溢流管注塑模的装配二维总图如图9-14所示。注塑模总图绘制出来后,就可以估算出模具的造价和工期。图9-14 溢流管注塑模装配总图注塑模三维造型转换成二维图样后,便可以进行模具各个零部件的绘制,编写加工工艺规程,编制线切割、数控加工的程序,以及模具用材的备料工作。......
2023-06-30
溢流管注塑模三维造型的过程如下:先确定注塑件的分型面,根据注塑件的分型面再对动、定模的型腔和注塑件的型芯进行三维造型;然后是对注塑模的抽芯机构、脱模结构和浇注系统进行三维造型;最后是对模架和模具,以及其他机构或构件进行三维造型。对注塑模构件进行三维造型的目的,是为了在数控加工模具构件的型面时,能对其进行数控编程。
1.溢流管注塑模定模部分的三维造型
因为注塑模采用的是点浇口的浇注系统,故注塑模应该采用三模板形式的标准模架。为了支撑中模板,导柱应设置在定模部分,中模板与定模部分之间应该设置限位螺钉,以便于取出主、分流道中的料把。由于溢流管两侧存在四个孔,需要有斜导柱滑块抽芯机构才能完成溢流管侧向孔的成型与抽芯动作,斜导柱应安装在定模部分。浇口套、定模型芯、定模板和定模垫板都设置在定模部分,流道也设置在定模部分。注塑模定模部分的三维造型,如图9-11所示。
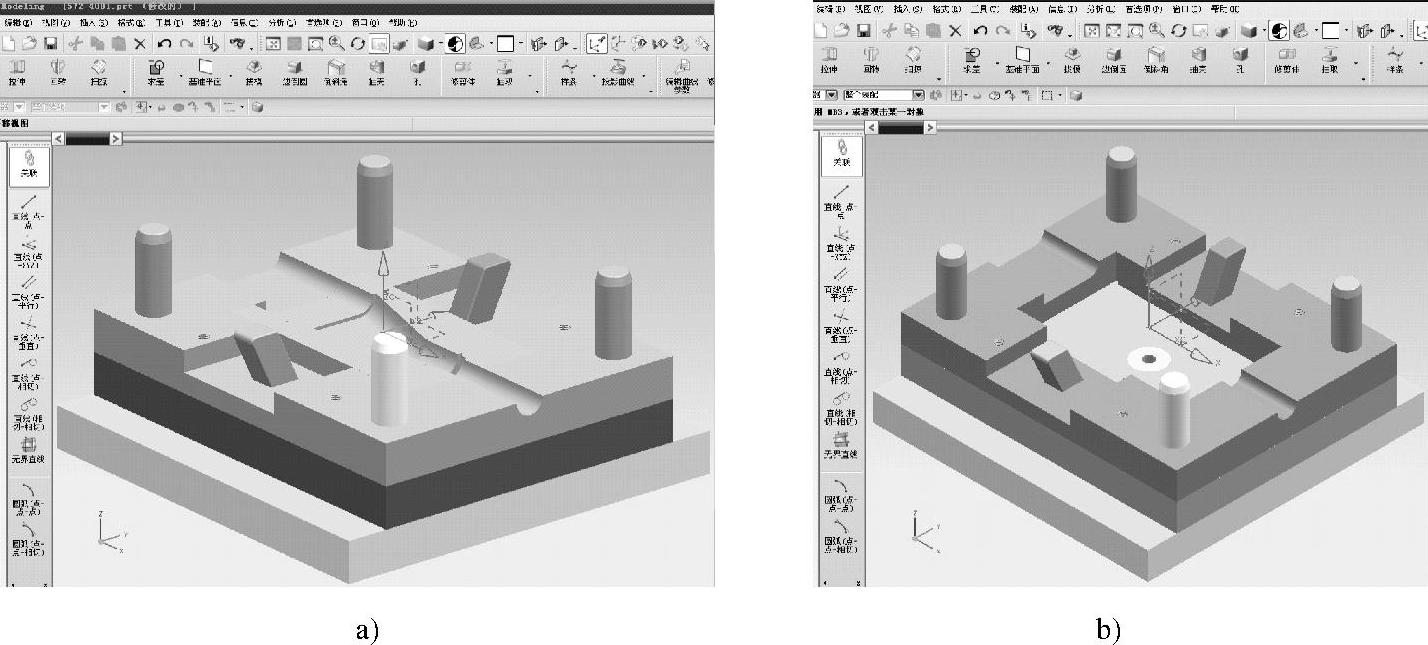
图9-11 注塑模定模部分的三维造型
a)装有定模型芯的定模部分的三维造型 b)未装有定模型芯的定模部分的三维造型
2.溢流管注塑模动模部分的三维造型
注塑模的动模型芯、动模板、动模垫板、模脚、底板、滑块和限位机构、推板、安装板、回程杆以及推杆等均安装在动模部分。图9-12a是开模后,溢流管和型芯都滞留在动模部分的三维造型。图9-12b是溢流管和型芯被推杆顶出脱模,脱模机构已复位,但侧向抽芯机构仍未抽芯时的三维造型。
3.溢流管注塑模的三维造型
注塑模的定模部分与动模部分通过导柱和导套组成一个整体的注塑模,注塑模的三维造型,如图9-13所示。由于是三模板结构,模具具有二次分型的特点,第一次分型是定模部分与中模板的分型,可以从定模部分与中模板之间去除浇口料把;第二次分型是中模板与动模部分的分型,可以实现溢流管的抽芯和脱模。在弹簧和回程杆的作用下,脱模机构复位。定模部分与动模部分合模之后,便可进行下一次注塑成型加工。
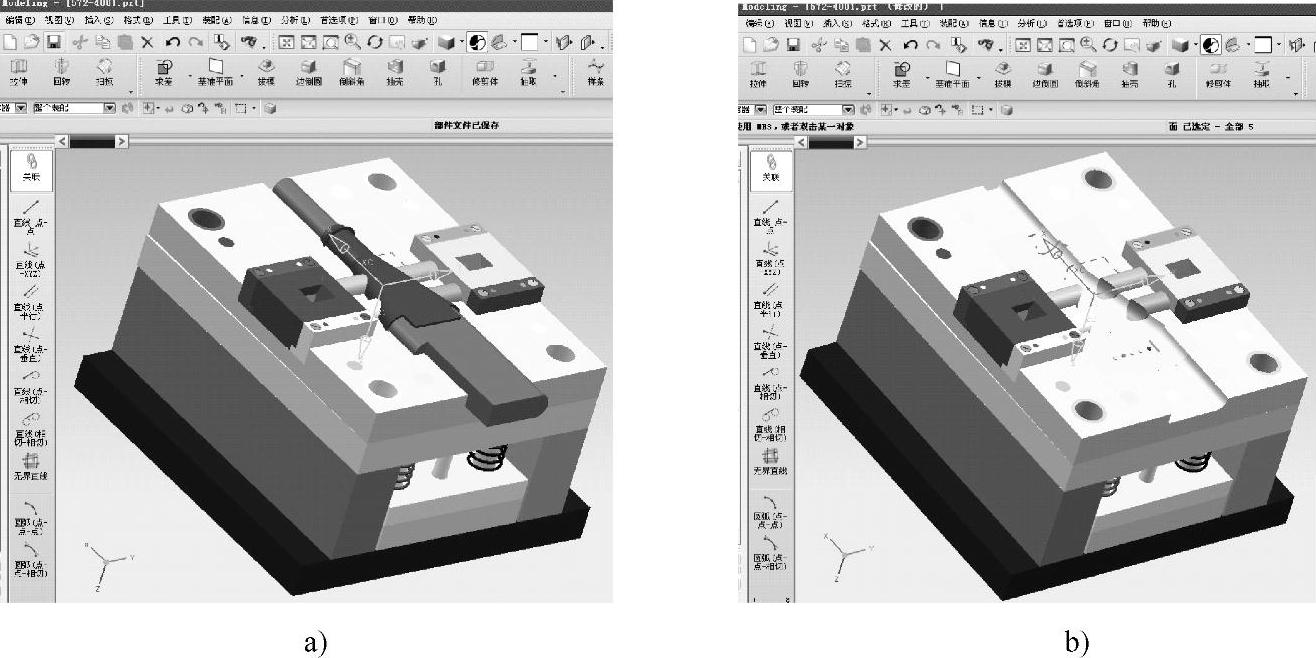
图9-12 注塑模动模部分的三维造型
a)溢流管脱模前的三维造型 b)溢流管脱模后的三维造型
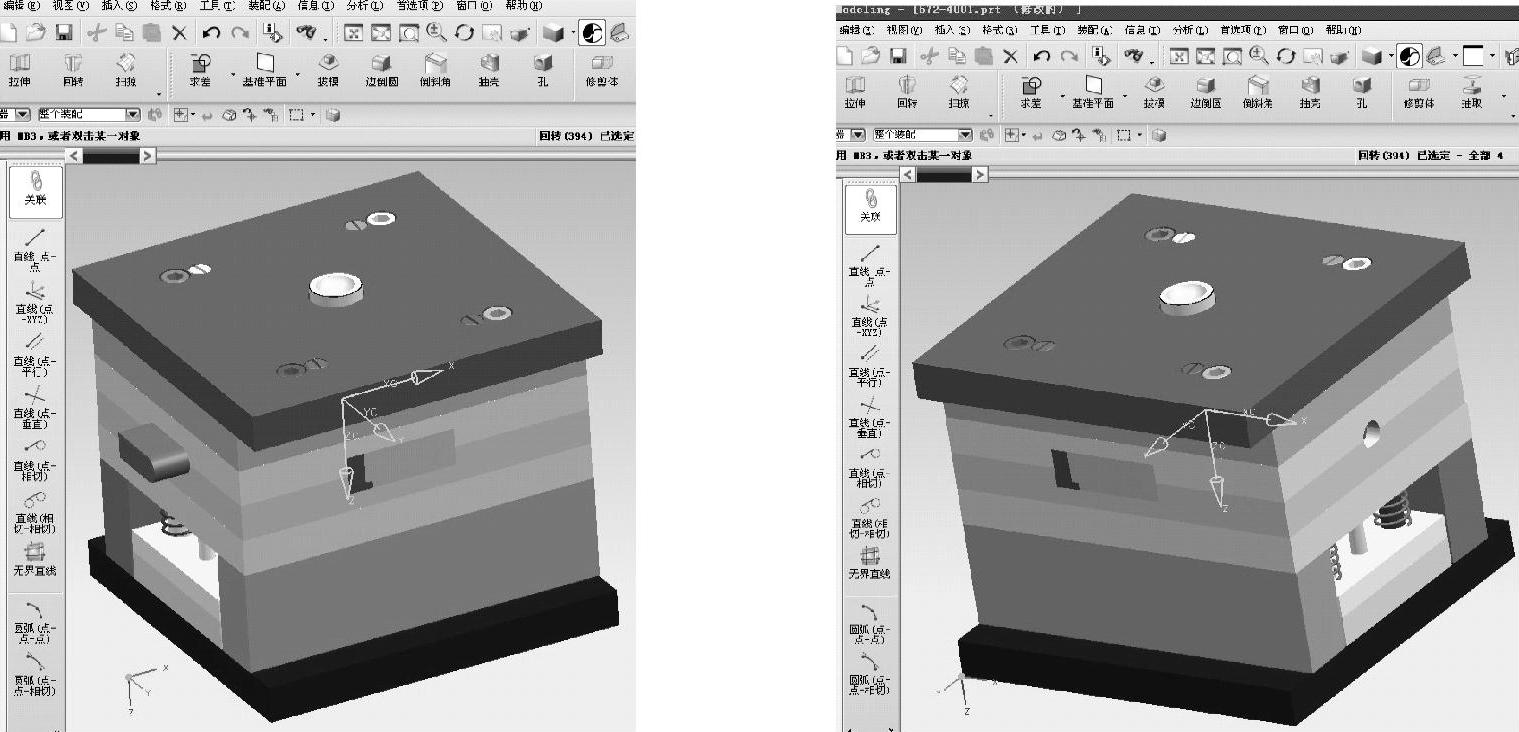
图9-13 注塑模的三维造型
有关现代注塑模结构设计实用技术的文章

溢流管注塑模的装配二维总图如图9-14所示。注塑模总图绘制出来后,就可以估算出模具的造价和工期。图9-14 溢流管注塑模装配总图注塑模三维造型转换成二维图样后,便可以进行模具各个零部件的绘制,编写加工工艺规程,编制线切割、数控加工的程序,以及模具用材的备料工作。......
2023-06-30

该方案采用的是将分流管弯舌状的凹面朝前,凸面朝后的侧立式放置方式。成型分流管弯舌内腔型芯的抽芯及“分流管”的脱模,采用的是向下方作弧形运动的抽芯兼脱模机构。图4-20 分流管注塑模结构方案三注:—弧形抽芯。......
2023-06-30
图4-13 手柄主体注塑模结构设计注塑模结构的设计,包括模架的选择,浇注系统、型腔和型芯、抽芯机构、脱模机构和冷却系统的设计。注塑模选择三模板的标准模架;浇口选择直接浇口;中、动模型芯采用内巡环水冷系统,并且需要采用O形密封圈以防止水的渗漏。......
2023-06-30

有些注塑模,往往是在提供有注塑样件的情形下进行设计的。这两种痕迹,特别是注塑模结构的成型痕迹,可以让我们还原注塑样件的模具结构。要素与痕迹理论对注塑模结构方案的综合分析,在对确保注塑模结构方案的完整性和正确性方面,起着极大的保障作用。注塑模结构成型的痕迹分析法和常规分析法相结合的综合分析法,才是最完美和最完善的结合,其中它们两种方法相辅相成,缺一不可。......
2023-06-30

故成型溢流管的动、定模型芯与长型芯一定要进行三维造型,三维造型之后再转换成二维零件图。1)溢流管注塑模定模型芯的三维UG造型,如图9-17a所示。2)溢流管注塑模动模型芯的三维UG造型,如图9-17b所示。......
2023-06-30
下面介绍的是其中有代表性的几种著名三维CAD软件。它主要适用于航空航天装备、汽车、通用机械及模具设计领域,基于特征的实体造型、尺寸驱动编辑功能和统一数据库是该软件的特点。......
2023-06-28

在弯道段,在主流和二次环流作用下的水流含沙浓度平面分布表明,凸岸浓度明显高于凹岸。用三维模型研究了弯道上推移质运动。本算例水流计算时间步长0.1s,泥沙计算步长5.0s,泥沙粒径0.36mm。利用这一试验来对比和检验具有横向展宽和变形的模型计算结果的合理性。......
2023-06-22

在注塑模的结构方案确定之后,便应着手注塑模结构及构件的设计和造型。所以,注塑模结构与构件设计的论证工作是必不可少的,特别是对投影面积大的注塑件和复杂的注塑模。“障碍体”要素剖析方法则是注塑模及成型模中各种运动机构设计的主要方法之一。......
2023-06-30
相关推荐