行李箱锁主体部件注塑模结构方案的分析,应在注塑件形体分析“六要素”的基础上进行。根据模具结构方案的“三种分析方法”,在确定行李箱锁主体部件注塑模结构方案之后,需再进行注塑模结构方案的论证以及对薄弱构件进行强度和刚度的校核,最后才是注塑模结构和构件的设计和三维造型。设计时,先要根据行李箱锁主体部件的材料,确定塑料的收缩率和型面与型腔的脱模斜度,然后根据模腔的数量,选取注塑模的模架。......
2023-06-30
行李箱锁主体部件注塑模最主要的零部件包括动模型芯和定模型芯,它们的形状复杂,尺寸多,零件加工的工序多。注塑模最主要的零部件的加工,具有数控加工、精密镗孔、慢走丝精密线切割、电火花、精雕加工和化学腐蚀的高效精密加工技术的特点,并且加工周期长。
1.行李箱锁主体部件注塑模的动模型芯零件图的绘制及其加工
行李箱锁主体部件注塑模动模型芯的零件图,如图9-15所示。
(1)注塑模动模型芯的设计 以图9-15中D—D剖视图的M面为基准面,将动模型芯9在图9-9三个主要视图中的图形复制粘贴到行李箱锁主体部件注塑模动模型芯的零件图中。再在这三个主要图形的基础上绘制其他的图形,并标注好图形的尺寸,填写好技术要求和标题栏等。因为注塑模动模型芯的形状复杂且尺寸繁多,图9-15只表达了动模型芯的部分形状和尺寸。
(2)注塑模动模型芯的制造工艺 材料为预硬钢3Cr2Mo(P20),该钢材已预先硬化处理至30~36HRC,可直接进行加工。毛坯需经铣、粗磨和精磨,图9-15中A—A剖视图所示的ϕ22.3H7孔及ϕ8.1H7孔,需要采用坐标镗床加工。进出水通孔可以采用快走丝线切割加工,不通孔和推杆孔可以在铣床上加工。型面最好采用四轴数控铣床或五轴数控铣床一次性铣削成形,在没有四轴或五轴数控铣床的情况下,可先用三轴数控铣床加工,图9-15中D—D剖视图所示的三轴数控铣床加工不到的N处型面,可采用电火花加工,其他筋槽处也采用电火花加工。最后,还需要通过化学腐蚀来制出成型注塑件的动模型芯面上的皮纹。
(3)注塑模动模型芯脱模斜度的选定 为了使行李箱锁主体部件更容易脱模,一般要在注塑件脱模的方向上加工出脱模斜度,但动模型芯上的脱模斜度可以小于定模型芯上的脱模斜度,一般情况下取30′,因需要制出皮纹,为了不影响注塑件的脱模,脱模斜度可取成1°。
(4)注塑模动模型芯尺寸的计算 由于塑料的热胀冷缩,为了达到注塑件图样上的尺寸要求,注塑模型面和槽的尺寸都需要按塑料的收缩量放大。这样,冷却收缩后注塑件的尺寸才能够满足图样的要求。
图9-15 行李箱锁主体部件注塑模动模型芯的零件图
2.行李箱锁主体部件注塑模的定模型芯零件图的绘制及其加工
行李箱锁主体部件注塑模的定模型芯的零件图,如图9-16所示。
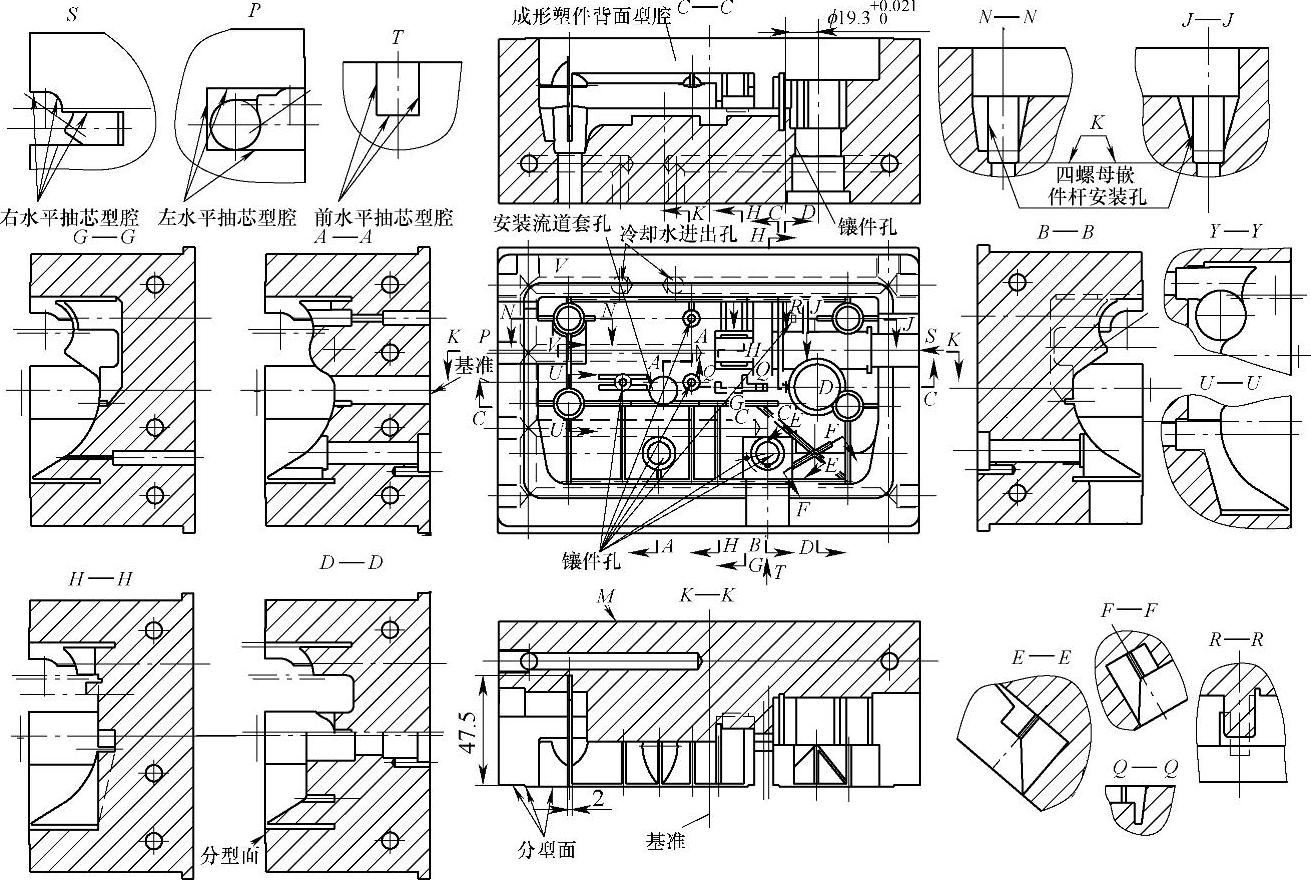
图9-16 行李箱锁主体部件注塑模定模型芯的零件图
(1)注塑模定模型芯的设计 如图9-16所示,注塑模定模型芯的型腔较动模型芯更为复杂,为了能够表示得清楚,该图仅绘出了部分图形。同动模型芯的设计一样,定模型芯也是将其在图9-9三个主要视图中的图形,经选复制、粘贴到行李箱锁主体部件注塑模定模型芯的零件图中。再在这三个主要图形的基础上绘制其他的图形,并标注好图形的尺寸,填写好技术要求和标题栏等。
(2)注塑模定模型芯的制造工艺 材料为预硬钢3Cr2Mo(P20),该钢材已预先硬化处理至30~36HRC,可直接进行加工。其加工工序与动模型芯的工序相同,只是加工时间更长,工序内容更多。特别是需要用电火花加工的加强筋槽更多,由于加强筋槽的深度很深,需要的时间更长。大的槽开始时可用数控铣床粗加工,然后再用大的电极加工。加工特别困难的是加强筋槽,因为它们的宽度为2mm,深度最深处为39.4mm,这样就造成了排屑的困难。为了解决这个问题,在加强筋槽处每隔一段距离用线切割加工出ϕ2mm的孔,用于排屑。在加强筋槽的深度加工至距要求深度还差0.5mm时,再将这些孔堵住,然后再将加强筋槽加工至图样要求的深度。另外,先期还可以用ϕ2mm的立铣刀加工到一定的深度,然后用一个两边各制有1°30′脱模斜度的两个整体电极加工加强筋槽,其中一个是粗加工的电极,另一个是精加工的电极。当然,若有精雕机进行先期加工,之后用整体电极加工筋槽,加工的进度会更快,因为精雕机加工的深度深而且切削速度更快。
(3)注塑模动模型芯脱模斜度的选定 因为注塑机的动模部分有推杆,可以用于注塑件的脱模,一般要求注塑件能滞留在注塑模的动模型芯上。这样注塑模动模型芯的脱模斜度可以比定模型芯的脱模斜度适当小一些,所有脱模方向的脱模斜度可取1°。
(4)注塑模动模型芯和型腔尺寸的计算 由于塑料热胀冷缩的原因,注塑模动模型芯和型腔尺寸需按塑料的收缩量放大。这样,注塑件冷却收缩后的尺寸,才能够满足图样的要求。
有关现代注塑模结构设计实用技术的文章

行李箱锁主体部件注塑模结构方案的分析,应在注塑件形体分析“六要素”的基础上进行。根据模具结构方案的“三种分析方法”,在确定行李箱锁主体部件注塑模结构方案之后,需再进行注塑模结构方案的论证以及对薄弱构件进行强度和刚度的校核,最后才是注塑模结构和构件的设计和三维造型。设计时,先要根据行李箱锁主体部件的材料,确定塑料的收缩率和型面与型腔的脱模斜度,然后根据模腔的数量,选取注塑模的模架。......
2023-06-30

注塑模主要构件包括定模型腔、动模型芯、变角滑块及变角斜导柱等,它们的加工工艺对注塑模制造的成败和生产效率也起着关键作用。定模型腔是主要构件中最为关键的零件,其形状复杂,尺寸繁多,加工周期长。注塑件形体分析的“六要素”主要是战术性的,用以确定注塑模具体的结构。当然在注塑模结构方案论证的过程中还需要运用“六要素”,“六要素”的分析贯穿于注塑模结构设计和结构方案论证的全过程。......
2023-06-30

带灯行李箱锁主体部件是一个很复杂的注塑件,成型它的模具更是一套十分复杂的注塑模。为此,特别是对于复杂和造价高的模具来说,在模具设计之前,都必须对注塑件进行形体分析,对注塑模结构方案进行充分的分析和论证,对引起注塑件缺陷的模具结构设计进行分析和评估。只有如此才能确保注塑模设计的成功,才能规避注塑模设计的盲目性和风险性。注塑模设计的忌讳是不加分析、论证和评估,就动手设计,这样常会以失败而告终。......
2023-06-30

在获得上述总图绘制的准备资料后,便可以着手注塑模装配总图的绘制。注塑模装配总图的绘制内容包括注塑模主要视图的绘制,主要尺寸及几何公差的标注,以及技术要求、标题栏、零件编号和明细栏的填写。注塑模的装配总图,就是在按收缩率放大后的注塑件零件图的基础上绘制的。......
2023-06-30
以豪华客车行李箱锁主体部件的注塑模为例,来说明注塑模装配总图的绘制豪华客车行李箱锁主体部件的零件图,如图9-1所示。绘制注塑模装配总图和零部件的零件图时,一定要注意图样的设计基准问题,否则会产生设计误差。......
2023-06-30
目前,在数控铣床上加工的绝大多数零件属于平面类零件。平面类零件是数控铣削加工对象中最简单的一类,一般只需用三坐标数控铣床的两坐标联动就可以把它们加工出来。2)采用三坐标数控铣床进行三坐标联动的方法加工空间曲面。故数控铣床容易保证成批零件的一致性,使其加工精度得到提高,质量更加稳定。虽然数控铣床加工范围广泛,但是因数控铣床自身特点的制约,某些零件仍不适合在数控铣床上加工。......
2023-06-26

半精车的公差等级为IT10~IT9,表面粗糙度Ra为6.3~3.2 μm;精车的公差等级为IT8~IT7,表面粗糙度Ra为1.6~0.8 μm。在选择切削速度时,精车一般有高速精车和低速精车。......
2023-06-24
相关推荐