外开手柄注塑模结构成型痕迹的分析,如图6-10所示。模具结构的成型痕迹是注塑模结构设计的依据,通过模具结构成型痕迹的分析,才能够还原注塑样件成型机理及其注塑模结构的设计理念。2)分类:对注塑件上模具结构的成型痕迹应该进行分类,即区分出模具结构的分型面、抽芯和镶嵌件、脱模机构、浇口和冷料穴的成型痕迹。注塑模结构方案的成型痕迹分析法,主要是依据模具结构的成型痕迹进行的。......
2023-06-30
注塑件上的成型痕迹技术,是一门专门研究注塑件上模具结构成型痕迹和注塑件成型加工痕迹的技术。其目的是通过对注塑件上模具结构成型痕迹的研究,弄清楚注塑件上各种模具结构成型痕迹的归属、性质及与注塑模结构的关系,从而达到确定和校核注塑模结构,仿制、复制及修复模具的目的。在很多情况下,注塑件上模具结构的成型痕迹,可以启发我们的思维和认知,起到指导我们制订注塑件模具结构方案的作用。另外,通过对注塑件成型加工痕迹的研究,可以对注塑件缺陷进行预期分析,对注塑件的缺陷进行整治。可以通过注塑件的照片或视频图像,利用注塑件成型痕迹技术进行模具结构的分析来还原模具的结构。
【例6-9】 溢流管注塑模结构痕迹及要素分析,如图6-20所示。直观地进行辨认,可以确认出溢流管注塑模结构的各种痕迹。值得注意的是,溢流管上只能找到分型面痕迹、点浇口痕迹和侧向孔抽芯的痕迹,却找不到推杆的痕迹。如果采用的是脱件板脱模,也找不到脱件板脱模的痕迹,但溢流管壁厚仅1mm,又平卧摆放在模具中,因而不可能采用脱件板脱模。

图6-20 溢流管注塑模结构痕迹及要素分析
注:①孔痕迹;②分型面痕迹;③点浇口痕迹;④型腔痕迹;⑤活块痕迹。 —孔或槽抽芯;
—孔或槽抽芯; —型孔;
—型孔; —活块抽芯。
—活块抽芯。
溢流管痕迹与模具结构的分析:溢流管的点浇口痕迹处在该注塑件俯视图的中间位置,可见溢流管是平卧放置在注塑模之中。但若采用这种放置方式,则当梯形孔与带接头的圆柱孔采用斜导柱滑块抽芯机构时,成型梯形孔的型芯因长度过长,加之又是悬臂梁的形式,在点浇口高压料流的作用下,会产生向下翘的现象,从而导致溢流管的壁厚不均匀,甚至注塑件壁会出现穿透破损。同时,因为溢流管上未发现推杆的痕迹,又不可能采用脱件板脱模的形式,那么,只存在一种可能,即采用的是活块成型,推杆顶着活块的两端。活块贯穿整个梯形孔和带接头的圆柱孔,这种结构不会存在着型芯错位的现象,同时,溢流管也不会出现推杆的痕迹。
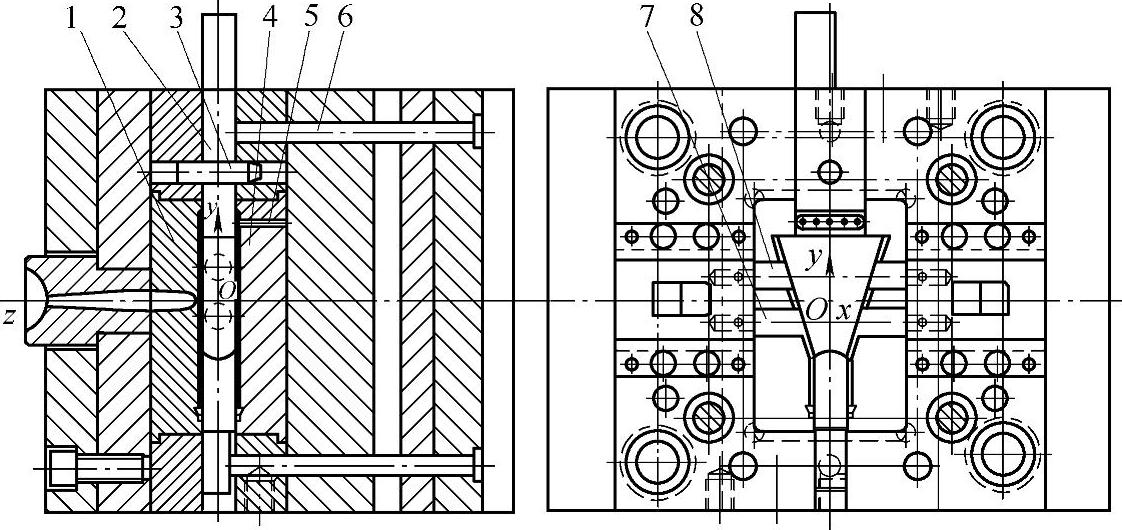
图6-21 溢流管注塑模结构
1—中模板 2—活块 3—圆柱销 4—动模板 5—小型芯 6—推杆 7—长型芯 8—型芯
溢流管注塑模的结构如图6-21所示。活块2是成型梯形孔和带锥形管接头圆柱孔的型芯,两侧的四个圆柱孔的成型与抽芯,依靠长型芯7和型芯8的斜导柱滑块抽芯机构完成。活块2的y向定位由圆柱销3实现,x向和z向定位由活块2两端与动、定模上定位孔和定位槽的配合实现。两根推杆6可以顶落活块2,然后注塑件靠人工从活块2上脱模。由于两根推杆6不是用于直接顶注塑件,而是用于顶活块2的两端,故在溢流管上找不到推杆的痕迹。
【例6-10】 拉链头注塑试模成型件,如图6-22所示。在此图中注塑模的主流道、分流道、浇口和模腔数量都可以十分清楚地观察到。同时,拉链头在模具中摆放的位置也很清楚。这些都是拉链头注塑模结构的成型痕迹,能否根据这些模具结构成型痕迹的分析来确定拉链头注塑模的结构呢?
塑料拉链头的生产批量很大但单价仅几角钱,故不会采用很复杂的成型工艺方法,如双物料成形注射的工艺方法。如图6-23a所示,拉链头可由拉链体1和扣环2组成一整体,拉码体1和扣环2之间的连接为完整的整体链环扣形式的连接。

图6-22 拉链头注塑试模成型件
注塑模结构方案的分析:拉链头在模具中采用的是图6-22a所示的竖立摆放的方式,当然也可以平放。其中最难确定的是,采用何种模具结构可以使成型后的拉码体1和扣环2为完整的链环扣形式的连接。
1)竖立摆放方案的分析:分型面Ⅰ—Ⅰ和拉链头脱模的位置和方向,如图6-23b所示。分型面Ⅰ—Ⅰ的位置设在大端头下的斜面圆角与平面的交接处,如此设置可避免拉链头大、小端头的抽芯,拉链头的脱模也会更顺利,模具结构也简单。但分型面在拉链头Ⅰ—Ⅰ的位置处时,会存在着一圈分型面的痕迹影响外观。可以设计为多型腔成型,生产效率高。但是要注意的是,多型腔需要流量平衡的计算,各型腔流量不平衡将会导致有一些型腔填充不足。

图6-23 竖立摆放分析
a)拉链头 b)竖立摆放位置模具结构方案分析
1—拉链体 2—扣环
2)链环扣模具结构方案的分析:由于拉链体1和扣环2是整体链环扣形式的连接,或者是镂空连接而不是扣环的断开连接。如何能实现镂空连接,就成为拉链头注塑模结构方案的关键了。拉链头链环扣的注塑模结构方案的分析,如图6-23b所示。链环扣由一个b型芯和一个c型芯成型,要实现拉链头脱模,首先,b型芯要先进行水平抽芯,腾出大于或等于扣环2厚度的空间,然后c型芯进行水平抽芯。由于b型芯抽芯后腾出了空间,c型芯进行水平抽芯才成为可能,从而可以完成镂空连接。
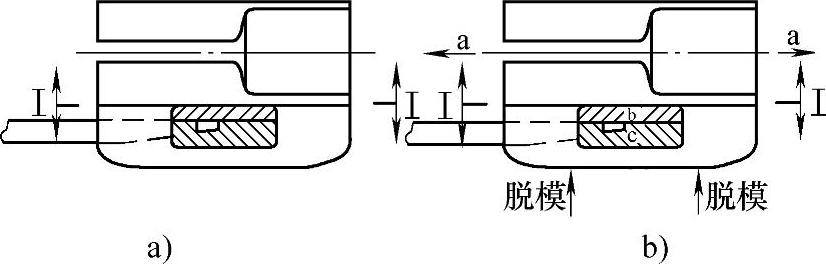
图6-24 竖立摆放分析
a)采用平放方式摆放的分型面位置 b)链环扣模具结构方案分析
3)平放摆放方案的分析,如图6-24所示。分型面为Ⅰ—Ⅰ,如图6-24a所示,其位置设在拉链头扣眼的上端面处。模具的抽芯与脱模方案,如图6-24b所示。拉链槽中的两处a型芯需要抽芯,扣环2与拉链体1的链环扣形式连接处,可利用定模的开模运动,先使b处的型芯进行抽芯,再利用模具脱模运动,进行c处型芯的抽芯。脱模位置,如图6-24b所示。该方案成型的拉链头外观要比竖立摆放成型的漂亮得多,但由于需要对两处a型芯进行抽芯,这样会限制模具型腔的数量而影响生产效率。
有关现代注塑模结构设计实用技术的文章

外开手柄注塑模结构成型痕迹的分析,如图6-10所示。模具结构的成型痕迹是注塑模结构设计的依据,通过模具结构成型痕迹的分析,才能够还原注塑样件成型机理及其注塑模结构的设计理念。2)分类:对注塑件上模具结构的成型痕迹应该进行分类,即区分出模具结构的分型面、抽芯和镶嵌件、脱模机构、浇口和冷料穴的成型痕迹。注塑模结构方案的成型痕迹分析法,主要是依据模具结构的成型痕迹进行的。......
2023-06-30

在提供有注塑样件的情况下,我们提倡尽量采用模具结构成型痕迹分析法,来确定注塑模的结构方案,还可以进行具体注塑模构件的设计和造型。千万不可忽略样件中存在的资料和信息,忽略注塑样件模具结构成型痕迹的指导作用。这种直接根据注塑件上模具结构的成型痕迹来确定模具的结构方案的方法,或者只需作出简单的分析后便能够确定模具结构的方法,称为模具结构痕迹法。直接进行辨认,可确认出外开手柄上注塑模结构成型的各类痕迹。......
2023-06-30

注塑件上存在着模具结构成型的痕迹,这些痕迹中有可保留的痕迹,如分型面、抽芯、脱模、浇口和镶嵌件的成型痕迹,这些痕迹在注塑模结构方案痕迹分析法中具有十分重要的作用。上述模具结构成型的痕迹,是注塑样件在成型加工时模具结构在其上的印记。B线为分型面的痕迹,C线为浇口和推杆的成型痕迹,D线为浇口套的镶接痕。......
2023-06-30
在对注塑件上可以保留的模具结构成型痕迹进行辨析之后,运用痕迹技术就可以弄清楚注塑样件模具的结构方案,从而可以避免我们设计模具结构时出现失误,可以使我们顺利地仿制或复制出注塑样件及其模具。注塑件成型加工痕迹技术的内容,主要是应用成型痕迹技术,去整治注塑件的各种弊病。......
2023-06-30

在对注塑件上的成型加工缺陷痕迹进行分析与整治时,必定会牵扯到模具结构的判断。特别是通过远距离的网络会诊对注塑件上产生的缺陷进行处治时,要先对注塑件上的模具结构痕迹进行分析,在确定了模具的结构后再进行缺陷痕迹的分析与整治。注塑件上模具结构成型痕迹,对模具设计者来说可以称得上是良师益友,这些痕迹对我们的启迪作用是无可替代的。......
2023-06-30

注塑模的复制技术 首先,使用激光扫描注塑样件上的模具结构成型痕迹,然后进行注塑件的分型和模具的造型。事实上,注塑样件上注塑模结构的成型痕迹,就是模具设计的最好对比物和校核物。......
2023-06-30

多种成型加工缺陷,是受模具结构的影响而产生的。1)技术要求:内光栅底部厚度为1.5mm,内、外圆柱壁厚为0.9mm。脱模时带齿内圆柱壁的脱模力很大,脱模机构如设计不当,将会使内光栅产生严重变形,甚至脱模时会将注塑件撕破。图7-20 内光栅2.注塑件的脱模斜度对注塑件上缺陷痕迹的影响注塑件脱模斜度的选取,会直接影响到注塑件脱模力的大小,进而可能导致注塑件翘曲、裂纹和变形等缺陷的产生。......
2023-06-30

注塑件上可能存在几十种不同的成型加工缺陷痕迹,这些成型加工痕迹基本上都是缺陷痕迹,或称弊病痕迹。注塑件成型加工痕迹技术的应用有两方面的作用:一是对已产生的缺陷痕迹进行分析与整治;二是在注塑件和注塑模设计时,就应该对可能会产生的缺陷痕迹进行预期分析,从而尽可能在早期的模具结构方案分析和设计阶段,就能规避缺陷痕迹的产生,减少后续试模和修模的工作量,以缩短产品开发周期,降低开发成本。......
2023-06-30
相关推荐