在生长后的冷却期间,由于衬底和GaN的CTE存在差别,将形成很大的应力。对于Al2O3,它的CTE要高一些,热应力是压缩性的,在室温下使晶片形成凸起翘曲。图2-15 晶片曲率是GaN薄膜厚度的线性函数根据曲线的斜率,可以计算出热应力。应力为临界值时,衬底中会出现裂缝并在GaN层中传播。已经在厚度大于20μm的GaN层中观察到这种现象[HIR 93]。......
2023-06-15
填充不足指塑料填充不满型腔,使得注塑件残缺不全,如图7-5所示。供料不足、熔料填充流动不良,充气过多及排气不良等原因会导致注塑件填充不满,填充不足属于缺料影响类的缺陷。
1)注射量不够,加料量不足,塑化能力不足及余料不足,喷嘴流涎等,易产生填充不足。
产生原因的分析和采取的措施:上述都是塑料不能够填满模具型腔而造成注塑件缺料的原因,应加大注射量和增加余料,提高注塑机的塑化能力。喷嘴流涎会使塑料的注射量减少,导致填充不满。应降低喷嘴和熔料的温度,缩小喷嘴口径,减少缓冲料量及延长开模时间。
2)塑料粒度不同或不均,塑料内含水分过多或挥发物过多,塑料在料斗中存在“架桥”,熔料中充气过多或润滑剂过多,熔料回流过多和塑料流动性差以及飞边溢料过多等,易产生填充不足。
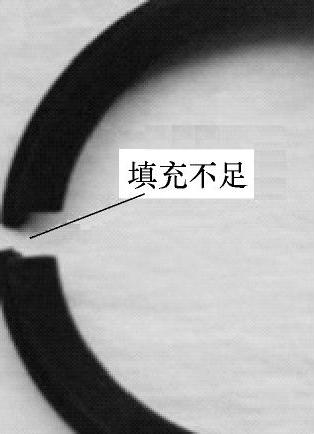
图7-5 填充不足
产生原因的分析和采取的措施:上述都是造成供料不足而产生填充不足的原因,用料应选用颗粒均匀的塑料和适用于相应塑料品种的润滑剂,塑料注射前需要预热,并要防止塑料“架桥”,控制好料筒温度,增设逆流阀。提高料温,加大注射压力和注射速度,选用流动性较好的塑料。增大锁模力,减少飞边和溢料等都可以避免填充不足。
3)喷嘴温度低,喷嘴堵塞或孔径过小,料筒温度低,螺杆或柱塞与料筒间隙大,逆流阀与料筒间隙过大等,易产生填充不足。
产生原因的分析和采取的措施:上述这些原因,都会造成熔体流动受阻,料流流动不畅而导致注塑件填充不足。应采用加热喷嘴或提高料筒和喷嘴的温度,检查逆流阀的磨损和螺杆或柱塞与料筒间隙的大小,并及时修理注塑设备。
4)模具浇注系统流动阻力大;浇口位置不当,浇口形式不良,流程长而曲折;多型腔时浇口平衡不良;模具的排气不良,无冷料穴和冷料穴位置不当;模腔内含有水分或挥发物,脱模剂使用过多;模温低等,易产生填充不足。
采取的措施:改变浇口形式和位置以及缩短流道流程,加大浇口的截面。多型腔的浇口流量要保持平衡,扩大主流道和分流道面积。多型腔的浇口流量不能保持平衡时,可用增大浇口深度和宽度的办法,使浇口内的料流压力、流速和流量保持平衡。增加排气口数量,加大排气孔直径和调整排气孔位置,改善模具的排气性能。增设冷料穴和改变冷料穴位置。注射前应对模具进行预热,使水分或挥发物充分挥发后再进行成型加工。应适量使用脱模剂,并适当提高模温或增加注射循环速度。
5)注塑件壁太薄,形状复杂且面积大,易产生填充不足。
产生原因的分析和采取的措施:上述的原因会使熔体流动受阻,很难充满模具的型腔。应适当增大注塑件壁厚,简化注塑件的形状或将一个注塑件分解成两个或多个注塑件。增设加强筋,改善塑料的流动性。
6)注射压力小,注射时间短,保压时间短,螺杆或活塞退回过早,注射速度太快或太慢和无衬垫等,易产生填充不足。
产生原因的分析和采取的措施:上述的原因都会造成填充不满。应增加注射速度和压力,延长注射时间和保压时间,并提供5~10mm的衬垫。
有关现代注塑模结构设计实用技术的文章

在生长后的冷却期间,由于衬底和GaN的CTE存在差别,将形成很大的应力。对于Al2O3,它的CTE要高一些,热应力是压缩性的,在室温下使晶片形成凸起翘曲。图2-15 晶片曲率是GaN薄膜厚度的线性函数根据曲线的斜率,可以计算出热应力。应力为临界值时,衬底中会出现裂缝并在GaN层中传播。已经在厚度大于20μm的GaN层中观察到这种现象[HIR 93]。......
2023-06-15

对于某些共晶锡银铜倒装芯片焊点,当外加的电流密度高于5×104 A/cm2,并且试验温度在100℃左右时,就会发生熔化。然而,我们观测到在倒装芯片焊点中,由电迁移引起的熔化现象是在一定时间内才完成的。为何在倒装芯片焊料凸点内所产生的焦耳热如此之大,以及熔化为何需要时间都需要合理的解释。如9.2.4.节中所讨论的,当电流密度很高时,电迁移会在铝中造成损伤。......
2023-06-20

填充阵列就是用阵列的成员来填充草绘的区域,如图4.13.1所示。图4.13.1 创建填充阵列以下说明填充阵列的创建过程:Step1.将工作目录设置至D:\proewf5.2\work\ch04.13,打开文件pattern_2.prt。图4.13.2 “阵列”操控板图4.13.2中各区域的功能说明如下:A区域用来为阵列选取不同的栅格模板。图4.13.3 选择草绘平面图4.13.4 绘制填充区域说明:图4.13.4所示的圆的定位在此并没有作严格的要求,用户如有需要可对其进行精确定位。Step6.设置填充阵列形式并输入控制参数值。......
2023-06-20

在进行图案填充时,首先应创建一个区域边界,这个区域边界必须是封闭的,否则无法进行图案填充。图6-15电流互感器接在不同相别比较示意图电流互感器接在同名相上;电流互感器不接在同名相上表6-2电流互感器不装在同名相上,不同地点两点接地时,保护动作情况●在功能区选项卡的面板中单击按钮。图8-16 绘制基础断面图图8-17 确定填充边界3)确定填充边界后,在绘图区域中将会显示默认填充图案的填充效果预览。......
2023-06-24
1)原料中含水分多,有低挥发物,原料充气;配料不当,混入异物或不相溶的熔料等,易产生银纹。3)流道和浇口截面小,熔体受剪切力作用过大,浇口位置不当等,易产生银纹。当料温高,模温高,熔体填充模腔排气时,会使熔料与模具表面密合不良,使注塑件表面沿料流方向出现银纹,应适当降低料温和模温。5)螺杆的背压低,螺杆压缩比低,螺杆的回转速度高;熔体注射速度大,喷嘴与主流道接口处间隙过大,易产生银纹。......
2023-06-30

外部感性负载在断电时,将通过电磁干扰的方式释放出大量的能量。为解决这个问题需根据驱动电路的形式和电源的类型,采取不同的措施,如图2-27~图2-29所示分别为直流感性负载和交流感性负载情况下的保护。借助二极管正向导通的特性,在感性负载两端并联二极管,可有效地消除瞬间高压。图2-29 交流感性负载情况下采用触点并联阻容电路消除触点间的电火花触点输出驱动的负载能量较大,既要正常工作又要消除高频电磁干扰是主要矛盾。......
2023-06-15

在“图案填充创建”上下文选项卡的“图案”面板中单击“ANSI31”按钮。图2-31 拾取点以定义填充区域值得注意的是,如果没有开启功能区,在当前命令行的“输入命令”提示下输入“HATCH”并按
2023-06-20
相关推荐