浇注初期开启底注式浇注系统,当铸型中的铁液平稳上升至信号指示处时,开启雨淋式浇注系统。图2-63 柴油主机活塞头铸造工艺简图为获得预期效果,对冷铁形状及尺寸设计应予以特别注意。柱塞外径为φ555mm,总长1830mm,材质为HT250,毛重2.3t。在原铸造工艺方案中,侧壁及顶部的外冷铁厚度分别为80mm和90mm,如图2-64a所示。铸造后在柱塞顶部与侧壁交接处产生了多条较大的径向裂纹。主要原因是冷铁的激冷程度过大及冷铁形状欠佳。......
2023-07-02
本节设计一个齿轮,并巨在齿轮中心圆孔开键槽。开键槽是为了观察轴的转动情况。
(1)进入零件设计工作台
操作参见1.1(1)。
(2)绘制同心圆草图
选中左边模型树中【xy平面】。进入【草图编辑器】工作台。
在【草图编辑器】工作台,单击【轮廓】工具栏内的图标 绘制圆。用鼠标左键选中坐标原点,移动鼠标再单击左键,绘制出两个圆。在工具栏中单击【约束】工具栏内的约束图标
绘制圆。用鼠标左键选中坐标原点,移动鼠标再单击左键,绘制出两个圆。在工具栏中单击【约束】工具栏内的约束图标 ,然后单击圆,标注出圆的直径尺寸分别为50mm和100mm。退出工作台,重新进入【零件设计】工作台。
,然后单击圆,标注出圆的直径尺寸分别为50mm和100mm。退出工作台,重新进入【零件设计】工作台。
(3)拉伸生成圆环
单击【基于草图的特征】工具栏中图标 ,出现【定义凸台】对话框。在【第一限制】区【类型】下拉列表框内选择默认的【尺寸】,在【长度】栏内填上厚度10mm。单击【预览】按钮,先看一下立体图效果。单击对话框内的【确定】按钮,生成滑块零件。
,出现【定义凸台】对话框。在【第一限制】区【类型】下拉列表框内选择默认的【尺寸】,在【长度】栏内填上厚度10mm。单击【预览】按钮,先看一下立体图效果。单击对话框内的【确定】按钮,生成滑块零件。
(4)绘制键槽草图
选中圆柱的一个底面。进入【草图编辑器】工作台。
单击【轮廓】工具栏内的图标 ,在图形上端V轴的一侧划一条垂直线。
,在图形上端V轴的一侧划一条垂直线。
单击【操作】工具栏内的镜像图标 ,然后在图形中选中V轴,形成折线关于V轴的对称线,如图10-1所示。单击【轮廓】工具栏内的图标
,然后在图形中选中V轴,形成折线关于V轴的对称线,如图10-1所示。单击【轮廓】工具栏内的图标 ,将两条垂直线上下两端用水平线联接起来。退出工作台,重新进入【零件设计】工作台。
,将两条垂直线上下两端用水平线联接起来。退出工作台,重新进入【零件设计】工作台。
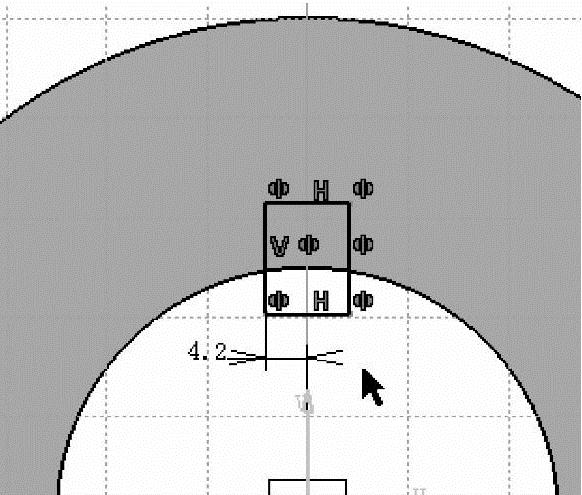
图10-14 条线段组成的矩形草图
(5)实体开键槽
单击【基于草图的特征】工具栏内的图标 ,出现【定义凹槽】对话框。在【类型】栏内选择【直到下一个】,预览形成的槽。然后单击【确定】按钮,形成矩形槽。将该零件保存。
,出现【定义凹槽】对话框。在【类型】栏内选择【直到下一个】,预览形成的槽。然后单击【确定】按钮,形成矩形槽。将该零件保存。
改变实体的颜色,将零件另存为第二个齿轮。
有关CATIAV5r21运动分析教程的文章

浇注初期开启底注式浇注系统,当铸型中的铁液平稳上升至信号指示处时,开启雨淋式浇注系统。图2-63 柴油主机活塞头铸造工艺简图为获得预期效果,对冷铁形状及尺寸设计应予以特别注意。柱塞外径为φ555mm,总长1830mm,材质为HT250,毛重2.3t。在原铸造工艺方案中,侧壁及顶部的外冷铁厚度分别为80mm和90mm,如图2-64a所示。铸造后在柱塞顶部与侧壁交接处产生了多条较大的径向裂纹。主要原因是冷铁的激冷程度过大及冷铁形状欠佳。......
2023-07-02

图7-43 圆网生产工艺流程及设备平网机头设计 平网成型机头中的上、下模板内是衣架式熔料流道,上、下口模由偏心轴带动,能在齿条上左右移动,完成成型和平网丝的粘接成型工作。成型机头由机头体3、梳板4、导板1、偏心轴2等组成。......
2023-06-15
塑料齿轮主要用于精度和强度要求不太高的齿轮传动,其噪声低,自润滑性好。为了使塑料齿轮适应注射成型工艺,对齿轮各部分尺寸如图332所示,一般规定如下。图332 塑料齿轮各部分尺寸4)轮毂外径D1最小应为轴孔直径D的1.5~3倍。设计塑料齿轮时还应注意以下几点。4)塑料的收缩会影响啮合性能,相互啮合的塑料齿轮宜用相同塑料制成。图333 塑料齿轮与轴固定形式图334 塑料齿轮辐板的形式a)不合理 b)合理......
2023-06-30

对此,应合理制订调质热处理工艺。大型齿轮调质热处理工艺 大型齿轮调质过程中,淬火加热时应采用分段加热方式,并应控制其升温速度,以减少畸变与开裂倾向。图4-4所示为大型齿轮调质分段加热曲线。4)大型零件回火温度与表面硬度的关系见表4-31,供齿轮调质回火时参考表4-31 大型零件回火温度与表面硬度的关系举例 大型齿轮调质工艺举例见表4-32。......
2023-06-29

圆柱齿轮精度设计一般包括下列内容:①确定齿轮的精度等级;②确定齿轮的强制性检测精度指标的公差;③确定齿轮的侧隙指标及其极限偏差;④确定齿面的表面粗糙度轮廓幅度参数及上限值;⑤确定齿轮坯公差。除此以外,还应包括确定齿轮副中心距的极限偏差和两轴线的平行度公差。任务实施确定齿轮精度等级。参考表7-19,该齿轮属于小批量生产,中等精度,无特殊要求,可选第一组。图7-24小齿轮零件图......
2023-06-15

图1-61 齿面磨损图1-62 齿面塑性变形2.齿轮的常用材料在设计齿轮传动时,应使轮齿的表面具有较高的抗点蚀、抗磨损、抗胶合及抗塑性变形的能力。载荷平稳的齿轮传动常选用调质钢。4)对于高速、小功率轻载及要求低噪声的场合,常用尼龙、塑料、夹布胶木等非金属材料。......
2023-06-25


相关推荐