分流管注塑模动模垫板和斜导柱强度和刚度的校核是为了控制其变形量,以保证熔体在填充过程中不产生溢料飞边及保证产品的壁厚尺寸,并保证注塑件能够顺利脱模。对注塑模强度和刚度的校核应取受力最大,强度和刚度最薄弱的部位进行校核。由于分流管在注塑模中有三种摆放位置,因此就存在着三种注塑模的结构方案。......
2023-06-30
用激光扫描仪扫描产品后,利用所得到的复制产品三维造型和复制模具三维造型,可以制作出高级仿制注塑产品和复制注塑模。
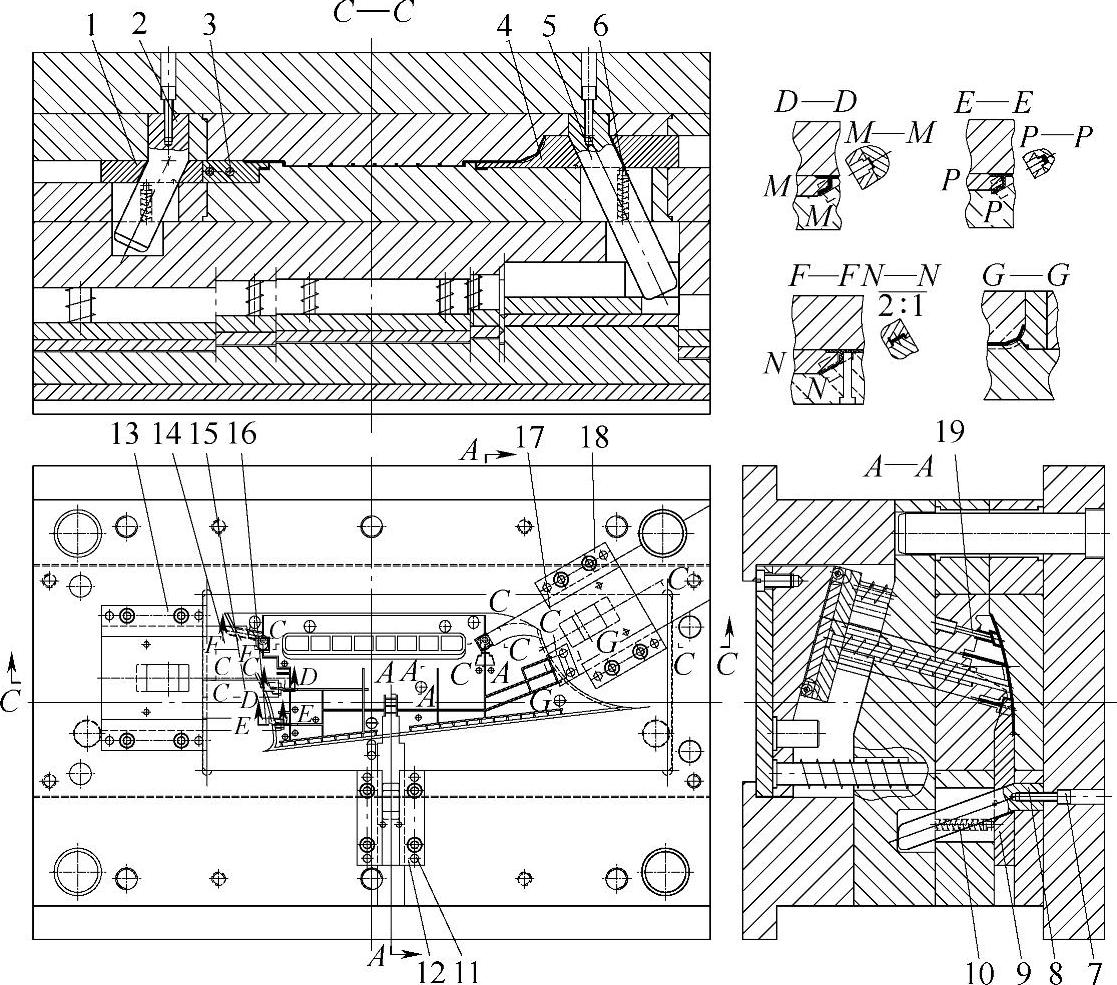
图6-17 面板仿制注塑模的抽芯机构
1—左滑块 2—左导柱 3—圆柱销 4—右滑块 5—右导柱 6—限位销 7—内六角螺钉 8—前导柱 9—前滑块 10—弹簧 11—圆柱销 12—前压板 13—左压板 14、15、16—左型芯 17—右型芯 18—右压板 19—型芯
1.注塑模的高级仿制技术
高级仿制注塑产品,先是使用激光扫描仪对产品进行扫描,复制出产品的三维造型,产品上的各种模具结构成型的痕迹也都会出现在三维造型上,这样所得到的三维造型就是产品的复制三维造型,再根据所测定材质的收缩率放大成为产品的三维造型。根据产品的三维造型和各种模具成型痕迹分型所得到的复制的注塑模三维造型,所制作出的产品为高级仿制注塑品,其误差仅因材质收缩率的差异而造成。
2.注塑模的复制技术
注塑模的复制有两种方法:一是间接的方法,二是直接的方法。
(1)间接的方法 使用激光扫描注塑件样品和样品上的模具结构成型痕迹,然后进行分型和造型得到模具的造型。再通过编程和数控仿真加工制得模具,由制得的模具成型的注塑件必定是样件的复制品。激光扫描所得到的造型,由于不需要对尺寸进行测绘,因此仅存在注塑件收缩率选取的误差。误差率为万分之几,可以得到产品和模具的高精度复制品。
(2)直接的方法 直接对注塑模各个带有成型面的零部件进行激光扫描,直接复制出其三维造型。通过编程和数控仿真加工制得模具,这样,注塑件收缩率的误差也消除了。这才是样品真正意义上的复制品,所复制的注塑模必定会复制出与注塑样件完全相同的注塑产品。
3.未来的注塑模复制技术
我们知道模具的设计、造型和制造的周期长,设计和制造过程复杂且难度大、成本高,并影响着产品的开发与上市。寻求一种简单的模具设计、造型和制造的方法,一直以来都是人们努力的方向。从桑蚕吐丝结茧和蜘蛛吐丝结网的启发中,现在人们发明了用纸浆喷吐快速成型与3D打印成型的方法制作注塑件,以此成型的产品用来检查注塑件的形状、尺寸、精度和装配关系,以避免注塑件的设计和造型的失误。由于注塑件是纸浆快速成型,不可能具有实际的使用价值。随着科技发展,日后也许会出现一种以金属或合金喷吐或几种金属分别喷吐后汇集结成一种金属空壳,然后在留有浇口处注入铸钢,便可得到模具的型面或型腔的方法。当然,这种金属空壳在高温铸钢的浇注下不能有任何的变形和尺寸的变化,最多只要稍作修整便能使用。
另外,可以设想利用粉末冶金成型的技术,通过塑料为载体烧结成型模具的型腔或型芯,然后,再将载体的塑料件烧毁,从而得到模具动、定模的型腔或型芯。
有关现代注塑模结构设计实用技术的文章

分流管注塑模动模垫板和斜导柱强度和刚度的校核是为了控制其变形量,以保证熔体在填充过程中不产生溢料飞边及保证产品的壁厚尺寸,并保证注塑件能够顺利脱模。对注塑模强度和刚度的校核应取受力最大,强度和刚度最薄弱的部位进行校核。由于分流管在注塑模中有三种摆放位置,因此就存在着三种注塑模的结构方案。......
2023-06-30

注塑件仿制技术是在注塑件模具结构成型痕迹技术的基础上发展起来的,随后,又产生了注塑件的复制技术,注塑模的仿制技术、复制技术和修复技术。这种直接根据制品样件的结构成型痕迹所进行的注塑模结构设计的方法,除了可避免模具的设计和制造出现失误外,还可以仿制出注塑件样品及其模具。......
2023-06-30

,14,15和16个剖切面,每个剖切面的x、y和z坐标轴上的值称为理论值。即在模具的型面和型腔上作出间隔一定距离的16个剖切面,每个剖切面上取x、y和z坐标轴上三点的值。先用激光扫描仪对要复制的模具零件进行扫描,生成三维造型,还要测量出不同部位的磨损量,再对三维造型进行修补,并对照模具的理论值检查三维造型的准确程度。......
2023-06-30
注塑模计算机辅助工程是指用科学的方法,以计算机软件的形式为制造业提供的一种有效的辅助工具。目前,注塑模CAE软件能够进行注塑件冷却过程的模拟、气体辅助成型过程的模拟、应力分析和翘曲分析等。然后,像操作注塑机一样,输入料筒温度、注射压力、注射速度、螺杆转速、注射时间、冷却时间、背压和锁模力等工艺参数后。......
2023-06-30

根据这些内容设计出的注塑模就是仿制的模具,由仿制模具所成型加工的注塑件,就是仿制的注塑件。这样所得到的一定是面板样件注塑模结构的仿制结构,所成型的面板也一定是样件的仿制件。1)面板仿制注塑模的脱模方案。塑料熔体由主流道流至潜伏式流道,再流至辅助流道与浇口,最后流入注塑模的型腔。......
2023-06-30
注塑模方案还要对注塑件成型加工过程中可能会产生的缺陷进行预期分析,再根据预期分析的结论调整模具的结构方案。“运动与干涉”要素 “运动”是注塑件上影响模具各运动机构设计的因素。注塑模结构最佳优化方案的论证,是确保注塑模结构方案正确性的重要保证。注塑件缺陷的超前分析,是模具结构方案制定的重要内容之一,但也是现在模具设计人员常常忽视的一点。......
2023-06-30

图4-13 手柄主体注塑模结构设计注塑模结构的设计,包括模架的选择,浇注系统、型腔和型芯、抽芯机构、脱模机构和冷却系统的设计。注塑模选择三模板的标准模架;浇口选择直接浇口;中、动模型芯采用内巡环水冷系统,并且需要采用O形密封圈以防止水的渗漏。......
2023-06-30
在获得上述总图绘制的准备资料后,便可以着手注塑模装配总图的绘制。注塑模装配总图的绘制内容包括注塑模主要视图的绘制,主要尺寸及几何公差的标注,以及技术要求、标题栏、零件编号和明细栏的填写。注塑模的装配总图,就是在按收缩率放大后的注塑件零件图的基础上绘制的。......
2023-06-30
相关推荐