在获得上述总图绘制的准备资料后,便可以着手注塑模装配总图的绘制。注塑模装配总图的绘制内容包括注塑模主要视图的绘制,主要尺寸及几何公差的标注,以及技术要求、标题栏、零件编号和明细栏的填写。注塑模的装配总图,就是在按收缩率放大后的注塑件零件图的基础上绘制的。......
2023-06-30
以豪华客车行李箱锁主体部件的注塑模为例,来说明注塑模装配总图的绘制豪华客车行李箱锁主体部件的零件图,如图9-1所示。
1.豪华客车行李箱锁主体部件注塑模结构最佳优化方案可行性分析与论证的结论
应使注塑件加强筋较多的部位,处在模具的定模部分。
(1)注塑模分型面的确定 注塑件分型面Ⅰ—Ⅰ,如图9-1所示,从而可以确定注塑模定模型腔和动模型芯的分型面。
(2)注塑模抽芯机构的设置 注塑模沿周需要设置三处斜导柱滑块抽芯机构,以成型注塑件左侧面ϕ8+0.0750mm×3mm的圆柱孔及ϕ21.3mm×20mm的圆柱孔;右侧面ϕ8+0.0750mm×43mm的圆柱孔及10+0.3+0.1mm×10+0.3+0.1mm×45mm的方孔,以及后侧面14mm×22.5mm×15.3mm的三角形槽。
(3)注塑模嵌件杆和型芯的设置 背面4×M6mm螺孔的镶件通过嵌件杆来固定,注塑件脱模后嵌件杆由人工取出。5×ϕ3mm的孔及ϕ1.5mm的孔是以型芯成型,利用模具的开模实现型芯的抽芯,闭模实现型芯的复位。
(4)注塑模斜向脱模机构的设置 由于小方槽前面存在6mm×tan60°=3.1mm和6mm×tan10°=1.06mm两处显性“障碍体”,阻挡了注塑件的正常脱模,注塑件必须进行与开模方向成30°角方向的斜向脱模;
(5)注塑模垂直抽芯机构的设置 注塑件的斜向脱模,使得成型锥台中ϕ22+0.180mm×7.7mm圆柱孔的型芯成为了隐性“障碍体”,阻挡注塑件的斜向脱模。模具必须设置垂直抽芯机构,垂直抽芯之后,才能进行注塑件的斜向脱模。
(6)浇注系统的设计 由于注塑件的最大投影面积大,净重200g,毛重约210g,塑料的注射量大,因此,注塑件需要采用直接浇口的形式。
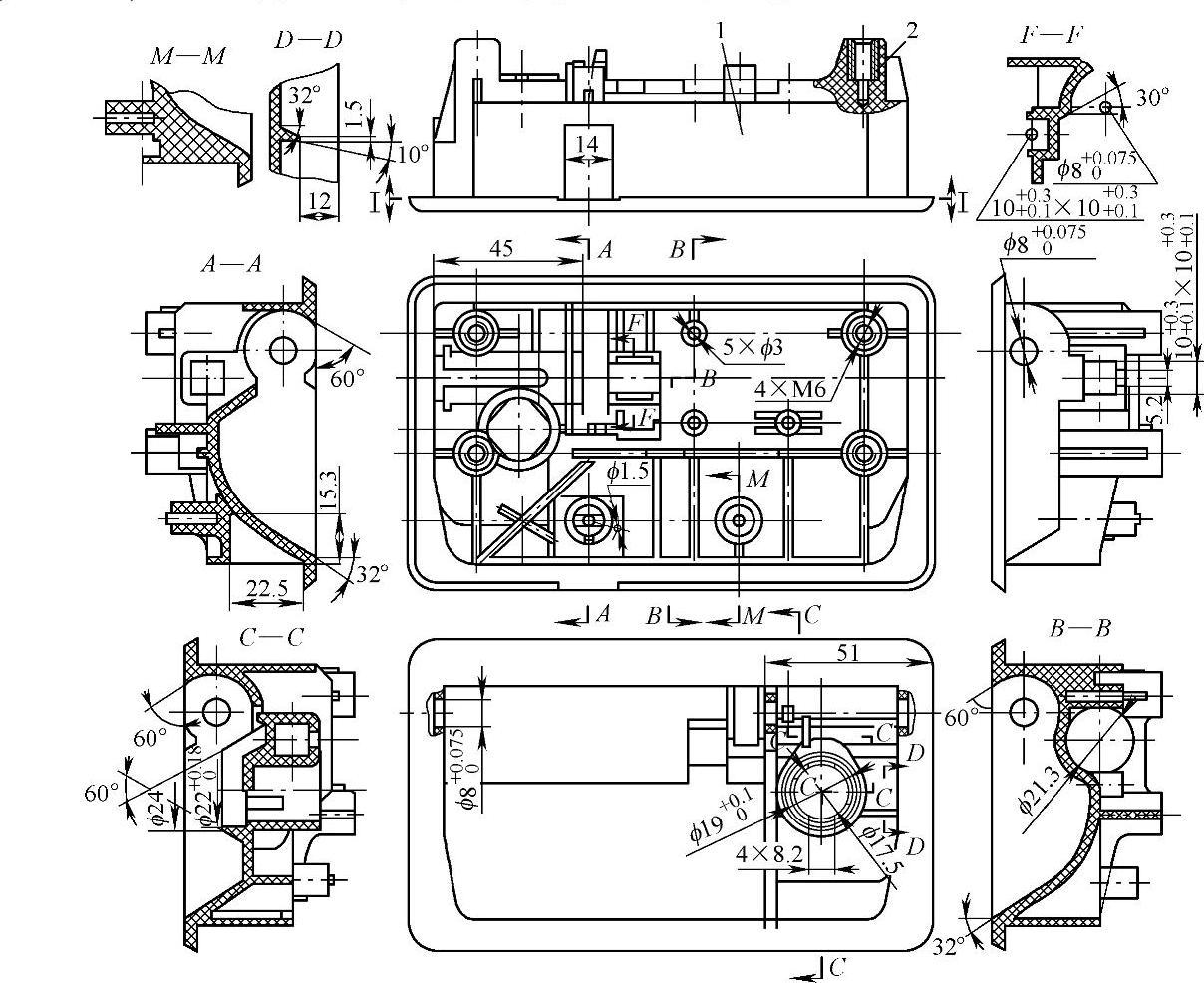
图9-1 豪华客车行李箱锁主体部件零件图
1—行李箱锁主体部件 2—圆螺母
2.按塑料平均收缩率放大后的注塑件零件图
豪华客车行李箱锁主体部件的材料:30%玻璃纤维增强聚酰胺6(黑色)QYSS08-92,收缩率:1%。按塑料平均收缩率放大后的豪华客车“行李箱锁主体部件”的零件图,如图9-2所示,注塑模的装配总图就是在此图的基础上绘制的。从图9-2所示的尺寸可以看出,模具型腔和型芯的尺寸均放大了1%。
3.注塑模成型面脱模斜度的选定
如图9-2左视图所示,Ⅱ处外壁脱模斜度为1°,其内壁和筋槽两侧面的脱模斜度为1°30′。加强筋若无脱模斜度,注塑件脱模时会产生很大的脱模力,会把注塑件撕裂。
4.行李箱锁主体部件注塑模装配总图的绘制
应先绘制总图的基准线,再绘制定模镶件、动模镶件、抽芯机构、脱模机构、模架、垂直抽芯机构和其他部分。
(1)绘制基准线 先要绘制注塑模装配总图的主视图、俯视图和左视图的基准线,如图9-3所示。
(2)绘制定、动模镶件 根据豪华客车行李箱锁手柄注塑模结构最佳优化方案可行性分析与论证中关于强度和刚度的计算,在基准线的适当位置上绘制定、动模镶件,如图9-4所示。注意,定、动模镶件的视图方向与注塑件零件图的方向不同,动模镶件是在图9-2俯视图的基础上绘制的。
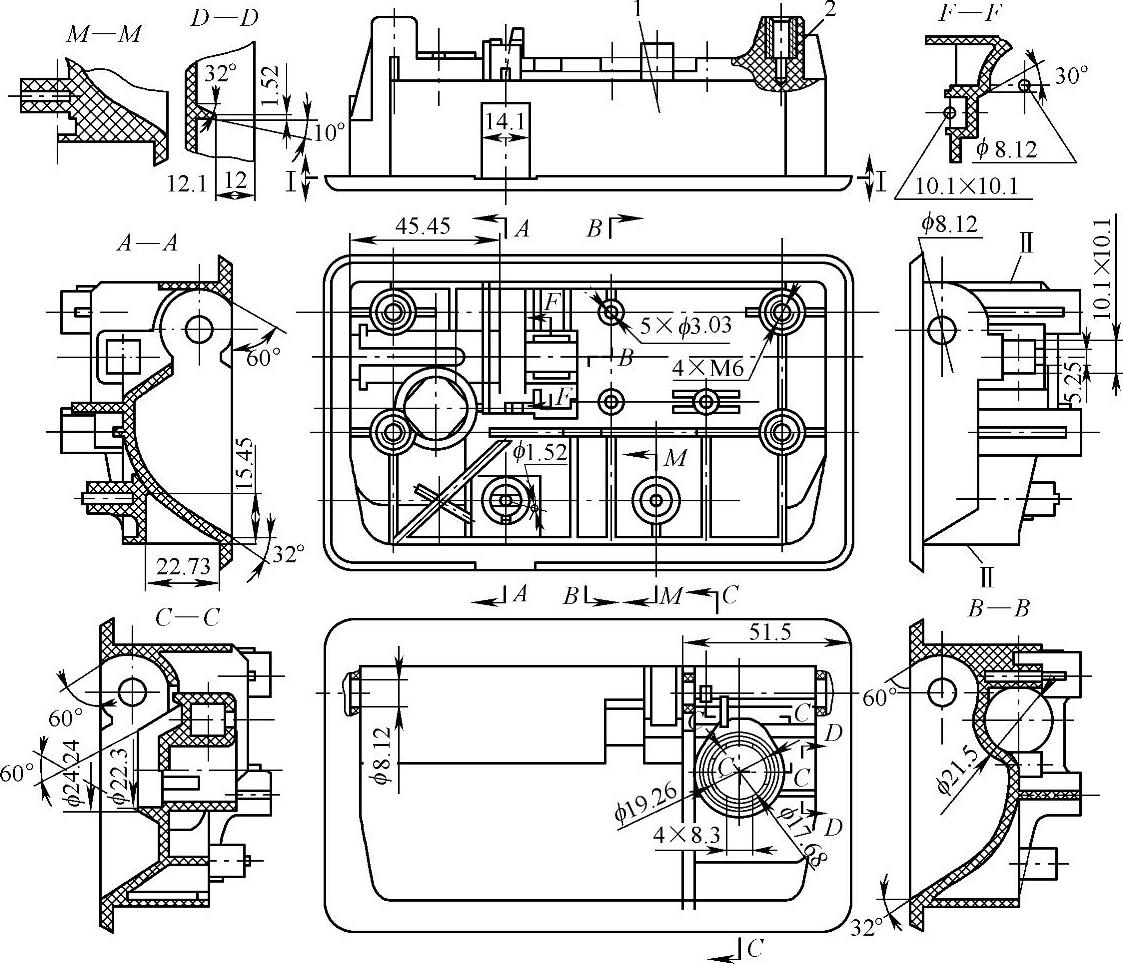
图9-2 按塑料平均收缩率放大后的豪华客车行李箱锁主体部件零件图
1—行李箱锁主体部件 2—圆螺母
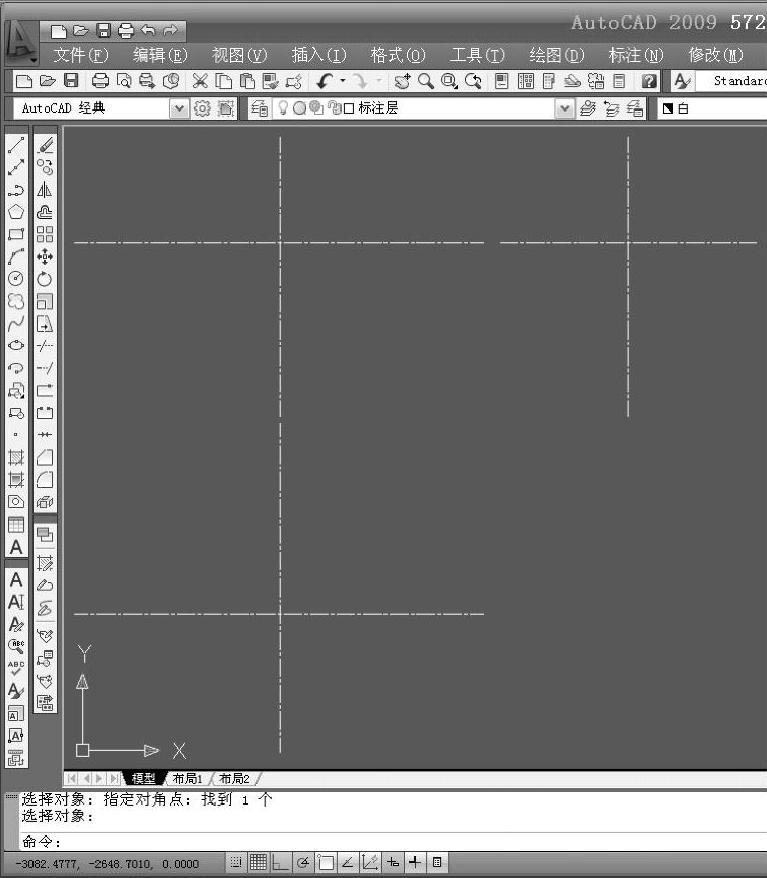
图9-3 绘制装配总图的基准线
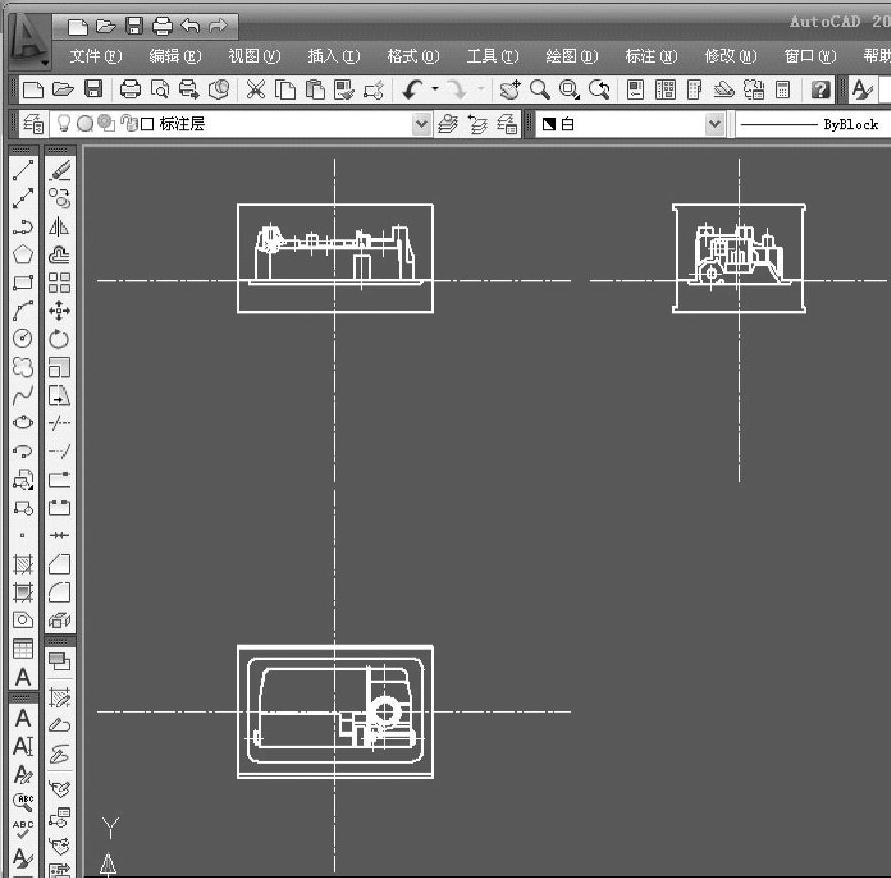
图9-4 绘制装配总图的定、动模镶件
(3)绘制抽芯机构 注塑件有三处需要抽芯,注塑模才能够正常地开、闭,注塑件才能正常地脱模。三处抽芯机构应在定、动镶件周侧面的三个方向绘制,如图9-5所示。
(4)绘制注塑模的斜向脱模机构 注塑模的斜向脱模机构,应该在注塑模定、动模镶件和抽芯机构的基础上绘制,如图9-6所示。
(5)绘制注塑模的模架 如图9-7所示,由于注塑件是斜向脱模,虽然没有标准模架,但可以选择接近标准模架的尺寸。非标准模架计算得出的尺寸见图9-5。抽芯距离应大于53.2mm,取抽芯距离为55mm。抽芯距离与滑块在模板上的支撑面尺寸之比为55/110.5≈1/2,符合滑块抽芯后需要有超过2/3的部分滞留在模板内的要求。模板的长度L=[90+127.3-(9+7.8)]mm×2=401mm,为了接近标准模架的尺寸,取L=400mm。模具的宽度B=[110+(48+127)]mm=285mm。模具的高度H可以根据模具强度与刚度的计算以及脱模机构顶出的行程进行计算,再根据标准模架的尺寸可得H=280mm。故模架尺寸为400mm×285mm×280mm,注意动模垫板和模脚的形状。
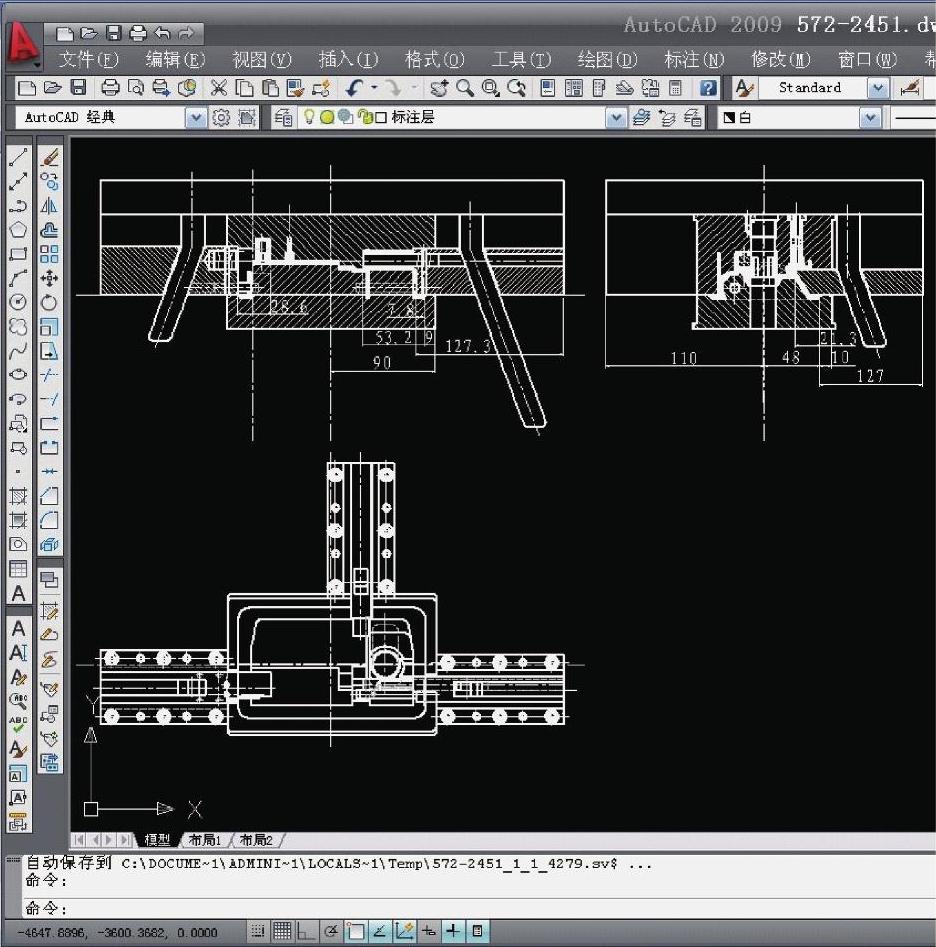
图9-5 绘制装配总图的抽芯机构
(6)绘制注塑模的垂直抽芯机构 注塑模的垂直抽芯机构应该在注塑模定、动模镶件,抽芯机构,斜向脱模机构和模架的基础上绘制,如图9-8所示。

图9-6 绘制装配总图的斜向脱模机构
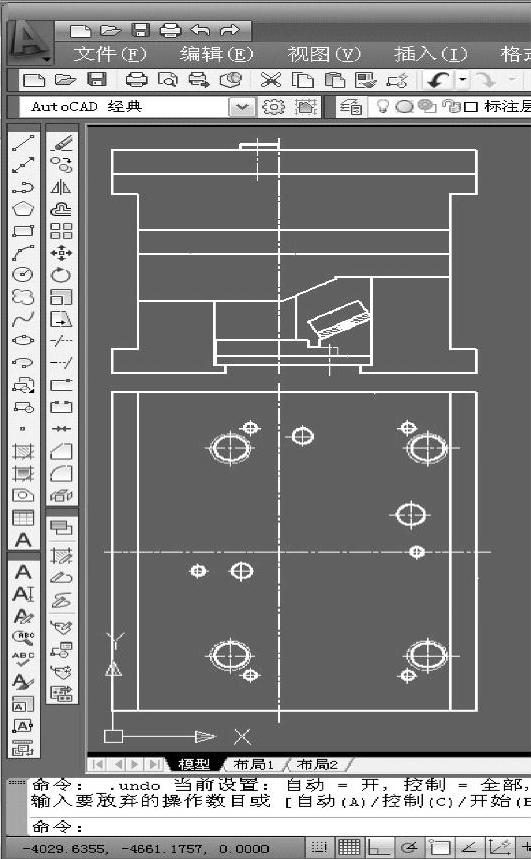
图9-7 绘制装配总图的模架
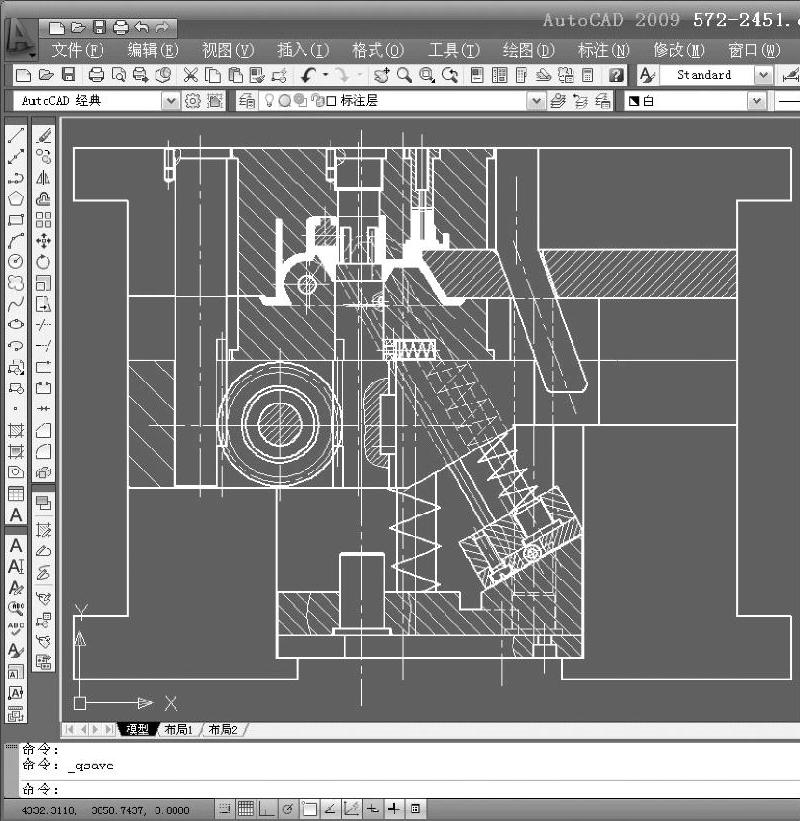
图9-8 绘制装配总图的垂直抽芯机构
(7)绘制注塑模的其他部分 绘制注塑模的浇注系统、冷却系统、导向系统、定位系统和脱模机构的复位机构,填写技术要求和标题栏等,如图9-9所示。
一般是绘制好注塑模的装配总图后,再根据总图来绘制各个零部件的零件图,这样各个零部件之间的装配关系、相对位置、形状与尺寸都比较好确定。也有一些人喜欢先绘制零部件图,再将零部件图组合成注塑模装配总图。这种方法可用于简单图样的绘制,零部件绘制出来后,总图也可以很快绘制出来。而对于像行李箱锁主体部件注塑模这样复杂图样的绘制,就会产生很多麻烦。如当你将所有的零部件图绘制出来后,在组装时,会发生有些零部件在装配图中的空间不够,需要调整零件的尺寸,甚至是形状。这个零件尺寸和形状的调整

图9-9 行李箱锁主体部件注塑模的装配图
又会影响到很多其他零部件尺寸和形状的调整,最后将会使工作复杂化。我们提倡先绘制好注塑模的装配总图,再依据总图绘制出各个零部件的零件图,养成好的制图习惯。绘制注塑模装配总图和零部件的零件图时,一定要注意图样的设计基准问题,否则会产生设计误差。
有关现代注塑模结构设计实用技术的文章

在获得上述总图绘制的准备资料后,便可以着手注塑模装配总图的绘制。注塑模装配总图的绘制内容包括注塑模主要视图的绘制,主要尺寸及几何公差的标注,以及技术要求、标题栏、零件编号和明细栏的填写。注塑模的装配总图,就是在按收缩率放大后的注塑件零件图的基础上绘制的。......
2023-06-30

在用CAD软件设计注塑模装配总图之前,还需要做一些必要的准备工作,之后才能真正地开始进行模具的设计工作。成型大型注塑件的模腔多为单腔,成型小型注塑件的模腔可以是多腔。注塑件的精度 模腔数量越多,模腔的制造精度越低。......
2023-06-30

完成注塑件形体“六要素”的分析,注塑模结构方案的可行性分析与论证,模具最佳优化方案的分析与论证,对注塑件可能产生缺陷的预期分析之后,还需对注塑件的结构设计和使用的聚合物进行一番论证。综合上述的情况之后,才能最后确定注塑模的结构方案。正式对注塑模进行设计或造型。注塑模的型腔和型芯以及总图的设计,可以直接使用CAD软件进行二维图的设计,也可以先使用三维软件对注塑模进行造型,再实现三维造型向二维图的转换。......
2023-06-30

溢流管注塑模的装配二维总图如图9-14所示。注塑模总图绘制出来后,就可以估算出模具的造价和工期。图9-14 溢流管注塑模装配总图注塑模三维造型转换成二维图样后,便可以进行模具各个零部件的绘制,编写加工工艺规程,编制线切割、数控加工的程序,以及模具用材的备料工作。......
2023-06-30

为了保证正常的啮合传动,齿轮与齿条间应有一定的啮合间隙,因此,在装配溜板箱与齿条时就应保证这一要求。在上述两装配尺寸链中,由于组成环较多,封闭环的公差又比较小,所以总装时进给箱、溜板箱和后支架的装配不应采用完全互换法。偏移量的大小取决于各组成环的累积误差,但装配时实际允许的偏移量,则取决于螺钉过孔和螺钉间的径向间隙。......
2023-06-29

注塑模计算机辅助工程是指用科学的方法,以计算机软件的形式为制造业提供的一种有效的辅助工具。目前,注塑模CAE软件能够进行注塑件冷却过程的模拟、气体辅助成型过程的模拟、应力分析和翘曲分析等。然后,像操作注塑机一样,输入料筒温度、注射压力、注射速度、螺杆转速、注射时间、冷却时间、背压和锁模力等工艺参数后。......
2023-06-30

装配约束决定了部件中零部件结合在一起的方式。应用装配约束,可以限制零部件的自由度,使零部件正确定位或按照指定的方式运动。应用该对话框可为零部件添加装配约束。......
2023-06-28

PSCAD是当前主流的电力系统暂态分析软件,主要用于一般的交流电力系统电磁暂态研究,进行简单和复杂电力系统的故障建模及故障仿真,分析电力系统的故障电磁暂态过程。EMTDC/PSCAD还可以广泛地应用于高压直流输电、FACTS控制器的设计、电力系统谐波分析及其电力电子仿真。此外,EMTDC/PSCAD还具有强大的自定义功能,用户可以根据自己的需要创建具有特定功能的装置。......
2023-06-23
相关推荐