由于CAE法的应用具有一定的局限性,CAE法也不是万能的,应该利用这四种分析方法的互补性来有效地进行注塑件缺陷的预测和整治。若不一致,说明还存在问题,需要进一步查清问题的所在。......
2023-06-30
由于缺陷综合整治辩证法的四种分析法具有互补性,在使用过程中需要利用这种互补性,才能获得最大的效益。由于它们具有某些相同的作用,又可以作为分析结论时相互验证的工具。
1.缺陷综合整治辩证法的应用
缺陷综合整治辩证法中的四种分析法若使用不当,则很难发挥它们的作用。如何运用这四种分析法,使其达到最大和最佳的效果,是我们必须面对的现实。
在注塑件结构设计或造型时,应首先使用CAE法对注塑件的翘曲变形、熔接痕、气泡和应力集中的位置进行分析。然后,运用图解法进行其他缺陷的分析,这样可以最大量地消除注塑件上可能产生的缺陷。若注塑件的翘曲变形、熔接痕、气泡和应力集中位置的分析都用图解法,便没有CAE法直观和简便。这样两者互补,可以到达全面和最佳的分析效果。
【例8-5】 外手柄注塑模在设计时,因为没有进行外手柄缺陷的预测,试模时出现了缩痕、银纹、熔接痕、过热痕和流痕五种缺陷,如图8-12所示。此时,不管如何调整成型加工的工艺参数,包括使用排查法和痕迹法,始终解决不了这五种缺陷问题。在没有办法的情况下,只好采用气辅注塑成型,采用气辅注塑成型之后,五种缺陷便消失了。但在没有气辅注塑机,或气辅注塑机出现故障的情况下该怎么消除缺陷呢?此时,可以采用CAE法进行分析,不断地变换浇口的位置,但问题仍然得不到解决。于是采用了图解法分析,才发现原来是外手柄在模具中的位置不对,造成了熔体紊流失稳填充而产生了这五种缺陷。后来将外手柄在模具中的位置上下颠倒,使熔体顺势稳流填充。重新制造模具之后再成型加工外手柄,这五种缺陷便消失了。为什么CAE法预测分析会不到位呢?原因是CAE法也需要有缺陷整治经验的人来进行分析,其实只要将外手柄造型在模具中的位置上下颠倒就可以了。如此,只是模具的结构由动模脱模变成定模脱模,模具的结构虽然变复杂了,但注塑件上的五种缺陷消失了,注塑件合格了。后来类似的注塑件都采用了图解法进行缺陷分析,都取得了很好的效果。
上述例子说明了一个问题,即注塑件缺陷的预期分析很重要,不要等出现了问题再进行整治,这就会造成经济损失和开发周期的延长。同时也说明了CAE法的局限性,CAE法不是万能的,应该利用四种分析方法的互补性有效地进行注塑件缺陷的预测和整治。
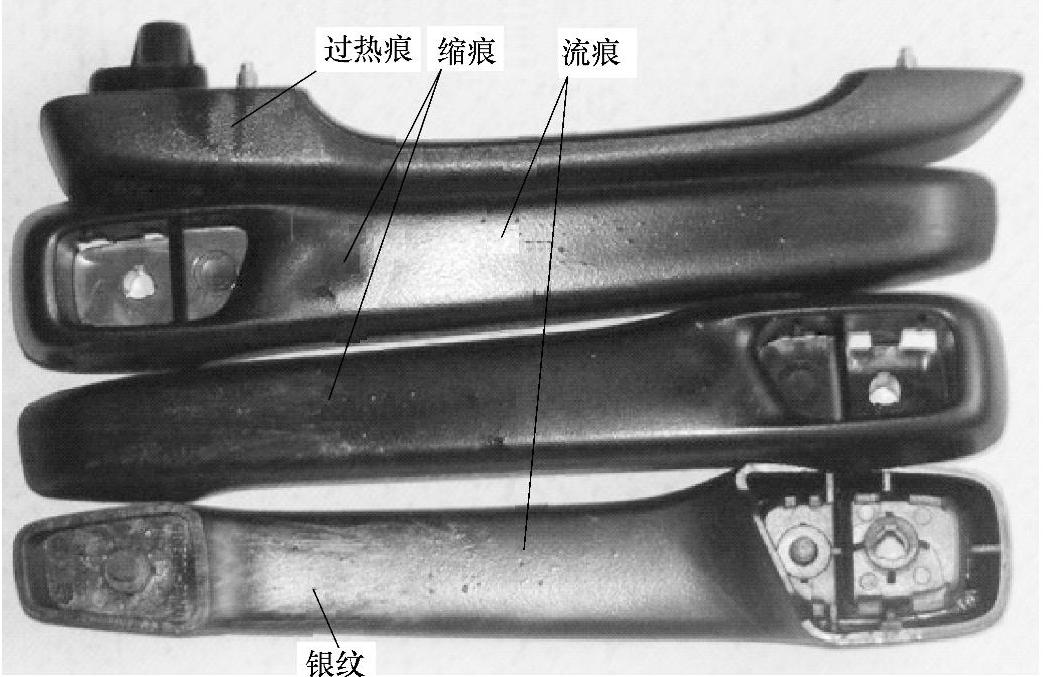
图8-12 外手柄
2.缺陷综合整治辩证法运用的技巧
就注塑模设计而言,一般是在模具结构分析阶段,应对注塑件缺陷进行预期分析。其中包括CAE法,如因CAE法的局限性不能进行分析时,则应该运用图解法继续进行分析。通过对注塑件缺陷的预期分析,可以排除部分或大部分甚至全部的缺陷。由于人们对注塑件成型加工认识的局限性,预测时设置的成型条件、参数等不可能做到均与实际情况相符,这样就不免在注塑件实际成型的过程中还会出现各种形式的缺陷。接下来是通过试模去发现注塑件上存在的缺陷,此时又有两种方法可供选择,一是排查法,二是痕迹法。排查法效率较低,而且容易使问题复杂化。痕迹法,因为缺陷痕迹都具有各自的特征,缺陷痕迹之间存在区别,可以根据缺陷痕迹的形状、大小、色泽和位置等特点,迅速而准确地确定缺陷产生的原因。可见可以单独地运用四种分析方法中的一种进行分析,也可以两两交叉地进行分析,还可以综合运用进行分析。
例如缩痕,发生在厚壁反面的一定是由于壁厚不均匀所造成的;产生的不规则凹坑一定是因塑料收缩率过大而产生的;出现在大面积部位上比较规则的缩痕,一定是因壁厚保压补塑不足而产生的;出现在浇口对面的缩痕,一定是由于加料量不足而造成的。又如黑点,塑料因过热发生降解碳化,出现在注塑件上的点是黑色的;而注塑件若因含有杂质而出现斑点时,斑点呈现的一定是杂质的颜色,两种颜色是不同的,有着明显的区别。因此,通过大量的实践可以找出这些区别,这就是痕迹与痕迹技术。当然痕迹法和排查分析法可以结合在一起使用,也可以分开使用。
3.缺陷综合整治辩证法的相互验证
我们知道CAE法和图解法,都能对注塑件上的翘曲变形、熔接痕、气泡和应力集中位置进行预测分析。排查法和痕迹法的内容基本相同,可以利用它们对同一种缺陷进行分析,那么就可以利用它们各自分析的结论来验证这些缺陷产生的原因是否一致,如果一致说明分析是正确的。若不一致,说明还存在问题,需要进一步查清问题所在。
有关现代注塑模结构设计实用技术的文章

由于CAE法的应用具有一定的局限性,CAE法也不是万能的,应该利用这四种分析方法的互补性来有效地进行注塑件缺陷的预测和整治。若不一致,说明还存在问题,需要进一步查清问题的所在。......
2023-06-30

注塑件缺陷的预期分析法和试模之后的缺陷整治法,统称为注塑件缺陷综合整治辩证法。缺陷综合整治辩证法由CAE法、图解法、排查法和痕迹法组成,这样就可以形成系统而全面的整治缺陷的方法。还可以预测注射后注塑件可能出现的翘曲变形、熔接痕、气泡和应力集中的位置等潜在缺陷,并可以代替部分的试模工作。可见注塑件上的缺陷问题不是一个小问题,解决缺陷问题需要一种切实可行的方法,缺陷综合分析法就是一种有效的分析方法。......
2023-06-30

注塑件上成型加工痕迹的类型多达几十种,如流痕、缩痕、熔接痕、银纹等等。具体排查时,可按下列顺序进行:模具的浇注系统、塑料、加工参数、加工工序、注塑件结构、模具结构、注塑设备、其他。注塑件上的缺陷痕迹也不例外,因为某一种缺陷痕迹只会因某一两种原因造成,最多不会超过三种,这就使我们排查的范围缩小了。表7-1 以ABS为原料的注塑件在成型加工过程中产生缺陷的整治处理......
2023-06-30

具体地讲,注塑件缺陷的综合辩证论治是对缺陷成因的分析,注塑件缺陷的综合辩证施治是制订整治缺陷的措施,两者组成了系统的辩证方法论。图1-3 塑料件上缺陷的综合辩证整治方法及其特点1.注塑件上缺陷的预期分析方法塑料件缺陷的预测分析方法可分为CAE法和图解法。......
2023-06-30

在对注塑件上的成型加工缺陷痕迹进行分析与整治时,必定会牵扯到模具结构的判断。特别是通过远距离的网络会诊对注塑件上产生的缺陷进行处治时,要先对注塑件上的模具结构痕迹进行分析,在确定了模具的结构后再进行缺陷痕迹的分析与整治。注塑件上模具结构成型痕迹,对模具设计者来说可以称得上是良师益友,这些痕迹对我们的启迪作用是无可替代的。......
2023-06-30

模具浇口的设置如图7-9a所示,熔体充模时产生了26条熔接痕,会影响注塑件的外观和强度。熔接痕是这类注塑件产生的最普遍的缺陷,也是比较难整治的缺陷。但注塑件缺陷的产生是有原因的,只要能够正确分析出缺陷产生的原因,便可以采用相应的措施对其进行整治。因此必须针对熔接痕形成的原因,采取相对应有效的整治措施,这便是注塑件缺陷的辩证论治。......
2023-06-30

在实际Web 项目的开发过程中,为了减轻服务器的负担,很多HTML 表单都需要用JavaScript 编写的代码进行验证。由于这里的验证比较集中,所以就另外创建一个Javascript 文件用于存放diaocha.html 的表单验证代码。图3.13建立js 文件然后在js 文件夹下建立diaocha.js 文件。右键单击js 文件夹,在弹出的快捷菜单中选择“New”“File”。将弹出如图3.13 所示的窗口,在窗口中填写文件名diaocha.js。diaocha.js 文件内容如下:JavaScript 验证一般是先定位元素,然后获取元素的值,最后进行判断。图3.14JS 表单验证......
2023-11-21

相关推荐