流使焊丝与工件接触处熔化并发生爆断,从而引燃电弧。5)控制送丝和小车移动。对先进的弧焊设备,整个控制系统还包括焊接参数自动调节系统,其作用是当因受到外界干扰焊接参数发生变化时,能够自动调节恢复到正常值,保证焊接过程的稳定。......
2025-09-29
电子束焊接头有对接、角接、T形接、搭接和端接。为了保证焊接结构使用的可靠性,应根据结构的形状、尺寸受力情况、工作条件和电子束焊的特点,合理地选用焊接接头的形式。电子束焊接头设计应注意下列一些因素:1)满足焊接接头的使用条件,如温度、压力、耐蚀性、振动及疲劳等。3)接头形式应符合电子束焊工艺的特点。......
2025-09-29

图1-5-46 窄间隙熔化级气体保护电弧焊的工作原理示意图a)细丝窄间隙焊 b)粗丝窄间隙焊1—喷嘴 2—导电嘴 3—绝缘导管 4—焊丝 5—电弧 6—母材 7—衬垫窄间隙焊主要用于焊接低碳钢、低合金钢、高合金钢、铝合金及钛合金等,可以全位置焊,焊接板材厚度范围为30~300mm。......
2025-09-29
相关推荐