图3-31 实训使用工具2.实训目标1)能够熟练进行微波炉的拆装。2)会使用相关仪器检测微波炉主要零部件的好坏。3)能够检修微波炉的常见故障。2)微波炉的安装。所以引起微波炉不能发出微波,导致不能加热食物。为了防止换上新的熔丝管仍会烧断,依次检查上述器件。2)更换型号是高压熔丝管后故障排除。并用微波检漏仪检测有无微波泄漏过量情况。......
2023-06-18
高压熔断器中的主要元件为熔件,或称熔体或熔丝。在正常工作情况下,熔丝串联在电路中,通过熔丝的电流不应使熔件熔断。当系统中出现过载或短路时,熔丝将因过热而自行熔断,切断电路,保护其他设备不受到损害。图9-10所示是熔断器开断故障时的示波图。
整个开断过程大致可分为三个阶段。
1)从熔丝中出现短路(或过载)电流起到熔丝熔断所需的时间即图9-10中的t1,称为熔丝的熔断时间。它与熔丝材料、截面积、流经熔丝的电流以及熔丝的散热情况有关,长到几小时,短到几毫秒甚至更短。
2)从熔丝熔断到产生电弧所需的时间为t2,这段时间很短,一般在毫秒以下。熔丝熔断后,熔丝先由固体金属材料熔化为液态金属,接着又气化为金属蒸气。由于金属蒸气的温度不是太高,电导率远比固体金属材料的电导率低,因此熔丝气化后的电阻突然增大,电路中的电流被迫突然减小。由于电路中总有电感存在,电流突然减小将在电感及熔丝两端产生很高的过电压,导致熔丝熔断处的间隙击穿,出现电弧。出现电弧后,由于电弧温度高,热游离强烈,维持电弧所需的电弧电压并不太高。
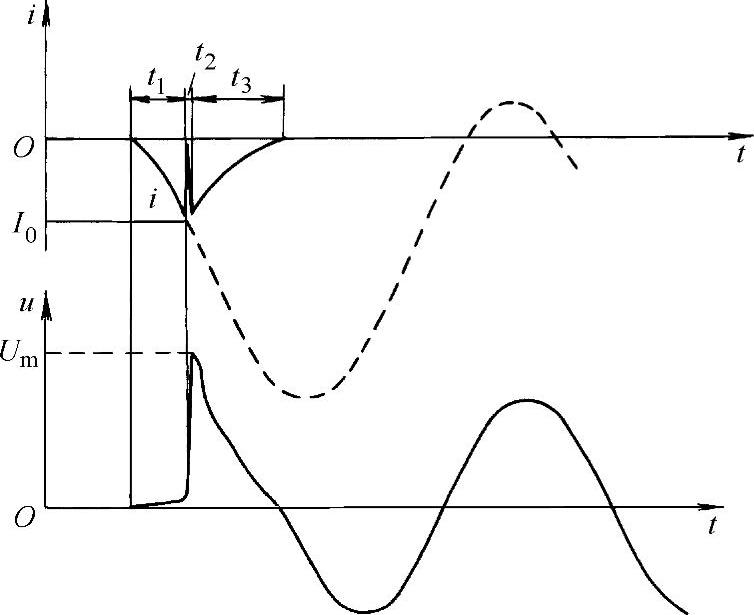
图9-10 熔断器开断短路故障时的示波图
3)从电弧产生到电弧熄灭的时间t3称为燃弧时间。它与熔断器灭弧装置的原理和结构以及开断电流的大小有关。一般为几十毫秒,短的可到几毫秒。t1+t2+t3称为熔断器的全开断时间。t1+t2称为熔断器的弧前时间,由于t1和t2相比,常常可以忽略不计,因此弧前时间实际上就是熔体的熔化时间t1。
表征熔断器工作特性的除额定电压、额定电流和开断能力外,还有熔件的热特性,它们分别如下:
1.时间—电流特性
时间—电流特性是表示熔丝熔化时间与通过电流间关系的曲线,该特性又称熔丝的时间—电流特性,如图9-11所示。每一种额定电流的熔丝都有一条自己的时间—电流特性曲线。根据时间—电流特性进行熔丝的选择就可以获得熔断器的动作选择性。
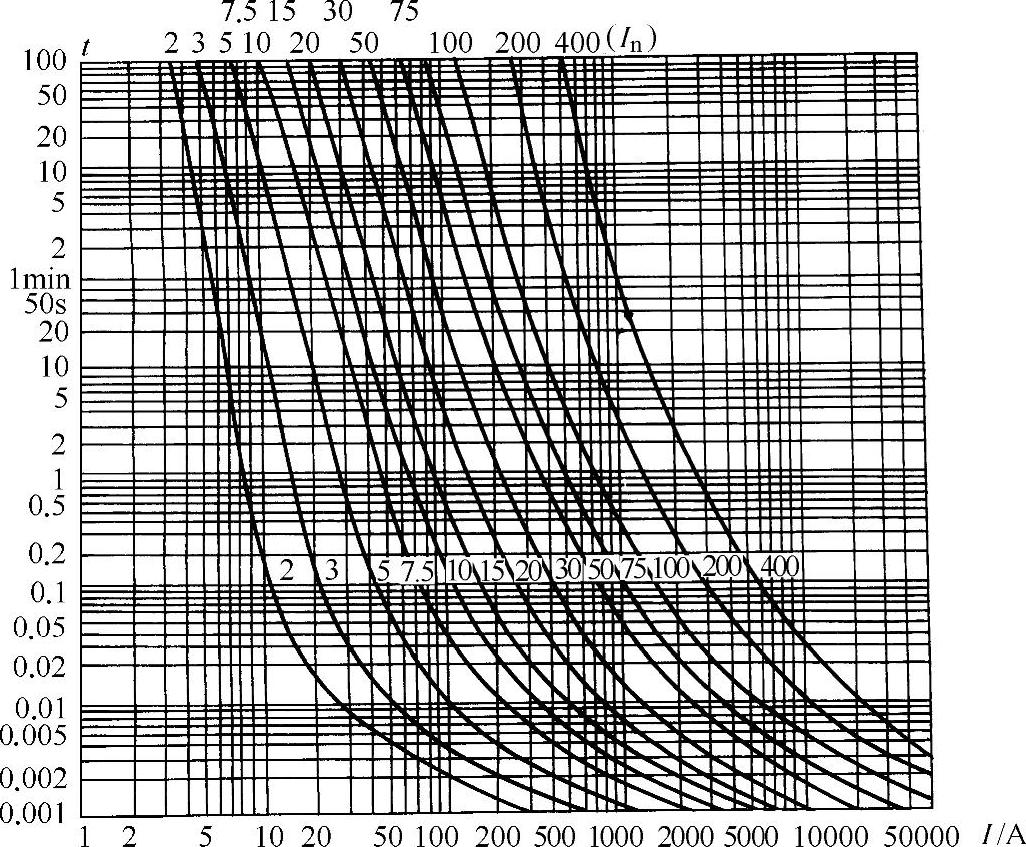
图9-11 熔丝的时间—电流特性曲线
2.最小熔化电流
电流减小时熔丝熔化时间增大。当电流减小到某一数值时,熔丝的熔断时间为无穷长时的电流,称为熔丝的最小熔化电流Imm,即熔丝电流比Imm稍大时熔丝自动熔断;而熔化电流比Imm稍小时,熔丝虽不会熔断但熔丝的温度却很接近熔丝材料的熔化温度。熔丝不能长期在最小熔化电流Imm下工作,这样会使熔断器某些部件的温升过高,或者会造成熔丝过早熔断的事件。熔丝允许长期工作电流即熔件的额定电流In显然比Imm小。Imm与In的比值称为熔丝的熔化系数Km。熔断系数一般取1.2~2.5。不同用途的熔断器可以规定不同的熔断系数,过高的熔断系数会使熔断器失去应有的灵敏度,过低的熔断系数则会造成熔断器在工作电流下误动。
在高压熔断器中,为减小熔丝截面,避免熔断后产生过多的金属和金属蒸气,都用低电阻系数的铜和银来制造熔丝。然而铜和银是高熔点的材料,铜的熔点为1083℃,银的熔点为961℃。如果要使熔丝的温度在最小熔断电流下达到材料的熔点,那么在比最小熔断电流小不多的额定电流下熔丝的温度必然也是相当可观的。要解决这一矛盾可以用在铜熔丝上焊上锡球或搪上一层锡的方法来降低熔丝的熔点。锡的熔点为232℃,熔化的锡可使铜熔解。因此在铜丝上焊上锡球后,只要锡球一熔解,锡液附近的铜也就会随之熔解而将电路开断。这一效应称为锡的冶金效应,在目前高压熔断器中广泛采用。
下面介绍一下带石英砂填料跌落式熔断器。一般管状跌落式熔断器最大分断能力目前只能达到12.5kA,而石英砂填料跌落式熔断器的分断能力一般为40kA,甚至还可以做到100kA的分断能力。
带石英砂填料跌落式熔断器具有以下特点:熔丝用纯铜制造取代了价格昂贵的贵金属银,显著地降低了制造成本;石英砂填料经过一定工艺处理,通过成型的模子浇注,使它与纯铜熔丝结合在一起,形成了一个固化体。这样当熔断器经一次分断使用后,不需更换整个熔断器,而只需要更换固化的熔丝元件就可以了,经过了固化的熔丝元件相当于将纯铜熔体密封在一个不透空气的石英砂中,这样纯铜熔丝不会受空气侵入而氧化,稳定了熔断器的性能并提高了熔丝的使用寿命。
图9-12所示为固化熔丝元件,七星柱骨架用高氧化铝陶瓷制成,其上绕有熔丝,熔丝的头和尾点焊在固定于七星柱骨架上的金属帽上,以便电流通过金属帽向外引出。七星柱骨架的一端装有撞击器,在熔断器动作后,撞击器的撞针将向外顶出,并推动跌落式熔断器上的脱扣杆,使熔断器实现转动运动完成跌落动作。
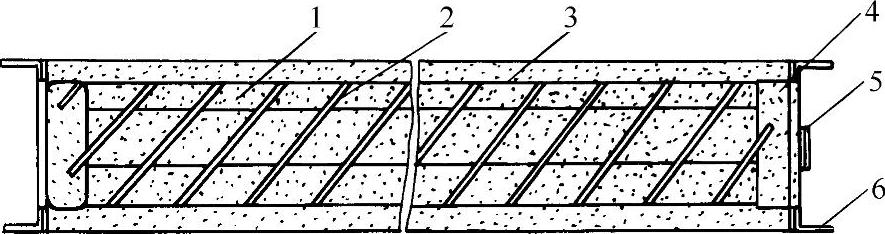
图9-12 固化熔丝元件
1—石英砂 2—熔丝 3—七星柱骨架 4—金属帽 5—撞击器 6—连接片
图9-13所示为固化熔丝元件装入熔断器管内成为带固化熔丝元件的熔断器结构。固化熔体元件装入熔断器管内的程序如下:用专用工具将固化熔丝元件推入熔断器管内,如图9-13所示位置。然后将金属帽上的连接片向外打弯,并分别旋紧下盖板和上盖板,用电桥测量熔断器的电阻是否达到要求值。若偏高,应进一步旋紧下、上盖板。沿着下盖板和下盖的边缘用环氧树脂密封。待环氧树脂固化后即可安装到跌落式熔断器托架上使用。
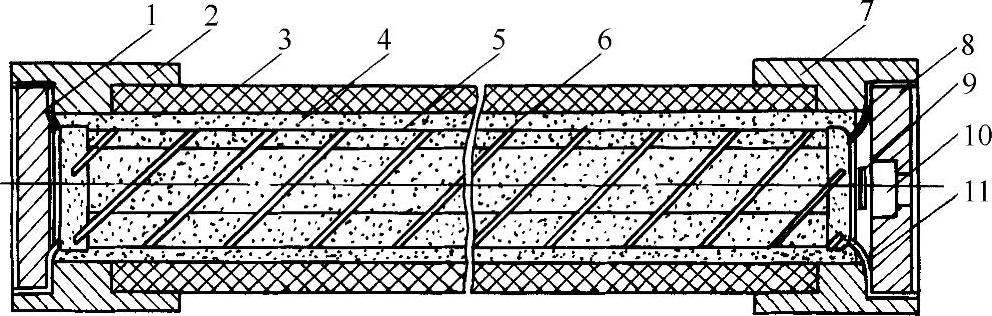
图9-13 带固化熔丝元件的熔断器结构
1—下盖板 2—下帽 3—熔断器管 4—石英砂 5—七星柱骨架 6—纯铜熔体 7—上帽 8—上盖板 9—撞击器 10—铜皮封口 11—金属帽上的连接片
有关现代高压电器技术的文章

图3-31 实训使用工具2.实训目标1)能够熟练进行微波炉的拆装。2)会使用相关仪器检测微波炉主要零部件的好坏。3)能够检修微波炉的常见故障。2)微波炉的安装。所以引起微波炉不能发出微波,导致不能加热食物。为了防止换上新的熔丝管仍会烧断,依次检查上述器件。2)更换型号是高压熔丝管后故障排除。并用微波检漏仪检测有无微波泄漏过量情况。......
2023-06-18

今后的高压限流熔断器的发展方向除了要求外形尺寸小、额定电流大和具有高的分断能力外,还希望它的时间—电流特性可控。目前已经研制出智能化高压限流熔断器。智能化高压限流熔断器在大电流下的开断是靠沿着熔丝的每个狭径部分融化和燃弧直到电弧熄灭来完成的,而在低过载电流下的开断是按熔断器的额定电压值的大小和设计要求进行控制来开断电流的。图9-21 FFL型限流熔断器时间—电流特性曲线图9-22 FFL型限流熔断器限流特性曲线......
2023-07-02
总结本章关于金属粉芯焊丝、自保护药芯焊丝焊接电弧物理特性的讨论,第6章关于钛型药芯焊丝和实心焊丝电弧物理特性及工艺性分析与评价的讨论,连同第2~4章关于四种不同熔滴过渡形态焊条焊接电弧物理特性与工艺性评价的讨论,现对各种焊接材料熔滴过渡形态、熔滴过渡的形成机制、工艺性评价判据和汉诺威分析仪直观显示的PDD图、CFD图和t-u、t-i图特征进行如下的总结。......
2023-06-30

表10-6给出了几种常用材料的开路电位及比强度数值。Ti—6Al—4V属α+β合金,该合金固熔时效后的强度水平与30CrMnSiA调质后相当,可达1100 MPa,其密度为4.42 g/cm3,相当于30CrMnSiA 的60%。表10-7航空结构材料电位搭配表钛及其合金制造的铆钉,用于碳纤维复合材料结构的连接是适宜的,而且与常用的航空铆钉材料相比,比强度最高。......
2023-07-18

材料及板厚:SECC钢,0.6mm。图10-12 电器外壳a)制件图 b)展开图 c)排样图说明:1.工艺分析如图10-12a所示为电器外壳。传统的电器外壳通常设计成盒形拉深件,因盒形拉深材料流动不均衡,毛坯尺寸也难以精确计算,不仅冲压工序多,而且拉深试模成合格产品相当费时。目前,盒形外壳向采用弯曲成形结构发展,该结构可以简化冲压工艺,提高材料利用率及制件的合格率。......
2023-06-26

鉴于黏结底层的重要性,在进行涂层设计时,应综合考虑基材的热物理特性和具体工况条件进行谨慎选择。当基材为铜及铜合金时,应优先选用铝青铜作黏结底层。对于在腐蚀介质中工作的涂层,进行涂层设计时要特别注意,黏结底层及工作层均应首先具备抵抗工作介质腐蚀的能力。......
2023-06-18

钎焊材料主要包括经过热喷涂工艺后还需进行随后的扩散热处理的涂层材料。因此,钎焊接头的性能在相当程度上取决于钎料。6)考虑到钎料的经济性,应尽量少含和不含稀有金属和贵重金属。由于钎料Cr含量高,接头的高温强度和抗氧化性接近于BNi-1a钎料的焊接接头。13)200由于6%的W的加入使得钎料钎焊接头具有更好的持久强度。PN1钎料正处于低熔固溶体成分,具有良好的塑性。Pd36钎料中的铬是提高钎料氧化性,含有11%铬的钎料的熔点最低。......
2023-06-18
负荷开关与限流熔断器串联组合成一体的负荷开关称为组合式负荷开关,也称为负荷开关-熔断器组合电器。组合电器的转移电流取决于熔断器触发高压负荷开关的分闸时间和熔断器的时间-电流特性。同时其余两相的过载电流将减少至87%,并转移到高压负荷开关来开断。......
2023-06-30
相关推荐