2)注射速度慢,注射压力小,冷却速度快,料温下降快等,易产生熔接痕。熔接痕产生的地方是注塑件强度和刚度最薄弱处,不能使熔接痕出现在注塑件承受作用力的位置,这与浇口位置的设置有关。4)注塑件形状不良,壁太薄,镶嵌件过多及壁厚不均等,易产生熔接痕。镶嵌件过多后,熔体分流汇合处增多,所形成的熔接痕也就随之增多。6)润滑剂和脱模剂过多,脱模剂使用不当等,易产生熔接痕。......
2023-06-30
流痕,是指注塑件的表面上出现的一些大小不同的粗糙斑块、皱纹或波纹,如图7-4所示。流痕主要是注塑件在成型时,塑料熔体遇冷形成的冷凝分子团在填充的过程中,散布在料流的流程中并逐渐增大所形成的。料流失稳流动和低温薄膜都是产生流痕的因素,流痕是料流温度影响类的缺陷。
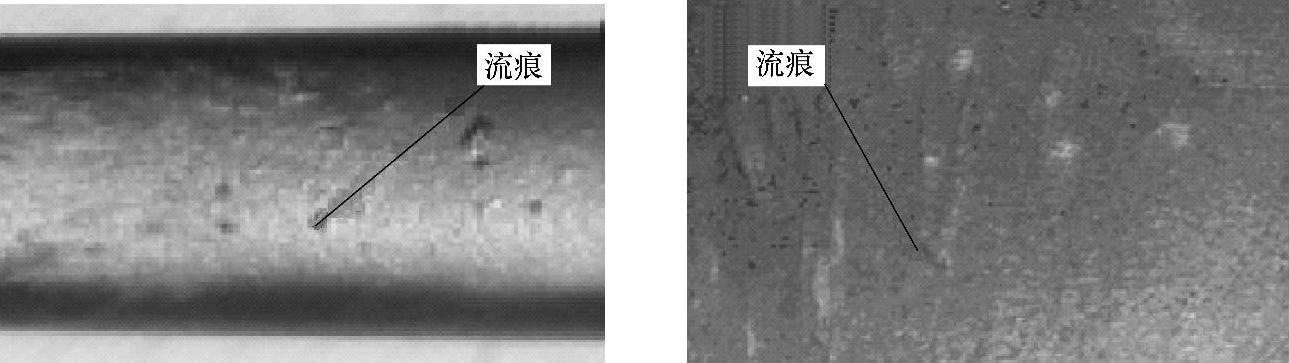
图7-4 流痕
1)浇口位置设置不当,易产生流痕。
产生原因的分析:浇口位置不当,易造成料流失稳流动而出现流痕。采取的措施:应变更浇口位置,使料流呈稳定流动的状态。
2)注塑件中有较大的镶嵌件或较大的型芯等,易产生流痕。
产生原因的分析:当浇口料流的前锋碰到温度较低的大嵌件或较大的型芯时,料流前锋迅速降温形成低温的薄膜。在后续高温高压料流的冲击和携带之下,低温薄膜产生的低温分子团散布在整个料流的流程中并逐渐增大,便形成了注塑件上的流痕。采取的措施:应改变浇口的位置,以避免料流直接冲击较大的嵌件或较大的型芯。在料流交汇处设置冷料穴,让冷凝料进入冷料穴来减少或避免流痕。模具和镶嵌件应预热,提高料流前锋温度。
3)料温低、模温低和注射速度快等,易产生流痕。
产生原因的分析:由于料温低或模温低,料流进入模具型腔后进一步降温,低温的薄膜便形成了注塑件上的流痕。采取的措施:应提高料温或模温及降低注射速度,增设加热管或加热器,流道应改进为热流道。更改冷却水的进水位置,使其远离浇口。
4)塑料的互溶性差(指增强塑料),熔体流动性不足等,易产生流痕。
产生原因的分析和采取的措施:由于塑料的互溶性差,不同的塑料不能适应同一种成型的温度,难溶性的塑料在充模时形成流痕。这种情况下应选用互溶性较好的塑料。熔体流动性不足,容易造成低温的分子团滞留在注塑件的表面形成流痕。这种情况下应选用流动性好的塑料,提高料温或模温,浇口应改在注塑件壁厚处,降低模腔的表面粗糙度。
5)料筒温度高、模温高、注射压力小及注射速度慢,浇口小等,易产生流痕。
产生原因的分析:料筒温度高、模温高、注射压力小及注射速度慢,浇口小,易出皱纹。注射压力小及注射速度慢,浇口小,将导致熔体充模速度慢,冷却速度慢。料筒温度高,模温高又会使后续熔体不断地填充,从而产生皱纹。采取的措施:适当降低料筒温度和模温,提高注射压力及注射速度,增大浇口直径。
有关现代注塑模结构设计实用技术的文章

2)注射速度慢,注射压力小,冷却速度快,料温下降快等,易产生熔接痕。熔接痕产生的地方是注塑件强度和刚度最薄弱处,不能使熔接痕出现在注塑件承受作用力的位置,这与浇口位置的设置有关。4)注塑件形状不良,壁太薄,镶嵌件过多及壁厚不均等,易产生熔接痕。镶嵌件过多后,熔体分流汇合处增多,所形成的熔接痕也就随之增多。6)润滑剂和脱模剂过多,脱模剂使用不当等,易产生熔接痕。......
2023-06-30

1)原料中含水分多,有低挥发物,原料充气;配料不当,混入异物或不相溶的熔料等,易产生银纹。3)流道和浇口截面小,熔体受剪切力作用过大,浇口位置不当等,易产生银纹。当料温高,模温高,熔体填充模腔排气时,会使熔料与模具表面密合不良,使注塑件表面沿料流方向出现银纹,应适当降低料温和模温。5)螺杆的背压低,螺杆压缩比低,螺杆的回转速度高;熔体注射速度大,喷嘴与主流道接口处间隙过大,易产生银纹。......
2023-06-30

气泡是由于熔体内充气过多或排气不良,导致注塑件内残留气体而形成的体积较小或成串的空穴。1)塑料含有水分、溶剂或易挥发物等易产生气泡。应清洗好模腔,模具应预热,蒸发水分或油脂或脱模剂,并改善模具排气性能。由于流道不良,在模腔中存在储气死角也会形成气泡。背压小时,螺杆产生后退会使加料端混入空气而产生气泡。柱塞或螺杆退回过早,注塑件还未充分地冷硬,模腔便进入了气体而形成气泡。......
2023-06-30
Stage1.创建工序Step1.选择下拉菜单命令,系统弹出“创建工序”对话框。图3.4.6 “创建工序”对话框图3.4.7 “面铣”对话框图3.4.6所示的“创建工序”对话框中的各选项说明如下。Step2.在下拉列表中选择选项,其余采用系统默认的参数设置值,选取图3.4.9所示的模型表面,此时系统将自动创建三条封闭的毛坯边界。Step3.单击选项卡,设置图3.4.13所示的参数,单击按钮返回到“面铣”对话框。图3.4.15 “进给率和速度”对话框......
2023-06-18

任何投资都是有风险的,债券投资的风险是指债券预期收益变动的可能性及变动幅度,债券投资的风险是普遍存在的。例如,长期债券利率为14%,短期债券利率13%,为减少利率风险而购买短期债券。......
2023-07-25

柴油机的爆燃是因燃油没有正常着火,并且着火延迟期间长,导致喷射的多量燃油瞬间着火引起的。柴油爆燃发生的最重要的原因为燃油性质。汽油机和柴油机在产生微弱爆燃的运行条件下,均能获得高输出功率和良好的燃油效率。......
2023-06-28

积屑瘤的形成主要取决于切削温度,如在300℃~380℃切削碳钢易产生积屑瘤。积屑瘤不稳定,易破裂,其碎片随机性地散落,可能会留在已加工表面上。显然,积屑瘤有利有弊。此外,接触面间的压力、粗糙程度、黏结强度等因素都与形成积屑瘤的条件有关。塑性好的材料,切削时的塑性变形较大,容易产生积屑瘤;塑性差、硬度较高的材料,产生积屑瘤的可能性相对较小。......
2023-06-29

相关推荐