凡是影响这三个条件的焊接电弧物理因素都会对烟尘的析出产生直接影响,另外烟尘的形成还与气体介质的氧化性有关。图5-111是药芯焊丝CO2气体保护焊表面张力过渡时析出烟尘情况的高速摄影的单帧照片。在放映高速摄影的影片时可以观察到这些细小颗粒在飞行中析出烟尘的轨迹,但几乎看不到这些细小颗粒的实际轮廓。......
2023-06-30
图6-11示出具有电弧的交流电路,电路中的电阻R、电感L触头两端的电容C均为线性元件,电弧可以用一非线性的电弧电阻Rh来表示,令电源电压u=Emcosωt,可得电弧燃烧时的电路方程式为


图6-11 具有电弧的交流电路
通常触头两端的电容C很小,因此在电弧电压变化不大的情况下,电容电流ic可以略去,此时电路中电流i就等于电弧电流ih,而有

由于Rh是一个可变的非线性参数,只要存在电弧电压,电流就不会按正弦规律变化。
为了清楚地看到电弧的影响,可再作如下的一些简化假定:
1)由于通常在电感电路中,电阻R很小,可将R略去;
2)以电流过零时为计时起点,此时电源电压为最大值;
3)当t=α/ω时触头分离,电弧燃烧,α为起燃相位角;
4)电弧电压|uh|=Uh(常数),并随电流改变正负号。
按上述假定,则式(6-32)可改写为

在电流正半周内将上式直接积分,得
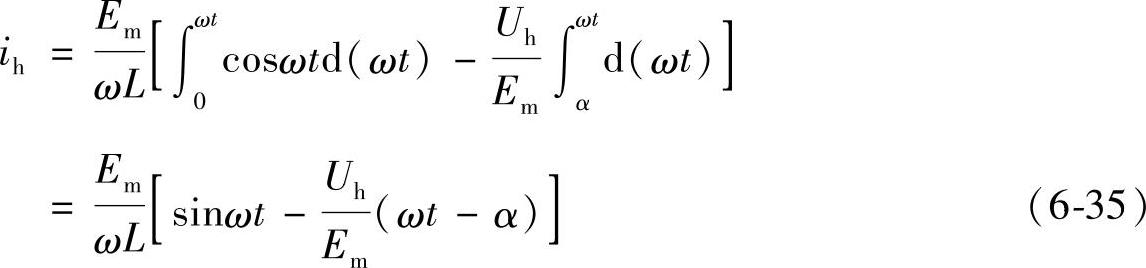
由此式可见,电弧电流ih可简化为由两个分量组成:一个是滞后于电压90°的正弦电流分量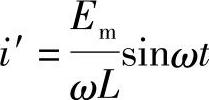 ;另一个是随时间线性变化的分量
;另一个是随时间线性变化的分量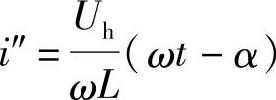 。电弧电压所起的影响表现在第二个电流分量上,Uh愈大,则分量i″也愈大,电弧电流发生的畸变也愈大。其曲线关系如图6-12所示。
。电弧电压所起的影响表现在第二个电流分量上,Uh愈大,则分量i″也愈大,电弧电流发生的畸变也愈大。其曲线关系如图6-12所示。
半周后电弧电流要过零,过零的时间t1可令ih=0。从式(6-35)求得

t1也可用作图法求得,从图6-12中可看出,电流的正弦分量曲线i′和直线分量i″的交点所对应的时刻即为电弧电流过零时刻t1。不难看到,电弧电流的实际过零点早于正弦分量的电流零点——电流的自然零点。也就是说,电弧电流不仅波形发生畸变,而且过零的时间也发生了变化,出现了电弧电流零点比电流自然零点提前现象。图中ξ就是提前过零的相位角,因为ξ=π-ωt1,所以有

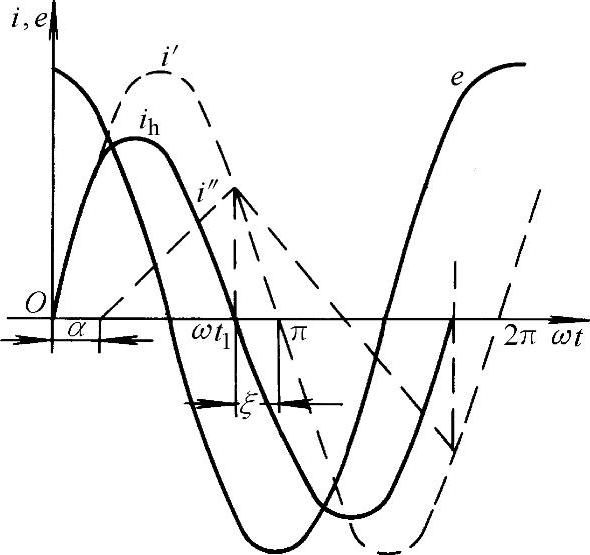
图6-12 电弧电流的变化曲线
按式(6-37)用作图法求得的ξ与起燃相位角α的关系,如图6-13所示。Uh/Em的值越大,则ξ越大,电弧电流过零提前越早。
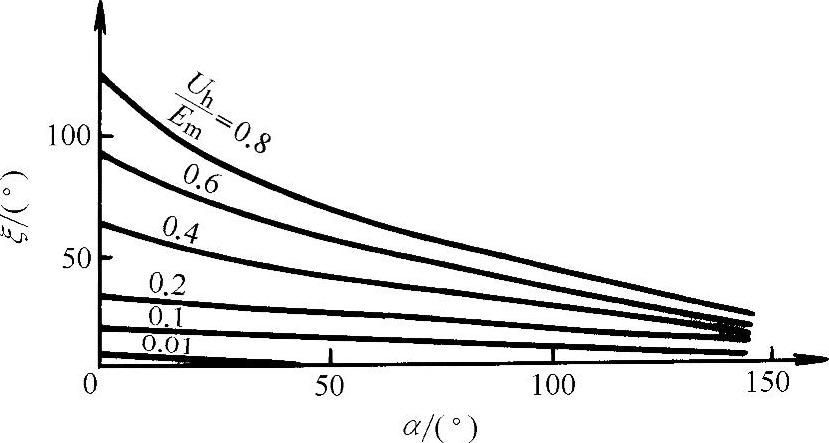
图6-13 ξ与α的关系
若电流过零后,电弧又立即燃烧,电流和电压均同时反向,则可对第二个半周再作分段积分,从而得到第二个半周电弧的情况。同样,对于其他电弧电压不为常数的情况,只要能写出近似表达式,例如电弧电压随时间线性增长,也可用类似方法加以分析,不再在这里详述。
当电弧电压很小以致可以忽略不计时,由于电弧电流中的线性变化分量i″=0,此时电弧电流可被近似地看作按正弦变化,即

可见电弧的存在将使电路的分析变得困难。考虑到在电流足够大,弧隙游离程度足够高时,电弧电阻很小,对电路影响不大,此时可略去电弧电阻,把电弧近似地看成是一个短接的导体。而电弧一旦熄灭,触头间隙能很快变成气体介质,则可假设间隙的电阻立即趋于无限大。这种在燃弧时电弧电阻为零,熄弧后电阻立即变成无限大的电弧称为理想电弧。为了分析上的方便,在某些情况下可近似地用理想电弧来取代实际电弧。显然,理想电弧的电流零点将与电流自然零点重合。
有关现代高压电器技术的文章

凡是影响这三个条件的焊接电弧物理因素都会对烟尘的析出产生直接影响,另外烟尘的形成还与气体介质的氧化性有关。图5-111是药芯焊丝CO2气体保护焊表面张力过渡时析出烟尘情况的高速摄影的单帧照片。在放映高速摄影的影片时可以观察到这些细小颗粒在飞行中析出烟尘的轨迹,但几乎看不到这些细小颗粒的实际轮廓。......
2023-06-30

电弧对焊条的加热方式与焊条端熔滴行为有关,焊条电弧焊时,不同的熔滴过渡形态焊条对电弧热的吸收率是不同的。前者涉及电弧本身发热机制,而本节中讨论的是后者——熔滴过渡形态对电弧热的吸收效率的影响,并不是说焊条的热效率只取决于焊条的熔滴过渡形态。......
2023-06-30

在两个虚线框中以外还有两个标有黑色圆点的结点,即Ⅳ-B、Ⅲ-B,分别表示具有粗熔滴过渡和爆炸过渡同时具有敞开型电弧,这种情况下电弧稳定性居中。表2-3列出了几种代表性常用焊条熔滴过渡形态、电弧类型、电弧稳定性结点位置和电弧稳定性系数值。......
2023-06-30

交流焊接电弧一般是由50Hz按正弦规律变化的弧焊电源供电,电弧电流过零点及其电弧熄灭和引燃过程每秒出现100次。交流焊接电弧最大的特点是电弧周期性地熄灭和引燃。3)适当增大电流If,使电弧空间能量、热惯性增大,利于降低引弧所需电压,提高稳定性。......
2023-06-25

集聚型交流真空电弧虽在电流过零时造成熄灭的有利时机,电弧熄灭,弧柱区游离质点向四周真空区域迅速扩散。2)加强横向磁吹、使集聚型交流真空电弧在工频半周的末尾重新转变为扩散型电弧,使在电流过零后不会再引起重燃而熄灭。截流现象的产生,正是由于小电流时真空电弧的不稳定性造成的。......
2023-07-02
金属粉芯焊丝有两种类型,一种是适于CO2气体保护焊用的含有一定造渣成分的金属粉焊丝,另一种则是用于富氩保护气体的金属粉焊丝。合适的造渣成分组合使金属粉芯焊丝在CO2气体保护焊条件下获得良好的焊接工艺性。研究金属粉芯焊丝的电弧物理特性有助于加深对金属粉芯焊丝冶金特性和工艺特性的认识,对金属粉芯焊丝产品的研发有现实意义。......
2023-06-30

开关电器不仅在开断电路时可能产生电弧,在触头闭合过程中,如果相关条件得到满足,如动触头发生所谓的“弹跳”现象,被接通电路的电路参数满足起弧条件,同样也会在触头间隙中产生电弧。开关电器开断电路时,电弧产生的过程如下。随着动触头的运动,触头间隙不断增大,再加之弧隙带电粒子的增多和金属蒸气的存在,使弧隙间的电压以及电场强度降低,导致电场电离减弱。......
2023-06-30
交流电弧的熄灭条件是在零休期间不发生热击穿,同时在此之后弧隙介质恢复过程总是胜过电压恢复过程,即不发生电击穿。因此,除非有特殊要求,否则交流开关电器多采用灭弧强度不过强的灭弧装置,使电弧是在零休期间,而且是在电流首次自然过零时熄灭。实际上交流电弧未必均能于电流首次自然过零时熄灭,有时需经2~3个半周才熄灭。......
2023-06-30
相关推荐