再根据成型加工痕迹的特征及其原因进行分析排查,如此可以缩小排查范围。问题件的缺陷分析 壳体的痕迹如图8-11b所示,由于浇口处在半球形外壳与螺纹相连接的端面上,在注塑机的压力下,熔融的料流从型芯与模腔之间的空间分别由两侧并向上和向下逐层进行填充。压缩气体的温度进一步提高,炽热的气体使塑料产生过热的现象并发生降解而出现了过热痕。......
2023-06-30
由于注塑件缺陷图解预测法的使用具有广泛性和普遍性,又不需应用相应计算机软件的特点,故图解法可以在CAE法不能使用的领域中充分发挥其作用。现在注塑模的试模合格率低,模具制造之后需要不断的试模和修模,其症结就是没有很好地进行注塑件缺陷的预测分析。因为注塑件缺陷的预测分析,可以将大部分或全部的注塑件成型加工缺陷阻挡在注塑模结构方案制订之前。
【例8-2】 拉手的材料为聚氨酯弹性体,材料牌号:T1190-PC,零件净重60g,毛重70g。拉手由手柄体1和钢丝绳2组成,如图8-4和图8-6a所示。
1.拉手上缺陷痕迹的辨认与判断
“拉手”试模件上可以观察到的缺陷痕迹有熔接痕、喷射痕、缩痕和泛白痕,如图8-5a和图8-5b及图8-6b所示。

图8-4 拉手的缺陷
根据拉手成型加工痕迹可判断出两个浇口的形式为矩形侧浇口。在试模件上长分流道的浇口处,存在着范围较大的扇形状喷射痕④,而另一短分流道的浇口处,喷射痕④范围较小。两浇口料流汇合处的熔接痕⑤一处明显而另一处较隐蔽,还存在着流痕⑥和缩痕⑧。在图8-6b所示的泛白处有着较大面积的泛白痕迹⑦。这些痕迹均为注塑件的缺陷痕迹,它们不仅影响注塑件的外观,还影响注塑件的强度,这是注塑件不允许存在的缺陷痕迹,这些缺陷痕迹可以通过缺陷综合论治之后,得到有效的减缓和消除。
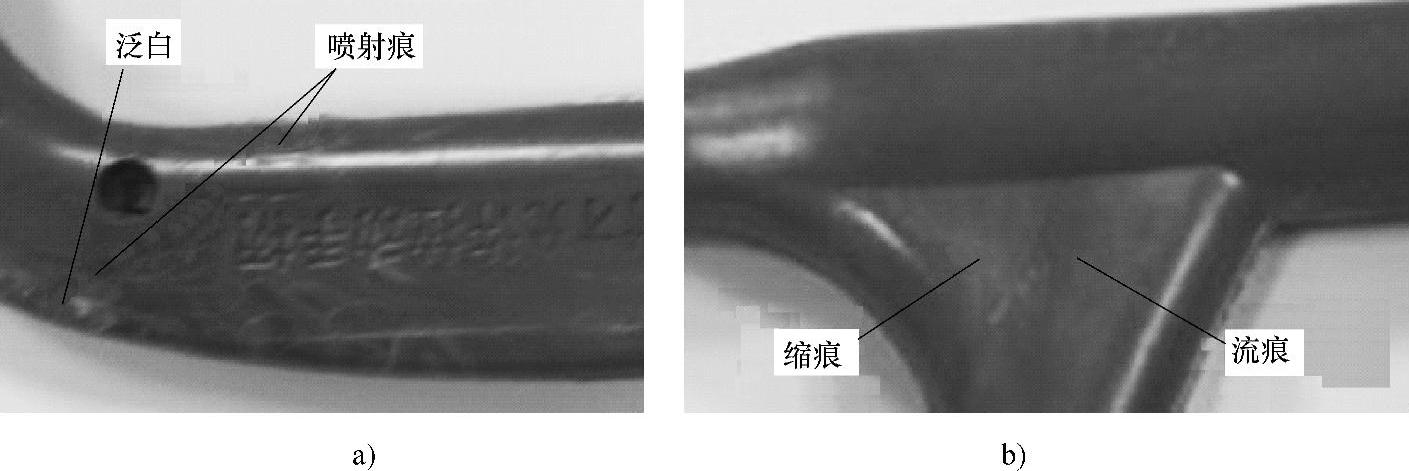
图8-5 拉手上缺陷
a)泛白与喷射痕 b)缩痕与流痕

a)拉手零件图 b)流道位置及缺陷痕迹分布图
1—手柄体 2—钢丝绳
注:①浇口痕迹②分型面痕迹③推杆痕迹④喷射痕⑤熔接痕⑥流痕⑦泛白⑧缩痕⑨分流道⑩主流道。
(1)拉手上缺陷痕迹的分析 在对拉手试模件模具结构成型痕迹进行识别后,便可以着手进行熔体流动状态、收缩状态温度、气体以及应力分布图的绘制,如图8-7所示。
首先是绘制熔体流动状态图,根据熔体流程相等的原则,找出两股或两股以上料流的交汇处,交汇处就是产生熔接痕的位置。绘制好了熔体流动状态图,其他物理量的分布图便好绘制了。再根据分析将温度、气体、收缩量、应力和气体的分布分别标注在图上。
根据对图8-7的分析,从两个侧浇口所产生的成型缺陷痕迹,可以判断出两分流道的位置,分流道的方向和分流道的长度,如图8-7a中的点画线所示,可以看出两分流道的长短不一致。设计者为了使主流道处于模具的对称中心位置而使主流道偏离了拉手梯形旗状的中心位置,导致两分流道长短不一致,两股进入模腔熔体的压力、流速和温度都不相同,流程长的熔体这些物理量值都偏低。收缩状态和熔体温度分布,如图8-7b所示。气体和应力的分布,如图8-7c所示。同时,型腔中间还要铺设钢丝绳。而铺设钢丝绳既费事又费时,即使预热了也会很快地冷却下来。由于钢丝绳处在型腔中间,影响着熔体稳态流动,于是产生了流痕、喷射痕、泛白、缩痕和熔接痕等缺陷,这些缺陷都是要根治的。

图8-7 拉手熔体流动状态、收缩状态、温度、气体以及应力分布图
a)熔体流动状态图 b)塑料收缩状态和熔体温度分布图 c)气体和应力分布图
注: —塑料熔体流动方向;
—塑料熔体流动方向; —熔接痕;++++—最高温度;+++—次高温度;++—一般温度;+—较低温度;
—熔接痕;++++—最高温度;+++—次高温度;++—一般温度;+—较低温度; —应力;
—应力; —气泡;
—气泡; —塑料收缩率。
—塑料收缩率。
1)流痕:由于钢丝绳处在型腔中间,影响着熔体温度的降低和稳态流动。注射时,熔体刚从浇口中喷射出来,就碰到低温的钢丝绳和模具型腔壁,料流的前锋便迅速降温,形成低温薄膜。低温薄膜会产生众多微型冷凝分子团,冷凝分子团在随着熔料流动的过程中逐渐增大,并散布在整个料流的流程中,形成了众多的流痕。长分流道里的熔料较短分流道里的熔体冷却要快一些,冷凝分子团多一些,因此长分流道处的流痕就较短分流道处的流痕要明显一些。
2)喷射痕:长分流道侧浇口处的熔体是呈扇形状进入型腔的,在先接触到钢丝绳2和钢丝绳2的两个定位型芯后,前锋的熔体迅速冷却,在接触到型腔外壁后又进一步冷却。由于高温高压的料流刚流出浇口就碰到低温的模具型腔壁,滞留的低温熔体便在后续喷射的高温熔体的周围形成了喷射痕。
3)熔接痕:熔接痕主要会影响注塑件的强度和刚度。拉手虽是一受力构件,但承受作用力的主要是钢丝绳2。手柄体1主要起包裹钢丝绳2的作用,另外可使手握住手柄体1后不会感到勒手,更舒适一些,也不会打滑,并且外观漂亮一些。两处浇口产生的两处熔接痕⑤,如图8-6b所示,其中处熔接痕明显,另一处熔接痕不太明显。这样熔接痕在拉手中所产生的危害还算不大,可以忽略。
4)泛白:泛白又称为变色。高温高压的料流刚出浇口碰到低温的模具型腔壁和钢丝绳后迅速地降温,低温的料流沿模具型腔壁向两端填充。紧贴模具型腔壁的低温料流与后续的高温料流出现较大的温差,使得红色的色母变成了白色。
5)缩痕:根据对图8-7b的分析,可得出。架设在手柄体1中的钢丝绳2,是造成试模件产生缺陷痕迹的主要原因。拉手为梯形旗状零件,两分流道的长短不一致,使两股熔体存在着温度差,温度差进而造成收缩量的不同,从而形成了缩痕。再者就是,在熔体充满型腔后的冷却收缩过程中,因两分流道的长度过长,又得不到塑料熔体及时的补充而产生缩痕。
(2)注塑件内部缺陷的痕迹分析图 对重要的受力塑料构件,为了防止产生应力裂纹和内部出现气泡等缺陷,可以采用剖切的方法使注塑件内部的缺陷暴露出来,还可以通过X光片来确定。然后绘制上述缺陷的痕迹分析图,便可找出产生缺陷的真正原因。当然,也可以通过图解法来分析注塑件内部的缺陷痕迹,寻找到产生缺陷的真正原因。
2.注塑件缺陷痕迹的判断
在对注塑件上成型加工的痕迹进行解读之后,便要确定缺陷痕迹的性质。初学者主要是采用对比的方法进行判断,即将实物与各种规范文本中缺陷痕迹的照片进行对比,然后,确认注塑件上缺陷痕迹的性质。而对于有丰富经验的人来说,不必进行对比就能够直接确认出注塑件上缺陷痕迹的性质。
3.注塑件成型加工痕迹的分析
从拉手试模件模具结构成型痕迹的识别和分析着手,可得出如下结论。从两侧浇口所产生的成型加工缺陷痕迹,可以判断出两分流道的位置,分流道的方向和分流道的长度,如图8-8a中的点画线所示,可以看出两分流道的长短是不一致的。并且钢丝绳2架设在手柄体1中,这便是造成试模件产生缺陷痕迹的主要原因。拉手为梯形旗状零件,模具设计者为了使主流道处于模具的对称中心而使主流道偏离了拉手梯形旗状的中心位置,导致两分流道长短不一致。此时,为了达到两个浇口流量的平衡,可以通过流量平衡的计算来改变浇口的宽度和深度。实际上模具的型腔位置可以不变,采用潜伏式分流道可以使主流道仍处于模具的对称中心。
4.解决的办法
基本思路是在成型加工前先对模具和钢丝绳进行预热,增设冷料穴。调整注塑机型号和注射工艺参数可作为辅助方法。模具修理、改制或重做的原则:先考虑模具的修理,模具的改制或重做次之。模具重做会产生经济损失,延长模具制造周期,不是万不得已,不宜采用。
具体措施:对料粒进行预处理,料粒应在80~90℃的烘箱中干燥8~12h,其目的是除湿,以防成型加工时注塑件产生银纹和气泡等缺陷;模具和钢丝绳在成型加工前应先预热至90~100℃,其目的是减缓熔体在模腔中的冷却速度,以防过早产生冷凝料分子团而出现流痕和泛白缺陷。在采取这些措施后,流痕和泛白缺陷会减轻或消失,但注塑件上还存在着明显的熔接痕和缩痕,在不能改变“拉手”材料的前提下,有两种减轻注塑件缺陷的办法。
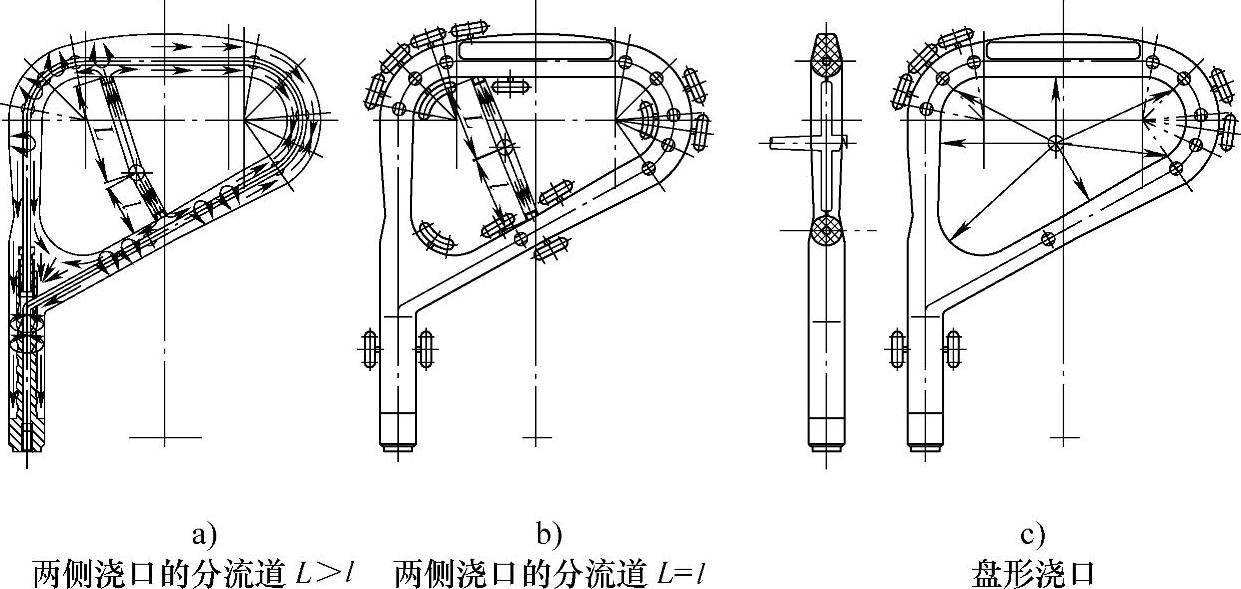
图8-8 拉手整改方案示意图
a)熔料流程示意图(两侧浇口的分流道L>l) b)整改方案一(两侧浇口的分流道L=l) c)整改方案二(盘形浇口)
注:→—体流动的方向;L—长分流道的长度;l—短分流道的长度。
(1)采用铺助手段 可以采用调整注塑机型号和注射工艺参数的方法作为辅助手段,以达到减缓注塑件缺陷的目的。该方法采用大注射量的注塑机,能调整相应的工艺参数加速熔体的流动,其中包括提高熔体的温度和料流的压力,延长注射时间和注塑件冷却时间。该方法不存在因修模而带来的经济损失,只是试模时要浪费些塑料而已。这种方法只能够缓减成型加工的缺陷,但不能根除成型加工的缺陷。成型的工艺参数如下。
注塑机型号:SZY-300;料筒温度:第一段150~180℃,第二段170~200℃,第三段180~230℃;注射压力:70~110MPa;注射速度:40~80m/min;螺杆转速:50~85r/min;背压:60~80 MPa;注射时间:3~6s;冷却时间:12~18s。
(2)模具修理、改制或重做的办法 如图8-8b所示,在注塑件型腔沿周及产生成型加工缺陷处,设置一定数量的冷料穴。可以使冷凝料进入冷料穴,以减缓注塑件缺陷。注塑件之所以会产生熔接不良和熔接痕现象,都是因为熔体前锋降温后出现了冷凝料薄膜。如果能让熔体前锋冷凝料薄膜流进冷料穴中,将会极大地改善熔接不良和熔接痕现象。若注塑件的成型加工缺陷仍达不到质量要求,还可以采用改变主流道的截面尺寸,使长分流道的截面尺寸大于短分流道的截面尺寸。最后还可以改变两流道的长度,使两分流道的长度基本相等,但这种改动对模具结构影响较大。上述两种改动都可以缓减注塑件缺陷的程度。逐步加大长流道的浇口深度或宽度,也能达到两浇口熔体流量平衡的目的。
如图8-8c所示,在拉手梯形旗状型腔中心处将浇口制成盘形浇口。因为盘形浇口不会产生熔接痕,还有利于保压补缩,避免产生缩痕,外加可使熔体前部的冷凝料团进入冷料穴基本措施的采用,上述所有的缺陷将会全部消失。
通过图解法对拉手成型加工缺陷的预测分析,可以得出拉手成型加工时可能会产生的缺陷。这样便可以在注塑模结构方案分析的同时,制定出整治成型加工缺陷的相应措施。从而减少或避免成型加工缺陷的产生,减少试模次数和避免模具的重新制造。通过拉手成型加工缺陷的预测分析可知,图解法的功能和原理与CEA法相同。
5.图解法缺陷预测分析图的绘制
缺陷预测分析图的绘制是图解法重要的基本功,缺陷预测分析图中的很多内容都是依据对熔体流动状态、气体流动状态、温度、收缩状态、压力和应力等物理量的分析来进行绘制的。缺陷预测分析图应按注塑件零件图的比例进行绘制,为了能使各种物理量绘制得较清楚,每种物理量可以单独地绘制在一张分析图上。
(1)熔体充模流动状态图的绘制 根据注塑件零件的图形和镶件及模具型芯的位置,绘制料流的流动状态图。根据料流流程相等的原则,两股料流交汇处即是熔接痕产生的位置,熔接痕可用附录中相应的符号表示。应注意的是绘制多股料流的流动状况时,应考虑流量的大小和流速对交汇处的影响。
(2)气体充模流动状态图的绘制 绘制熔体充模流动状态图的同时,可以根据料流的流动情况绘制气体充模流动状态图。模具中的气体在料流充模时,一般是从分型面和镶件及模具型芯的配合间隙中排出。绘图时要注意模具中有无滞留气体的死角,若有,则可用附录中气体的符号来表示。
(3)温度分布图的绘制 温度分布图主要根据熔体充模流动的状况来进行绘制。熔体温度在充模过程中是变化的,靠近浇口处的温度高,远离浇口处的温度低。注塑件的薄壁处温度下降得快,厚壁处温度下降得慢。靠近模具镶件及模具型芯处的温度下降得快,远离模具镶件及模具型芯处的温度下降得慢,气体被压缩处温度较高。如此,可用附录中温度的符号表示,进而绘制出温度分布图。
(4)收缩量分布图的绘制 注塑件的收缩量可因温差的不同、注塑件壁厚的不同及塑料各向异性的特性而不同。一般,温度低的部分先冷却先收缩,先收缩部分可以得到后收缩部分塑料的补充。温度高的部分后冷却后收缩,后收缩部分除了可以通过注塑机的保压补塑得到塑料的补充外,在保压补塑结束之后会出现缩痕或填充不足。薄壁处先冷却先收缩,厚壁处后冷却后收缩,先收缩部分于后收缩部分可先得到的塑料补充,这就是厚壁处出现缩痕的原因。塑料各向异性的特性体现在顺流方向的收缩率大于垂直方向的收缩率。收缩量可用附录中相应的符号来表示,进而绘制出收缩量分布图。
(5)压力分布图的绘制 模具合模后,在锁模力的作用下只有合模面存在着作用力,而模腔中不存在作用力。模腔中的作用力是熔体在压力作用下填充时所产生的,之后在注塑机保持的压力作用下产生了反作用力。靠近浇口处的作用力大,远离浇口处的作用力小。注塑压力撤除之后,模腔中便不会存在作用力,但仍会保留有内应力。可用附录中作用力相应的符号来表示,进一步绘制出压力分布图。
(6)应力分布图的绘制 应力是熔体充模的残余力,是塑料温差和收缩量不同所残留的力,应力是注塑件产生变形和破裂的主要原因。反作用力对注塑件的作用产生了内应力,内应力的分布也是不均匀的。模腔中承受料流作用力大的部位,以及料温差别大和收缩量变化大的部位,就是残余应力较集中的部位。应力可用附录中相应的符号来表示,进而绘制出应力分布图。
在绘制出熔体流动状态、气体流动状态、温度、收缩状态、压力和应力等分布图之后,就可以较容易地分析出注塑件上会产生的缺陷。有了注塑件缺陷的分析图,就能很容易制订出注塑件上缺陷的整治措施来。
有关现代注塑模结构设计实用技术的文章

再根据成型加工痕迹的特征及其原因进行分析排查,如此可以缩小排查范围。问题件的缺陷分析 壳体的痕迹如图8-11b所示,由于浇口处在半球形外壳与螺纹相连接的端面上,在注塑机的压力下,熔融的料流从型芯与模腔之间的空间分别由两侧并向上和向下逐层进行填充。压缩气体的温度进一步提高,炽热的气体使塑料产生过热的现象并发生降解而出现了过热痕。......
2023-06-30

一个注塑件经过试模之后,发现其上存在着缺陷,可将这些缺陷产生的原因和整治措施列成表,然后,根据优选法将产生缺陷的因素按几率大小顺序排出,并按此顺序进行排查,直至将注塑件上的缺陷根治为止。 注塑件名称:控制盒,如图8-9所示,材料:聚碳酸酯。注塑件在成型加工过程中产生缺陷的排查整治处理,见表8-1。同时要使模腔的排气系统顺畅,注塑件产生的气泡缺陷便可消除。......
2023-06-30

故注塑件在进行形体分析时的“外观”要素,是模具结构方案分析时不能遗漏的因素,而在确定模具结构方案时更需要有处置注塑件“外观”要素的措施。标注有注塑件形体分析“外观”要素的表面为正面,也就是说正面不允许有镶接、浇口和注塑件脱模的痕迹。 圆筒“外观”要素分析图如图2-27所示。可见模具的结构会因成型加工缺陷痕迹的存在和注塑件“外观”要素的要求,而有不同的方案。......
2023-06-30

通过以下几个例子的学习,读者可尝试自行进行浇注系统产生缺陷的分析。但因模具二模板要改成三模板,模具的改动量过大,整个浇注系统要重新制造,会造成经济损失。这三种浇口设计形式都会造成熔体料流的失稳填充,使平板型注塑件产生内应力,进而造成平板型注塑件的变形。总之,浇注系统的设置对注塑件成型加工痕迹的影响很大。......
2023-06-30

当注塑件上存在着多种缺陷,并且缺陷又是顽症时,就有必要采用综合整治分析法进行分析,这样才能找到缺陷产生的原因。但浇注系统的形式和位置是采用CAE软件进行分析后制定的,这些缺陷还是难以消除。塑料颗粒的干燥去除了原料中的水分,从而注塑件不会因塑料未干燥而出现银纹缺陷。可见,注塑件在模具中的摆放位置不当,是造成塑料熔体自下而上逐层逆流失稳填充的真正因素,也是导致注塑件产生上述五种缺陷痕迹的根本原因。......
2023-06-30

在注塑模结构方案可行性分析与论证阶段,对于模具成型注塑件时可能产生的缺陷,都应该作出预期的分析。这样做的目的是将注塑件可能出现的缺陷消灭在设计阶段。片的型腔分布如图6-26所示,选择1号及5号型腔为计算基准,各浇口尺寸计算步骤如下:2)取=0.09,所以,F2,6=50.24×0.09mm2=4.5216mm2。4)从上求得F2,6的尺寸,浇口宽×厚×长为:5.7mm×0.8mm×2mm。......
2023-06-30

模具浇口的设置如图7-9a所示,熔体充模时产生了26条熔接痕,会影响注塑件的外观和强度。熔接痕是这类注塑件产生的最普遍的缺陷,也是比较难整治的缺陷。但注塑件缺陷的产生是有原因的,只要能够正确分析出缺陷产生的原因,便可以采用相应的措施对其进行整治。因此必须针对熔接痕形成的原因,采取相对应有效的整治措施,这便是注塑件缺陷的辩证论治。......
2023-06-30
特别是日用品和家电产品,人们对注塑件外观的要求越来越高,甚至达到了挑剔的地步。当然,“外观”要素本身还不能包括成型加工的痕迹,故“外观”要素仅是指注塑件上的模具结构成型痕迹。这样做的目的就是为了让注塑件的外观更加漂亮,这就是注塑件“外观”要素。......
2023-06-30
相关推荐