完成注塑件形体“六要素”的分析,注塑模结构方案的可行性分析与论证,模具最佳优化方案的分析与论证,对注塑件可能产生缺陷的预期分析之后,还需对注塑件的结构设计和使用的聚合物进行一番论证。综合上述的情况之后,才能最后确定注塑模的结构方案。正式对注塑模进行设计或造型。注塑模的型腔和型芯以及总图的设计,可以直接使用CAD软件进行二维图的设计,也可以先使用三维软件对注塑模进行造型,再实现三维造型向二维图的转换。......
2023-06-30
由于成型溢流管的动、定模型芯与长型芯具有较复杂的型面,并且要求动、定模型芯的型腔与长型芯的型面之间的空间要能保证溢流管1.5mm的壁厚。该型腔可以采用三轴加工中心粗铣后,再以电极打制或用精雕机加工出型面。故成型溢流管的动、定模型芯与长型芯一定要进行三维造型,三维造型之后再转换成二维零件图。
1.溢流管注塑模动、定模型芯与长型芯的三维UG造型
溢流管注塑模要进行数控加工的零件有定模型芯、动模型芯和长型芯,由于这些零件要进行数控加工程序的编制,因此这些零件一定要进行三维造型。需要线切割编程的零件是注塑模的动、定模板。
1)溢流管注塑模定模型芯的三维UG造型,如图9-17a所示。先对溢流管的外形进行造型,再对定模型芯的长、宽、高进行三维造型,然后再运用布尔运算作出成型溢流管的型腔。定模型芯中间存在着点浇口,宽度方向两侧是溢流管侧向抽芯的避让槽,长度方向两侧是成型溢流管内型活块的定位槽。
2)溢流管注塑模动模型芯的三维UG造型,如图9-17b所示。同样是先对溢流管的外形进行造型,再对动模型芯的长、宽、高进行三维造型,然后再运用布尔运算作出成型溢流管的型腔。动模型芯中间存在着安装成型溢流管上5个小孔型芯的孔,另一大孔用于插入溢流管注塑模长型芯的定位销,宽度方向两侧的四个槽是溢流管侧向抽芯的避让槽,长度方向两侧的槽是成型溢流管内型腔活块的定位槽。
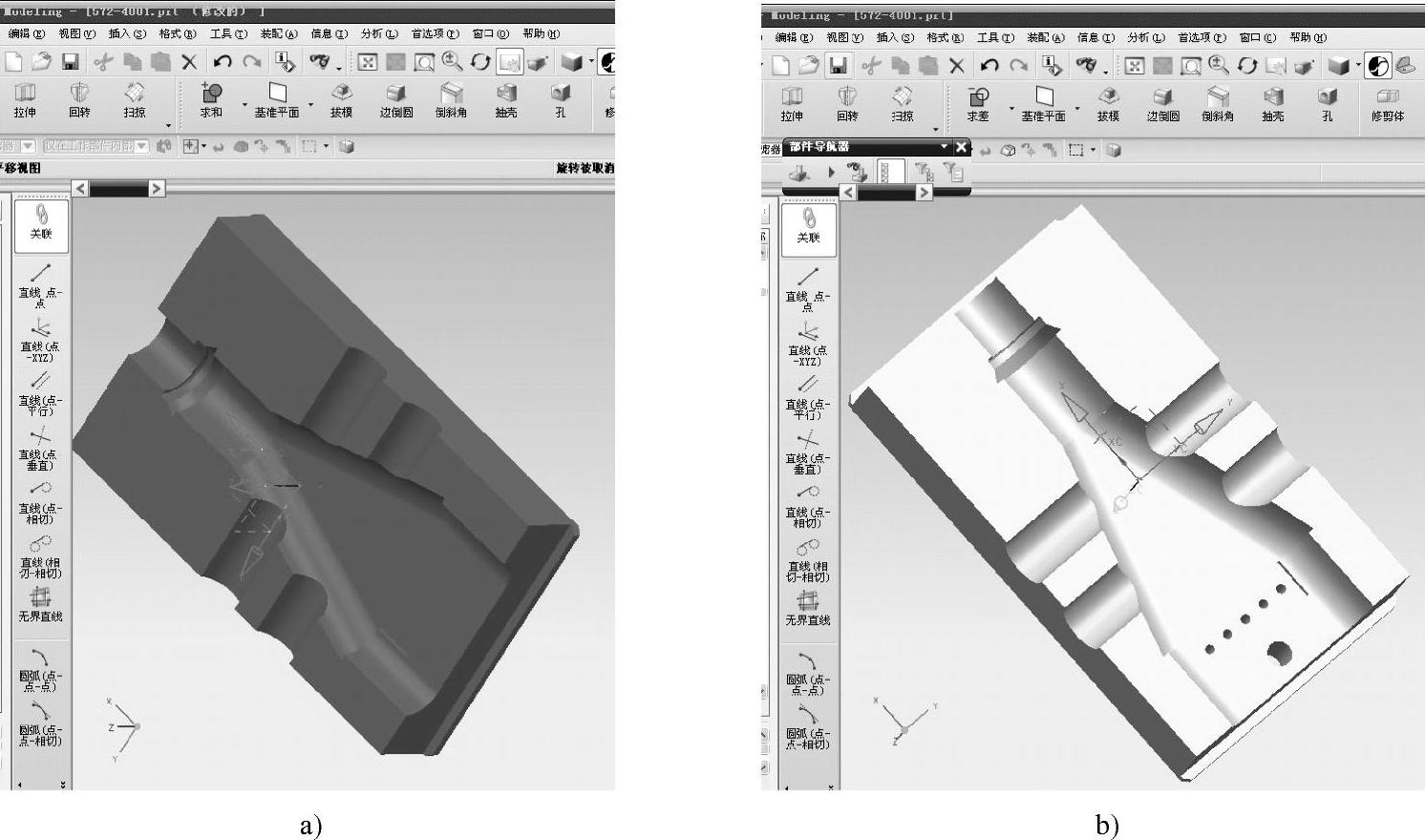
图9-17 溢流管注塑模动、定模型芯的三维UG造型
a)定模型芯的三维UG造型 b)动模型芯的三维UG造型
3)溢流管注塑模长型芯的三维UG造型,如图9-18所示。长型芯中间的孔用于圆柱销的定位,以防止长型芯产生轴向移动。为了便于推杆顶脱长型芯与溢流管,使溢流管与长型芯能够一起脱模,长型芯的圆柱端铣有图9-18b所示的平面。长型芯大端处铣有一缺口,这样,长型芯只能有一种放置位置,因此,可以防止其反向放置。
2.溢流管注塑模动、定模板的三维UG造型
由于溢流管注塑模动、定模板上存在镶嵌动、定模型芯的长方形孔,需要用慢走丝线切割进行加工。但线切割也需要进行编程,但线切割编程不需三维造型。而模板中间长度方向长型芯的定位槽需要采用数控加工,故注塑模动、定模板需进行三维造型。
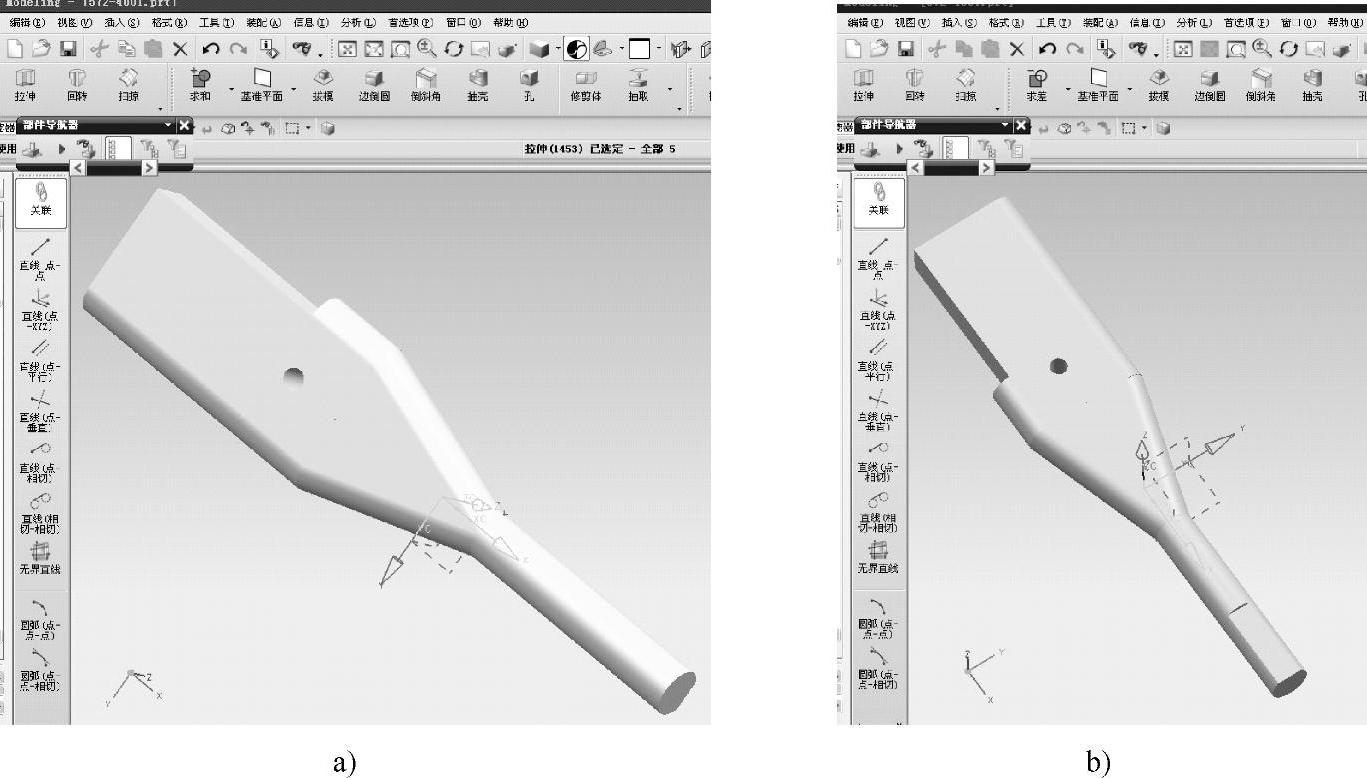
图9-18 溢流管注塑模长型芯的三维UG造型
a)长型芯正面的三维UG造型 b)长型芯反面的三维UG造型
溢流管注塑模动模板正、反面的三维UG造型,如图9-19所示。溢流管注塑模定模板正、反面的三维UG造型,如图9-20所示。注塑模动模板与定模板的主要区别在于,动模板上存在着推杆和回程杆的导向孔,而定模板上不存在着定模板上存在着斜导柱的安装孔,而动模板上不存在。
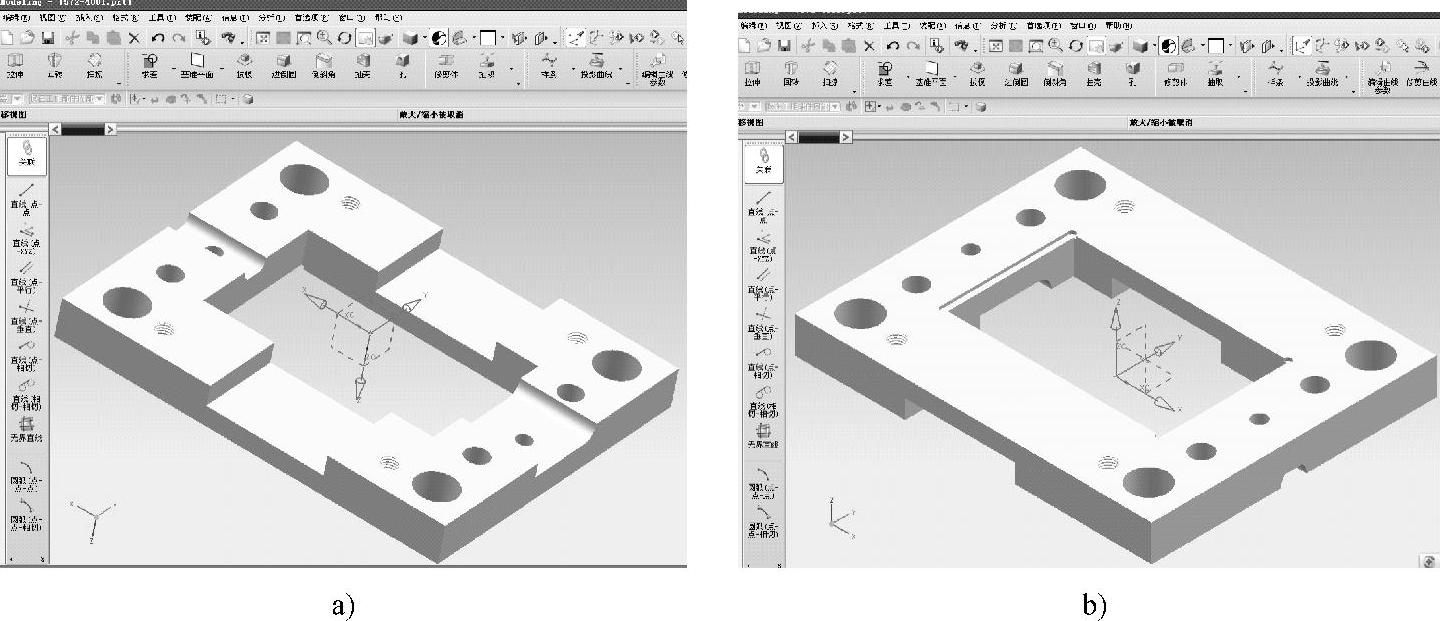
图9-19 溢流管注塑模动模板正、反面的三维UG造型
a)动模板正面的三维UG造型 b)动模板反面的三维UG造型
3.溢流管注塑模动、定模型芯与长型芯的二维图样
1)溢流管注塑模定模型芯的二维图样,如图9-21a所示。
2)溢流管注塑模动模型芯的二维图样,如图9-21b所示。
3)溢流管注塑模长型芯的二维图样,如图9-22所示。
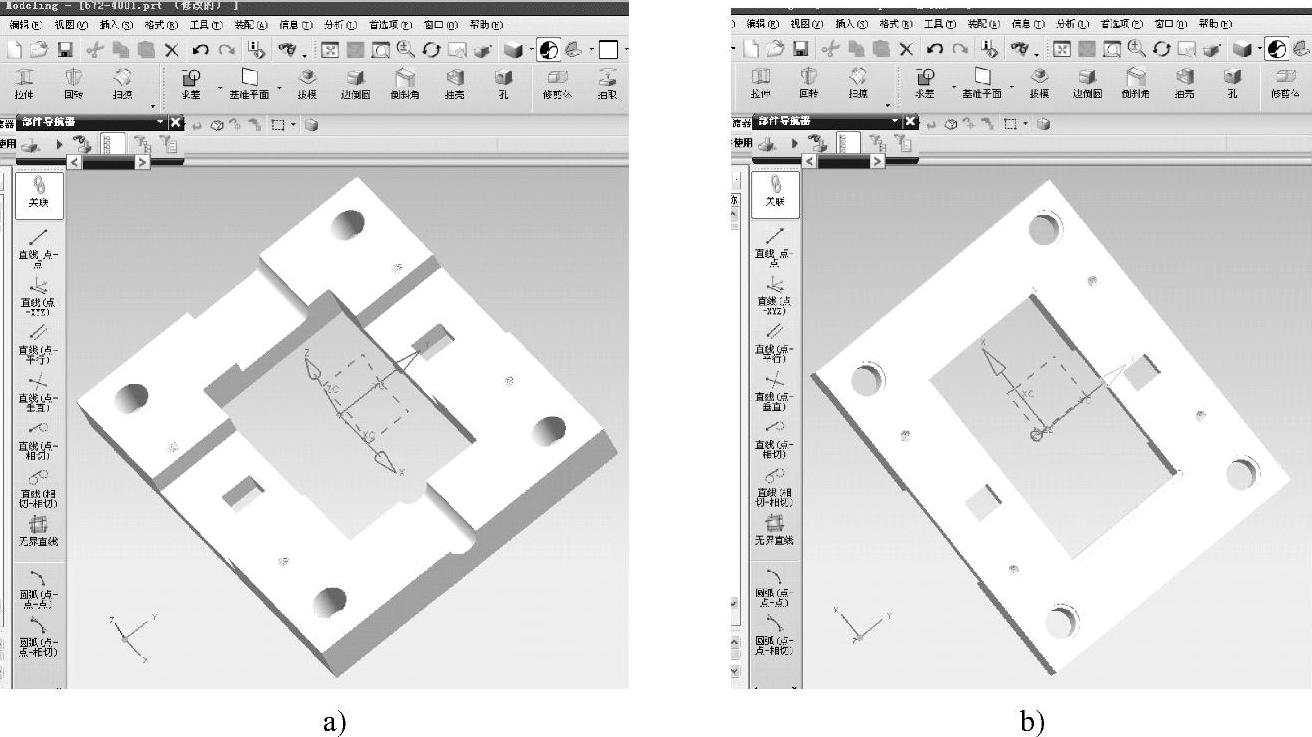
图9-20 溢流管注塑模定模板正、反面的三维UG造型
a)定模板正面的三维UG造型 b)定模板反面的三维UG造型
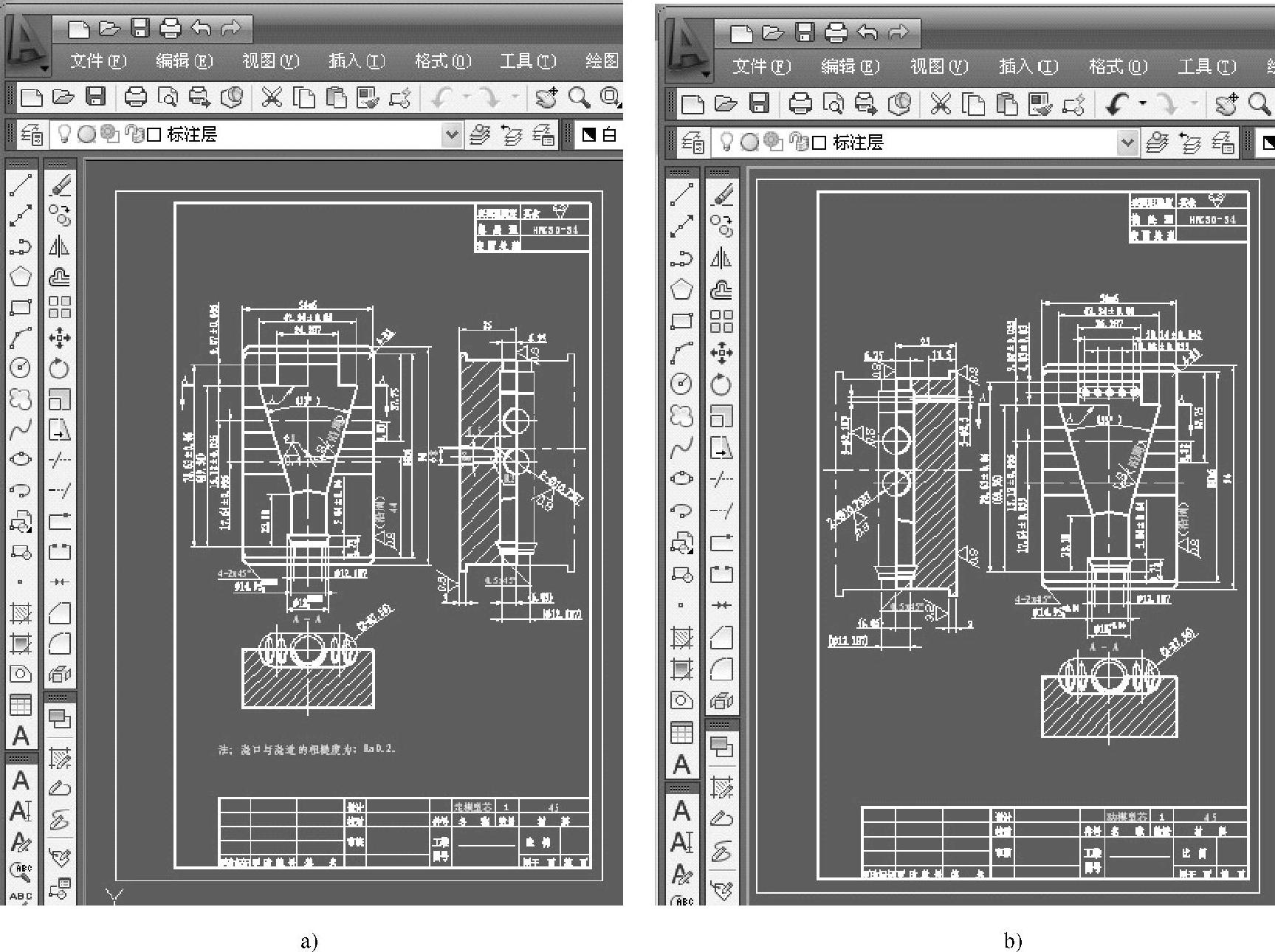
图9-21 溢流管注塑模动、定模型芯的二维图样
a)定模型芯的二维图样 b)动模型芯的二维图样
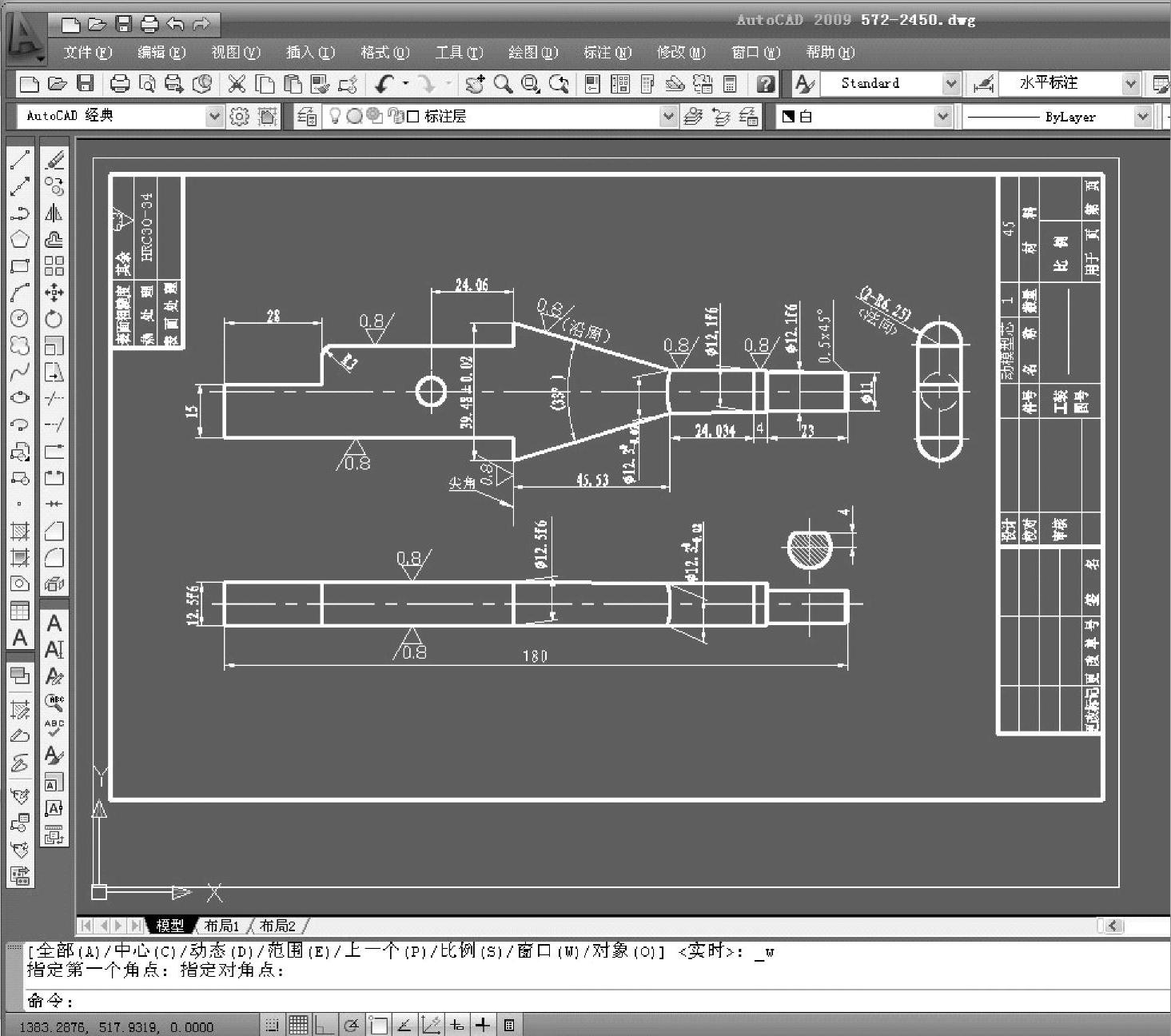
图9-22 溢流管注塑模长型芯的二维图样
4.溢流管注塑模动、定模板的二维图样
1)溢流管注塑模动模板的二维图样,如图9-23a所示。
2)溢流管注塑模定模板的二维图样,如图9-23b所示。
对关键零部件一定要进行三维造型,再将其转换成二维图,然后标注尺寸,并将关键零部件的二维图放进相应幅面代号的图中。
注塑模的设计是以注塑件形体“六要素”分析为依据,以注塑模结构方案可行性分析的“三种分析方法”和注塑模结构最佳优化可行性分析方法为工具,以注塑模结构方案的论证为验证手段,以注塑件上缺陷的预测分析和缺陷整治为方法的一种完整的、逻辑推理性极强的科学辩证方法论。运用此方法可以正确地处治注塑件上各种复杂的缺陷和注塑模结构中比较棘手的问题,可以使模具设计人员能够正确、高效、独立地进行注塑模的设计,从而可以避免注塑模设计的失误和彻底改变模具需要反复试模与修模的乱象,可以极大地提高注塑模设计的成功率和试模合格率。
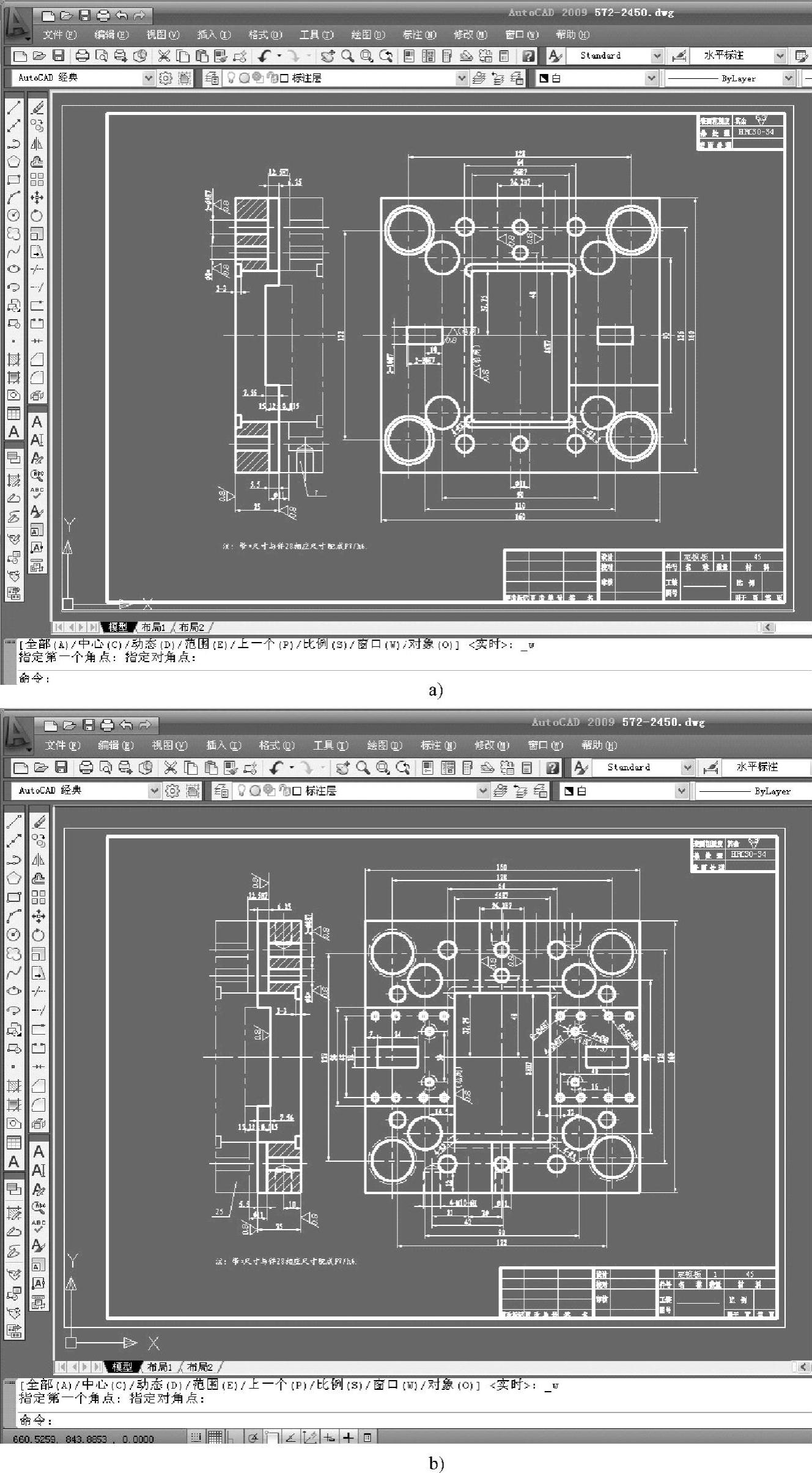
图9-23 溢流管注塑模动、定模板的二维图样
a)动模板的二维图样 b)定模板的二维图样
有关现代注塑模结构设计实用技术的文章

完成注塑件形体“六要素”的分析,注塑模结构方案的可行性分析与论证,模具最佳优化方案的分析与论证,对注塑件可能产生缺陷的预期分析之后,还需对注塑件的结构设计和使用的聚合物进行一番论证。综合上述的情况之后,才能最后确定注塑模的结构方案。正式对注塑模进行设计或造型。注塑模的型腔和型芯以及总图的设计,可以直接使用CAD软件进行二维图的设计,也可以先使用三维软件对注塑模进行造型,再实现三维造型向二维图的转换。......
2023-06-30

注塑模的抽芯机构有多种结构形式,随着时间的推移和科技水平的发展,还将会出现更多种类的抽芯机构。3)按抽芯方向的不同,可分为水平抽芯机构、斜向抽芯机构和垂直抽芯机构。注塑件的“型孔与型槽”要素决定着注塑模抽芯机构及其运动的形式,具体采用哪种抽芯方案,需要根据注塑件“型孔与型槽”要素的类型、方向、位置和变形等情况而定。......
2023-06-30

本书只以一般紧固连接用的螺纹型芯和螺纹型环的计算方法为例进行介绍。螺纹成型尺寸的计算是以下列假设为前提的。国家标准规定普通螺纹大径的基本尺寸为螺纹公称直径。表64 螺纹型芯和螺纹型环的螺距制造公差 B螺纹型环成型尺寸计算1)螺纹型环大径Dm。......
2023-06-30

螺纹型芯按其用途可分为成型塑件上的螺孔用的螺纹型芯和固定螺母嵌件用的螺纹型芯。为了使螺纹型芯能从塑件螺孔或螺纹嵌件的螺孔中顺利拧出,一般将其尾部做成四方形或相对的两边磨成两个平面,以便于夹持。图615a所示的系列是用圆锥面起密封和定位作用,这种安装形式定位准确,使用方便,可防止塑料熔体挤入配合面而使螺纹型芯抬起。将螺纹型芯做成圆柱形的台阶也可以定位和防止螺纹型芯下沉,如图615b所示。......
2023-06-30

细直径药芯焊丝可用于全位置焊,粗直径药芯焊丝多用于平焊及平角焊。无渣型即金属粉芯型,主要用于埋弧焊及高速CO2焊。有渣型药芯焊丝按渣的碱度可分为酸性渣和碱性渣两类。目前CO2焊用药芯焊丝使用量最大的为钛型(酸性)渣系。......
2023-06-26

主型芯是指塑料成型模中成型塑件较大内表面的凸状零件,又称型芯。型芯有整体式和组合式两大类。此种型芯主要用于小型模具上的形状简单的小型凸模(型芯)。为了节约贵重钢材和便于加工,将凸模(型芯)单独加工后,再镶入模板中,如图68b、c、d所示的结构。图69所示为镶拼式组合凸模(型芯)。如果用图69b的结构,仅镶嵌一个型芯,则可克服上述缺点。......
2023-06-30

图9-12a是开模后,溢流管和型芯都滞留在动模部分的三维造型。图9-12b是溢流管和型芯被推杆顶出脱模,脱模机构已复位,但侧向抽芯机构仍未抽芯时的三维造型。......
2023-06-30
相关推荐